Предложение относится к области кузнечно-прессового оборудования, в частности, к машинам для горячей или холодной объемной штамповки поковок методом локального деформирования, реализуемым на прессах для штамповки обкатыванием.
Известен пресс для штамповки обкатыванием, содержащий станину, сферодвижный механизм верхнего деформирующего инструмента и два органа возвратно-поступательного движения нижнего деформирующего инструмента (авт. свидетельство СССР N 1340575, кл. В 21 D 37/12, В 30 В 1/26, БИ N 35, 1987). Указанные органы выполнены в виде соосных штоков гидравлических цилиндров.
На данном прессе, взятом авторами за аналог, благодаря наличию двух органов возвратно-поступательного движения возможно осуществление одновременной или последовательной штамповки обкатыванием центрального и периферийного участков поковки, а также выталкивание поковки из нижнего инструмента.
Последовательная штамповка обкатыванием целесообразна для крупных поковок шестрен, колес, дисков, фланцев с различной толщиной центральной и периферийных участков и позволяет существенно уменьшить нагрузку на сферодвиджный механизм.
При штамповке обкатыванием осевая сила и крутящий момент в сферодвижном механизме возрастают с увеличением диаметра и уменьшением толщины деформируемой заготовки и снижаются с уменьшением скорости сближения нижнего и верхнего инструментов. Поэтому прессы для штамповки обкатыванием должны обеспечивать многократное (в 5 раз и более) уменьшение скорости вертикального перемещения рабочих органов к концу штамповки.
Основным недостатком аналога является необходимость применения насосов переменной производительности для циклового уменьшения скорости перемещения штоков гидроцилиндров в процессе раскатки и в связи с этим усложнение системы управления. Кроме того, в этом аналоге отсутствует независимая регулировка крайних верхних положений штоков, что затрудняет настройку пресса при последовательной штамповке.
Известен также пресс для штамповки обкатыванием (авт. свидетельство СССР N 1779442, кл. В 21 D 37/12, БИ N 45, 1992), содержащий ползун, две призмы, шатун и приводной кривошипный вал, последовательно соединенные друг с другом с возможностью осуществления возвратно-поступательного движения ползуна. В данном прессе, взятом авторами за прототип, благодаря применению указанных призм обеспечивается необходимое для штамповки обкатыванием многократное снижение скорости сближения деформирующего инструмента без циклового регулирования частоты вращения кривошипного вала.
Основным недостатком прототипа является невозможность осуществления последовательной штамповки центрального и периферийного участков поковки при наличии только одного органа поступательного движения. Кроме того, в этом прототипе не исключаются перегрузки пресса по усилию и крутящему моменту, т. к. в нем для перемещения ползуна применен механический маховичный привод.
В предлагаемом прессе для штамповки обкатыванием, содержащим станину, сферодвижный механизм, ползун и две призмы привода ползуна, шарнирно соединенные друг с другом, станиной и ползуном, указанные недостатки аналога и прототипа устранены. Это достигнуто тем, что пресс снабжен дополнительным ползуном, двумя парами призм привода последнего, расположенными по обе стороны от упомянутых выше призм и шарнирно соединенными друг с другом, станиной и дополнительным ползуном, а также центральным и двумя боковыми гидравлическими цилиндрами, шток центрального цилиндра шарнирно соединен с одной из призм привода ползуна, а каждый шток боковых цилиндров шарнирно соединен с одной из призм привода дополнительного ползуна, центральный цилиндр соединен с кронштейном, а боковые цилиндры с другим кронштейном, каждый из кронштейнов закреплен на станине с возможностью регулировки их положения в плоскости перемещения призм.
Сущность предлагаемого изобретения заключается в расширении технологических возможностей пресса для штамповки обкатыванием за счет последовательной раскатки центрального и периферийного участков поковки, в упрощении системы управления прессом при исключении необходимости циклового регулирования производительности насосов в широком диапазоне, в повышении надежности пресса вследствие предотвращения его перегрузок, в уменьшении диаметров гидроцилиндров и производительности насосов, в упрощении настройки пресса на требуемые толщины поковки.
