Предлагаемое изобретение относится к кузнечно-прессовому машиностроению и может быть применено преимущественно в кривошипных горячештамповочных прессах при многопереходной объемной штамповке в открытых штампах.
Известны кривошипные горячештамповочные прессы (КГШП), оснащенные механизмом регулировки межштампового пространства - закрытой высоты штампового пространства. Указанные механизмы выполнены на базе клинового стола или эксцентриковой опоры шатуна главного исполнительного механизма и обеспечивают точную бесступенчатую настройку штампов по высоте, необходимую для получения в открытых штампах поковок с заданными отклонениями высотных размеров. Существенное повышение точности поковок может быть достигнуто применением упоров для позиции окончательной штамповки. Упоры жестко закрепляются вокруг вставок окончательного ручья или выполняются заодно со вставками по их периметру. Штамповка в окончательном ручье при многопереходной штамповке может производиться за каждый ход, через один или два хода ползуна, в то время как на других позициях осуществляется осадка, предварительная штамповка или обрезка облоя. Нагрузка на упорах в случае отсутствия заготовки в окончательном ручье соизмерима с усилием окончательной штамповки, что приводит к непроизводительным затратам энергии, снижению срока службы штампа, упоров и узлов пресса. По этой основной причине штамповка с упорами при многопереходной штамповке на КГШП не нашла в настоящее время широкого применения.
Предлагаемое изобретение позволяет устранить нагружение пресса при отсутствии заготовки на позиции окончательной штамповки с упорами за счет оперативного (в течение 2-4 с) ступенчатого изменения межштампового расстояния на величину 3-6 мм, равную вертикальной деформации системы пресс - штамп при номинальном усилии пресса.
Известен механизм регулировки закрытой высоты пресса с гидравлическим предохранителем, выполненный в виде поршневого гидроцилиндра, смонтированного в шатуне главного исполнительного механизма и снабженного системой распределительной и контролирующей аппаратуры (а.с. СССР N 1027062, БИ N 25, 1983). Применительно к двухшатунным КГШП для многопереходной штамповки данное предложение, принятое за аналог, имеет следующие недостатки:
- необходимость размещения в каждом шатуне поршня чрезмерно большого диаметра;
- весьма сложная гидросхема управления гидроцилиндром;
- необходимость в дополнительной системе синхронизации работы двух гидроцилиндров при эксцентричной нагрузке.
Известны также двухшатунные КГШП серийного производства, ползуны которых оснащены механизмом регулировки межштампового расстояния, содержащим эксцентриковую опору шатуна в ползуне, рычаг, винт, опору винта, зубчатый редуктор и электродвигатель (а.с. СССР N 428960, B 30 B 15/14, 25.05.75. Для оперативного изменения межштампового расстояния применение данного механизма, принятого за прототип, нецелесообразно по следующим причинам:
- необходимость в многократном увеличении мощности электродвигателя привода механизма и размеров зубчатого редуктора;
- необходимость в применении специальных средств для систематической точной установки межштампового расстояния после оперативного его изменения.
Указанные недостатки аналога и прототипа устранены в предлагаемом устройстве благодаря тому, что ползун кривошипного пресса с механизмом изменения межштампового расстояния, содержащим эксцентриковую опору шатуна в ползуне, рычаг, винт, опору винта, корпус, зубчатый редуктор и электродвигатель, снабжен механизмом ступенчатого изменения межштампового расстояния, состоящим из шатуна, кривошипного вала, реечной передачи и гидравлического цилиндра двустороннего действия, причем в указанном механизме шатун соединен с опорой винта, кривошипный вал установлен в опорах, смонтированных в корпусе, зубчатое колесо реечной передачи закреплено на кривошипном валу, зубчатая рейка соединена с гидравлическим цилиндром, прикрепленным к корпусу, а указанная опора винта выполнена подвижной в осевом направлении.
Сущность предлагаемого технического решения поясняется фиг. 1, 2 и 3.