Фиг.1 - общий вид предлагаемого пресса в разрезе;
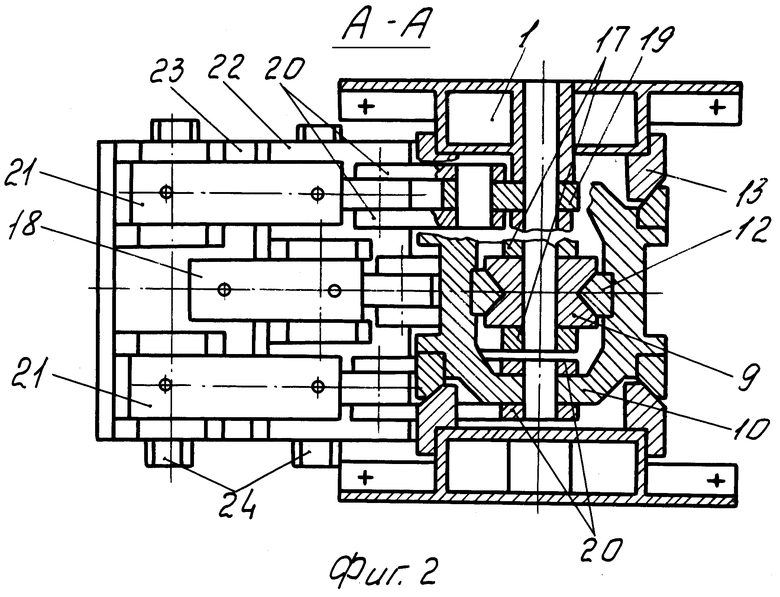
фиг.2 - разрез пресса по плоскости А-А на фиг.2;
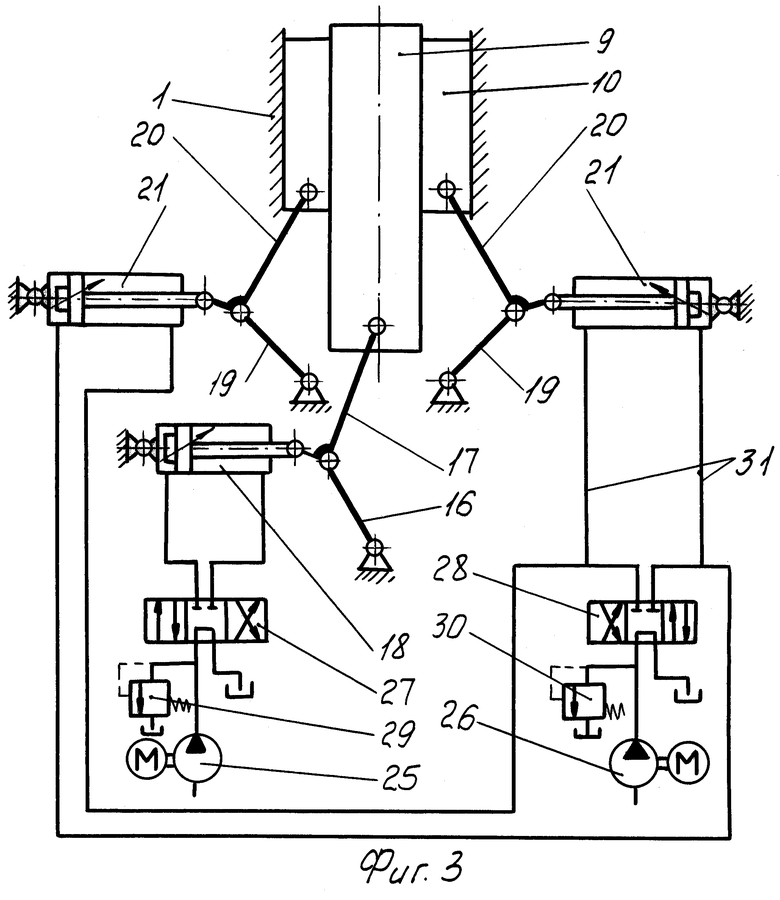
фиг.3 - кинематическая и гидравлическая схема привода ползунов пресса;
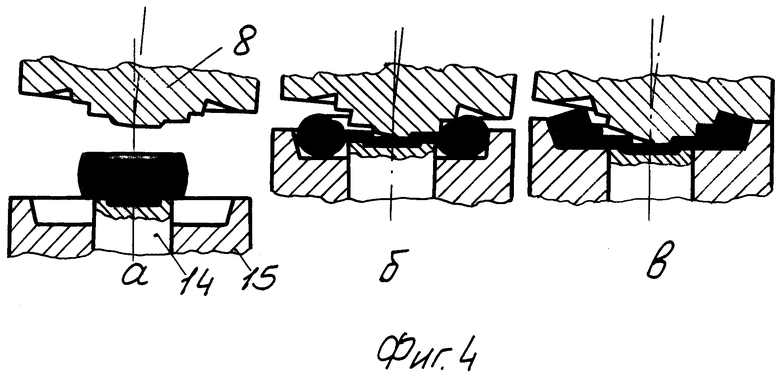
фиг. 4 - последовательность горячей штамповки поковки ведомой шестерни заднего моста автомобиля.
Пресс для штамповки обкатыванием содержит станину 1, на которой смонтирован сферодвижный механизм, состоящий из водила 2, ведущей опоры 3, маховика 4, шкива 5 и электродвигателя 6. Ось опоры 3 эксцентрична оси маховика 4. Опора 3 и маховик 4 установлены в подшипниках качения. Водило 2 опирается на сферический подшипник скольжения 7. Маховик 4 и шкив 5 соединены клиновыми ремнями. В расточке водила 2 закреплен верхний деформирующий инструмент (пуансон) 8 с коническими рабочими поверхностями.
В предлагаемом прессе возможно применение других известных вариантов исполнения сферодвижного механизма.
Пресс снабжен двумя соосными ползунами: внутренним ползуном 9 и наружным дополнительным ползуном 10, на котором закреплена штамповая плита 11. Ползун 9 установлен в направляющих 12, прикрепленных к ползуну 10. Последний установлен в направляющих 13, смонтированных в станине 1. На ползуне 9 и плите 11 закреплены матрицы 14 и 15 для оформления соответственно центрального и периферийного участков поковки. Ход наружного ползуна 10 превышает ход внутреннего ползуна 9, что необходимо для выталкивания поковки из матрицы 15.
Для осуществления возвратно-поступательного движения ползуна 9 служат нижняя призма 16, верхняя призма 17 и центральный гидроцилиндр 18. Для привода ползуна 10 служат также аналогичные две нижние призмы 19, две верхние призмы 20 и два боковых гидроцилиндра 21. Каждая верхняя призма 17 и 20 выполнена в виде двух пластин, охватывающих соответствующие ползуны 9 и 10 и нижние призмы 16 и 19. Верхние призмы 17 и 20 шарнирно соединены соответственно с ползунами 9 и 10 и штоками гидроцилиндров 18 и 21. Нижние призмы 16 и 19 шарнирно соединены со станиной 1 и соответственно с верхними призмами 17 и 20. Гидроцилиндр 18 шарнирно соединен с кронштейном 22, гидроцилиндры 21 - шарнирно с кронштейном 23. Кронштейны 22 и 23 зафиксированы на станине 1 шпонками 24. Их нижние вертикальные грани перпендикулярны плоскости перемещения призм, а верхние вертикальные грани повернуты на небольшой угол относительно нижних граней. Перемещением шпонок 24 с помощью винтового устройства (не показано) достигается независимая регулировка крайних верхних положений ползунов 9 и 10 и получение поковок с заданными размерами по высоте. Возможно применение других вариантов регулировочного устройства цилиндров 18 и 21.
В предлагаемом прессе применены гидроцилиндры 18 и 21 двойного действия поршневого типа с торможением в конце хода при движении ползунов вниз. В гидросхеме предусмотрены отдельные насосы 25 и 26, гидрораспределители 27 и 28 и предохранительные клапаны 29 и 30, соединенные трубопроводом 31. Схема позволяет осуществлять перемещение штоков гидроцилиндров 18 и 21 по циклу последовательной штамповки. Возможно применение регулируемых насосов для внециклового изменения их производительности.
В зависимости от угла α между вертикалью и осью нижней призмы предложенный привод ползуна 9 имеет следующую характеристику. В начале штамповки при α=37o отношение силы Р на ползуне и силы F на штоке гидроцилиндра 18 равно 0,8; в конце штамповки при α=7o отношение P/F равно 4; при постоянной скорости перемещения штока 18 отношение скоростей перемещения ползуна при α= 37 и α=7o равно 5,5; отношение ходов ползуна и штока при изменении угла α от 37o до 7o равно 1,2. Аналогичную характеристику имеет привод ползуна 10.