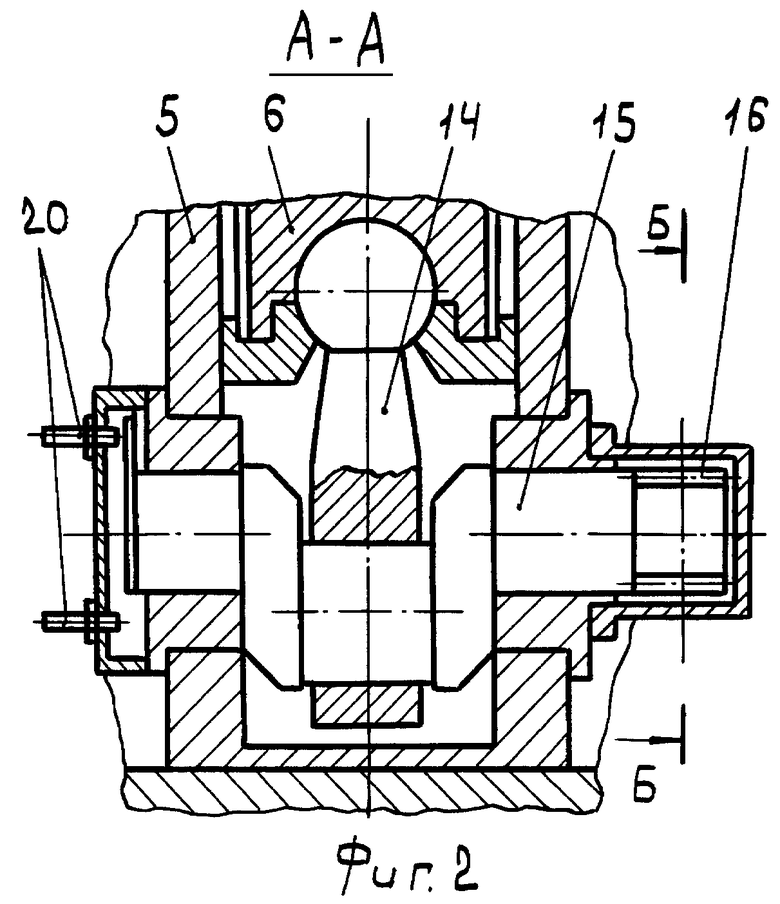
Фиг. 1- сечение ползуна кривошипного пресса с механизмом регулировки межштампового расстояния.
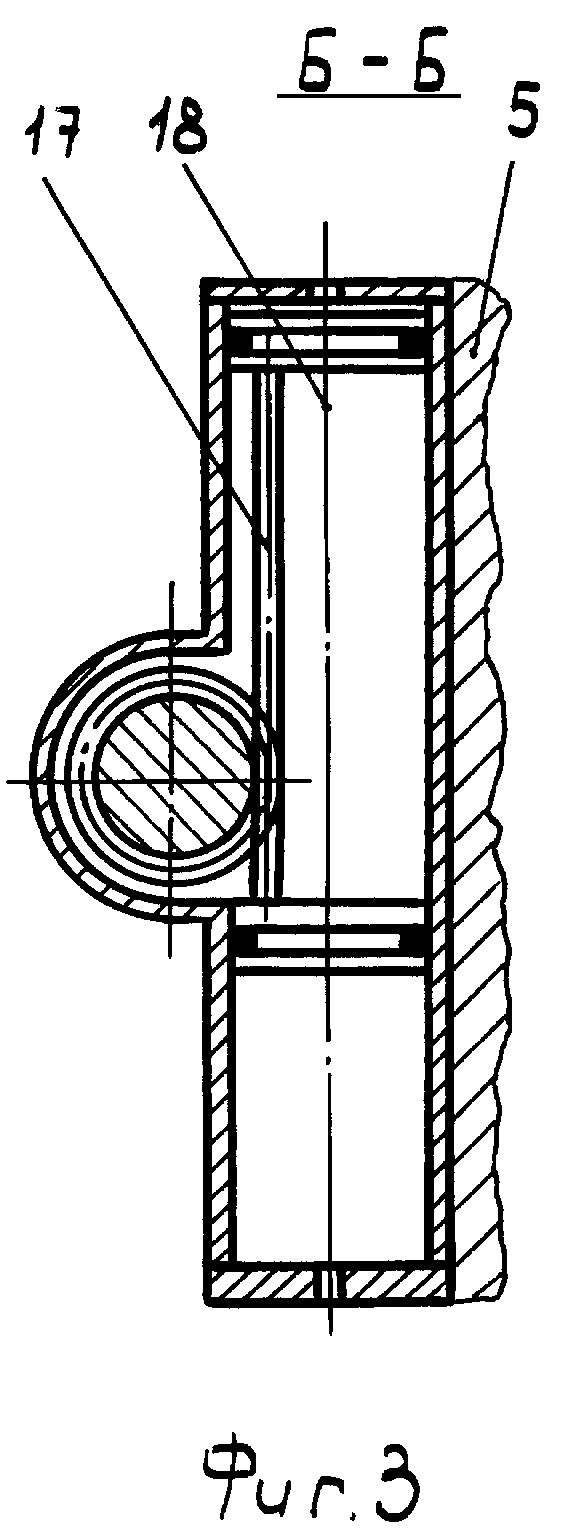
Фиг. 2 - разрез А-А фиг. 1.
Фиг. 3 - разрез Б-Б фиг. 2.
В ползуне 1 кривошипного пресса смонтирован механизм регулировки межштампового расстояния, состоящий из рычага 2, гайки 3, винта 4 с шаровым хвостовиком, разъемного корпуса 5, жестко прикрепленного к ползуну 1, опоры 6, соединенной с винтом 4 пальцами 7, зубчатого колеса 8 и вал-шестерни 9. Последняя последовательно соединена с телескопическим карданным валом, зубчатым редуктором и электродвигателем (на фиг. 1 не показаны). Зубчатое колесо 8 сопряжено с опорой 6 посредством подвижного шлицевого соединения. Фланцы 10 прикреплены к опоре 6 и установлены в цилиндрической расточке корпуса 5. Рычаг 2 имеет две ступицы 11, наружная цилиндрическая поверхность которых эксцентрична оси пальца 12, жестко установленного в ползуне 1. Два шатуна 13 главного исполнительного механизма пресса опираются на указанные ступицы рычага 2. Оси гайки 3 и опор шатунов 12 расположены по одну сторону от оси пальца 11 и поэтому при нагружении пресса винт испытывает напряжения сжатия.
Механизм ступенчатого изменения межштампового расстояния состоит из шатуна 14, шаровой хвостовик которого сочленен с опорой 6, кривошипного вала 15, установленного в опорах корпуса 5, зубчатого венца 16, выполненного на шейке кривошипного вала 15, зубчатой рейки 17, сочлененной с поршнем гидроцилиндра 18 двустороннего действия, закрепленного на корпусе 5. Привод гидроцилиндра 18 осуществляется насосно-аккумуляторной станцией, с распределительной и контролирующей аппаратурой, которой оснащены современные КГШП (на фиг. не показана). В крайних положениях шатуна 14, фиксируемых упорами 19, центры вращения опор шатуна 14 и кривошипного вала 15 лежат на одной прямой. Поэтому шатун 14 не может переместиться при действии вертикальных усилий. Крайние угловые положения кривошипного вала 14 контролируются датчиками 20, блокирующими рабочий ход ползуна 1 в случае неполного хода шатуна 14.
Механизм регулировки и ступенчатого изменения межштампового расстояния работают следующим образом.