Пресс работает следующим образом.
В исходном положении при включенном электродвигателе 6 маховик 4 непрерывно вращается, водило 2 совершает непрерывное пространственное качательное движение, ползуны 9 и 10 находятся в крайнем нижнем положении при упоре поршней в крышки гидроцилиндров 18 и 21. Предварительно осаженную на отдельном прессе заготовку устанавливают роботом на матрицу 14 (фиг. 4а). При подаче рабочей жидкости в поршневые полости гидроцилиндров 18 и 21 призмы перемещают ползуны 9 и 10 вверх. Происходит штамповка обкатыванием центральной перемычки (фиг. 4б). Перемещение ползуна 9 вверх ограничено упором поршня в крышку цилиндра 18. При дальнейшем движении ползуна 10 вверх происходит штамповка обкатыванием периферийного участка поковки (собственно венца шестерни) до упора поршней в крышки цилиндров 21 (фиг. 4в). При подаче рабочей жидкости в штоковые полости гидроцилиндров 18 и 21 ползуны 9 и 10 перемещаются вниз в исходное положение. При ходе ползуна 10, превышающем ход ползуна 9, матрица 14 выталкивает поковку из матрицы 15. После этого поковку роботом удаляют из рабочей зоны пресса.
Если на некотором этапе штамповки давление в гидросистеме достигает давления настройки предохранительных клапанов 29 или 30, то при сливе некоторого количества рабочей жидкости через предохранительный клапан и соответствующем уменьшении скорости перемещения штока гидроцилиндра сопротивление деформированию заготовки уменьшается. Тем самым обеспечивается непрерывность процесса штаповки и зашита пресса от перегрузки.
Предлагаемый пресс для штамповки обкатыванием может быть применен по аналогии с прессом двойного действия для штамповки в закрытых штампах: сначала перемещают наружный ползун 10 до упора матрицы 15 в пуансон 8, а затем при перемещении вверх внутреннего ползуна 9 матрица 14 вытесняет металл заготовки в полость, образованную матрицей 15 и пуансоном 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ СФЕРОДВИЖНОЙ ШТАМПОВКИ | 1994 |
|
RU2071856C1 |
| ПОЛЗУН КРИВОШИПНОГО ПРЕССА | 1998 |
|
RU2156188C2 |
| ВИНТОВОЙ ПРЕСС С МУФТОВЫМ ПРИВОДОМ | 1999 |
|
RU2169077C2 |
| ПРЕСС КРИВОШИПНЫЙ | 1998 |
|
RU2146197C1 |
| КРИВОШИПНЫЙ ПРЕСС ДЛЯ ШТАМПОВКИ ЛОНЖЕРОНОВ | 1998 |
|
RU2153985C2 |
| КРИВОШИПНЫЙ ПРЕСС | 1998 |
|
RU2164206C2 |
| ПРЕСС ДЛЯ ШТАМПОВКИ ОБКАТЫВАНИЕМ | 1994 |
|
RU2077403C1 |
| ПРЕСС | 1995 |
|
RU2094160C1 |
| ПРЕСС ГИДРАВЛИЧЕСКИЙ ВЫКРУТНОЙ | 1998 |
|
RU2153947C2 |
| ОПОРА ЭКСЦЕНТРИКОВОГО ВАЛА КРИВОШИПНОГО ГОРЯЧЕШТАМПОВОЧНОГО ПРЕССА | 2001 |
|
RU2204485C2 |
Изобретение относится к машинам для горячей или холодной объемной штамповки поковок методом локального деформирования, реализуемым на прессах для штамповки обкатыванием. Пресс для штамповки обкатыванием содержит станину, сферодвижный механизм, ползун и шарнирно соединенные друг с другом, станиной и ползуном две призмы привода ползуна. Пресс снабжен дополнительным ползуном, двумя парами призм привода дополнительного ползуна. Две пары призм привода расположены по обе стороны от упомянутых выше призм и шарнирно соединены друг с другом, станиной и дополнительным ползуном, а также центральным и двумя боковыми гидравлическими цилиндрами. Шток центрального цилиндра шарнирно соединен с одой из призм привода ползуна. Каждый шток боковых цилиндров шарнирно соединен с одной из призм привода дополнительного ползуна. Центральный цилиндр соединен с кронштейном, а боковые цилиндры - с другим кронштейном. Каждый из кронштейнов закреплен на станине с возможностью регулировки их положения в плоскости перемещения призм. В результате обеспечивается расширение технологических возможностей пресса, упрощение системы управления прессом и повышение надежности его работы. 4 ил.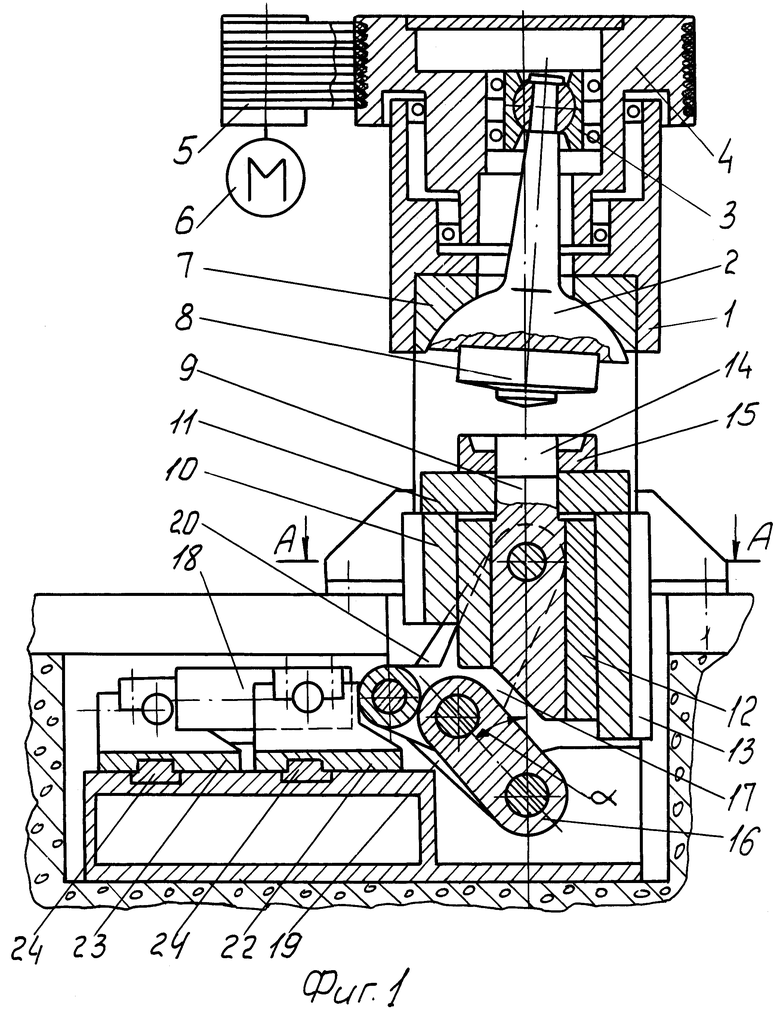
Пресс для штамповки обкатыванием, содержащий станину, сферодвижный механизм, ползун и две призмы привода ползуна, шарнирно соединенные друг с другом, станиной и ползуном, отличающийся тем, что он снабжен дополнительным ползуном, двумя парами призм привода последнего, расположенными по обе стороны от упомянутых выше призм и шарнирно соединенными друг с другом, станиной и дополнительным ползуном, а также центральным и двумя боковыми гидравлическими цилиндрами, шток центрального цилиндра шарнирно соединен с одной из призм привода ползуна, а каждый шток боковых цилиндров шарнирно соединен с одной из призм привода дополнительного ползуна, центральный цилиндр соединен с кронштейном, боковые цилиндры - с другим кронштейном, а каждый из кронштейнов закреплен на станине с возможностью регулировки их положения в плоскости перемещения призм.
| Пресс для штамповки обкатыванием | 1990 |
|
SU1779442A1 |
| Машина для сферической штамповки металлических заготовок | 1975 |
|
SU551194A1 |
| Машина для сферодвижной штамповки | 1978 |
|
SU889219A1 |
| ПРЕСС ДЛЯ ШТАМПОВКИ ОБКАТЫВАНИЕМ | 1994 |
|
RU2077403C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ОБКАТЫВАНИЕМ | 1996 |
|
RU2098211C1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКРЕМНИСТОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1991 |
|
RU2041268C1 |