Для штамповки с упорами на позиции окончательного ручья настройка межштампового расстояния осуществляется в обычном порядке включением электродвигателя привода механизма регулировки межштампового расстояния (на фиг. не показан). При этом вращение передается на винт 4, поворачивающий рычаг 2. При повороте рычага 2 по часовой стрелке межштамповое расстояние уменьшается, против часовой стрелки - увеличивается. Регулировка производится при крайнем верхнем положении шатуна 14 и опоры 6. Во всех случаях, когда на позиции окончательной штамповки заготовка отсутствует, шатун 14 находится в крайнем нижнем положении, при наличии заготовки - в крайнем верхнем положении. Перемещение шатуна 14 в крайние положения осуществляется поворотом кривошипного вала 15 на 180o при нагнетании рабочей жидкости в соответствующую полость гидроцилиндра 18. При автоматической перекладке заготовок по ручьям штампа предусматривается датчик (на фиг. не показан), контролирующий укладку заготовки в окончательный ручей и дающий команду на переключение гидроцилиндра и последующий рабочий ход ползуна после получения команды от датчика 20. При ручной перекладке заготовок переключение гидроцилиндра 18 осуществляет оператор нажатием на дополнительную кнопку или педаль.
Применение механизма оперативного ступенчатого изменения межштампового расстояния в КГШП способствует внедрению штамповки с упорами, обеспечивающей существенно более высокую точность поковки по сравнению с достигнутым в настоящее время уровнем. При этом нагружение пресса и штампа на позиции окончательной штамповки производится только при наличии заготовки на этой позиции.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРЕЙФЕРНАЯ ПОДАЧА К ШТАМПОВОЧНОМУ ПРЕССУ | 1998 |
|
RU2146618C1 |
| ПРЕСС КРИВОШИПНЫЙ | 1998 |
|
RU2146197C1 |
| КРИВОШИПНЫЙ ПРЕСС ДЛЯ ШТАМПОВКИ ЛОНЖЕРОНОВ | 1998 |
|
RU2153985C2 |
| ПРЕСС ДЛЯ ШТАМПОВКИ ОБКАТЫВАНИЕМ | 2001 |
|
RU2204455C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| ПОЛЗУН КРИВОШИПНОГО ПРЕССА | 2001 |
|
RU2210505C2 |
| СПОСОБ РЕГУЛИРОВКИ НИЖНЕГО ВЫТАЛКИВАТЕЛЯ ПРЕССА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087318C1 |
| КРИВОШИПНЫЙ ПРЕСС | 1998 |
|
RU2164206C2 |
| КРИВОШИПНЫЙ ПРЕСС | 2001 |
|
RU2228267C2 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
Изобретение относится к кузнечно-прессовому машиностроению. Ползун кривошипного пресса с механизмом регулировки межштампового расстояния содержит эксцентриковую опору шатуна в ползуне, рычаг, винт, опору винта, корпус, зубчатый редуктор и электродвигатель. Ползун снабжен механизмом ступенчатого изменения межштампового расстояния, состоящим из шатуна, кривошипного вала, реечной передачи и гидравлического цилиндра двухстороннего действия. В указанном механизме шатун соединен с опорой винта, кривошипный вал установлен в опорах, смонтированных в корпусе, зубчатое колесо реечной передачи закреплено на кривошипном валу, зубчатая рейка соединена с гидравлическим цилиндром, прикрепленным к корпусу. Опора указанного винта выполнена подвижной в осевом направлении. Техническим результатом данного изобретения является устранение нагружения пресса при отсутствии заготовки на позиции окончательной штамповки с упорами. 3 ил.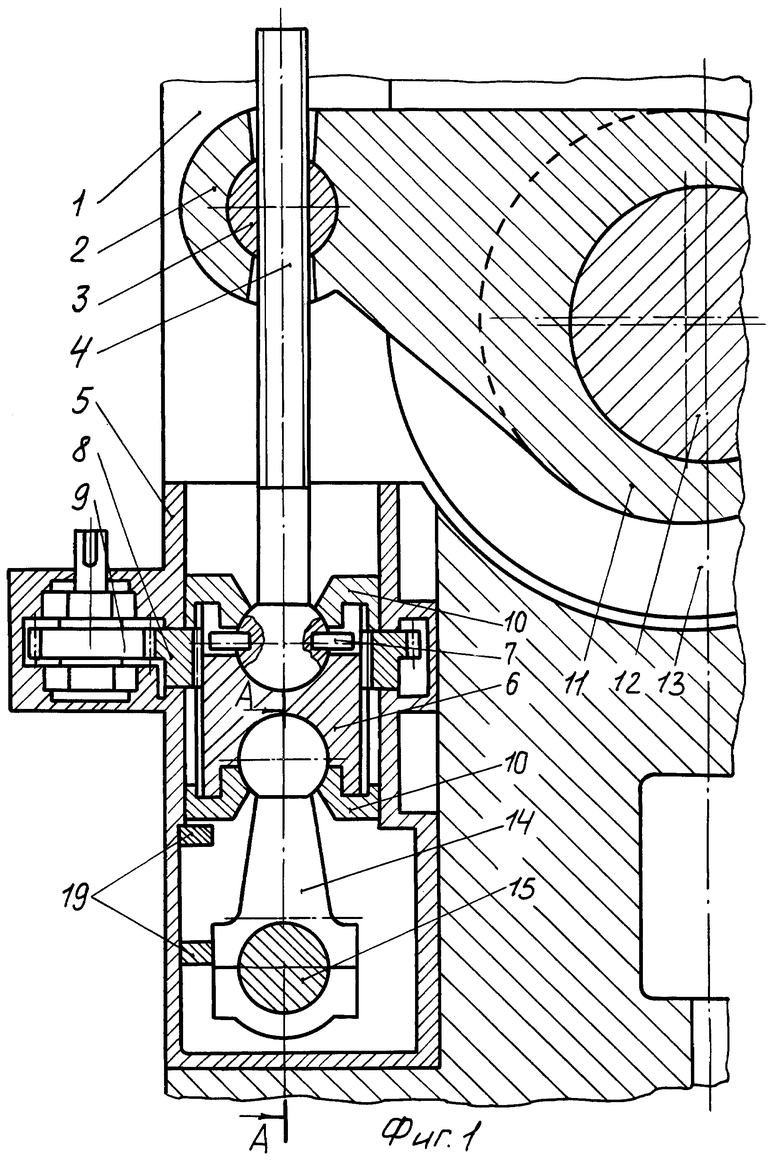
Ползун кривошипного пресса с механизмом регулировки межштампового расстояния, содержащий эксцентриковую опору шатуна в ползуне, рычаг, винт, опору винта, корпус, зубчатый редуктор и электродвигатель, отличающийся тем, что ползун снабжен механизмом ступенчатого изменения межштампового расстояния, состоящим из шатуна, кривошипного вала, реечной передачи и гидравлического цилиндра двухстороннего действия, причем в указанном механизме шатун соединен с опорой винта, кривошипный вал установлен в опорах, смонтированных в корпусе, зубчатое колесо реечной передачи закреплено на кривошипном валу, зубчатая рейка соединена с гидравлическим цилиндром, прикрепленным к корпусу, а опора указанного винта выполнена подвижной в осевом направлении.
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ЗАКРЫТОЙ ВЫСОТЫ ПРЕССА | 1972 |
|
SU428960A1 |
| МЕХАНИЗМ РЕГУЛИРОВАНИЯ ХОДА ПОЛЗУНА ПРЕССА | 0 |
|
SU346150A1 |
| Механизм регулирования закрытой высоты пресса с гидравлическим предохранителем от перегрузки | 1981 |
|
SU1027062A1 |
| УСТРОЙСТВО ОЧИСТКИ ОТРАБОТАВШЕГО ГАЗА | 2009 |
|
RU2487253C2 |
| Устройство для крепления закладной детали к форме | 1986 |
|
SU1502327A1 |
