Изобретение относится к металлургии и литейному производству, в частности к способам получения высокопрочного чугуна с шаровидной формой графита, и может быть использовано при производстве средних и крупногабаритных отливок с толщиной стенки 50 мм и выше.
Одними из способов получения чугуна с шаровидной и вермикулярной формой графита является использование лигатуры, содержащей 30% редкоземельных металлов (РЗМ), 43% кремния, 8% алюминия. В зависимости от серы количество вводимой лигатуры колеблется от 0,8 до 2,5% (см. кн. "Высокопрочные чугуны для отливок". / Под ред. д.т.н. Александрова Н.Н. - М.: Машиностроение, 1982, с. 193).
Когда остаточное содержание редкоземельных металлов (РЗМ) в сплаве значительно превышает его оптимальную концентрацию, равную 0,5-0,6%, происходит эффект перемодифицирования, заключающийся в том, что металлическая матрица отливок состоит из ледебурита или же структурно-свободного цементита, а часть графита имеет звездообразную форму. Оба эти фактора не позволяют чугуну в литом состоянии иметь механические свойства, соответствующие маркам высокопрочного чугуна. Для достижения требуемых свойств в таких чугунах требуется дополнительная термическая обработка. Для улучшения свойств в литом состоянии проводят вторичное модифицирование 75% ферросилицием в количестве 0,5-0,8% от массы жидкого металла. Недостатком этого процесса является перенасыщение феррита матрицы кремнием и увеличение в структуре количества графита звездообразной формы, что не позволяет производить чугун с высокими механическими свойствами. Появление в металлической матрице вермикулярного графита является отклонением по структуре для высокопрочного чугуна с шаровидной формой графита, что заметно сказывается на механических характеристиках чугуна.
Наиболее близким к предлагаемому способу является способ обработки РЗМ-содержащей лигатурой и вторичной обработки магнийсодержащим модификатором (см. описание изобретения патента РФ №2341562, С21С 1/00, С22С 37/04, 20.12.2008 г.).
Способ затрудняется тем, что метод направлен изначально на достижение вермикулярного графита, а затем на изменение до шаровидной формы. При проведении вторичного модифицирования, направленного на исправление структуры графита, зачастую происходит либо неполное, либо частичное исправление структуры. Дважды происходит ввод РЗМ-содержащей лигатуры, соответственно происходит перенасыщение феррита матрицы кремнием и увеличение в структуре количества графита звездообразной формы, вследствие чего значительно падают механические характеристики выпускаемой продукции. Количество вносимой лигатуры, ввиду нестабильности состава лигатуры, является величиной ориентировочной, что приводит к нестабильности работы способа. Процесс первичного модифицирования осуществляется путем загрузки первичной РЗМ-содержащей лигатуры в специальный дозатор и подачи ее при заполнении раздаточного ковша на струю сливаемого металла. Затем он подавался на стенд для заполнения разливочных ковшей. Соответственно осуществление этого способа требует наличия как минимум двух ковшей, что, несомненно, затрудняет процесс модифицирования расплава. В последующем на дно разливочного ковша засыпали модификатор с дополнительным вводом лигатуры в количестве до 0,5%, что в некоторых случаях приводит к образованию ледебурита и цементита, а соответственно приводит к падению механических свойств чугуна. Как известно, модификатор при сливе металла в ковш всплывает, так как по плотности значительно ниже чугуна. Указанный метод осуществляется для отливок массой от 5 до 30 кг с толщиной стенки от 5 до 40 мм, что значительно ограничивает номенклатуру выпускаемой продукции.
Технический результат, получаемый в результате использование изобретения, заключается в повышение стабильности образования шаровидной формы графита в высокопрочном чугуне за счет одновременного ввода лигатуры и модификатора.
Для достижения данного технического результата способа получения высокопрочного чугуна с шаровидной формой графита из исходного, включающего расплавление шихты до температуры плавления, анализ содержания серы в расплаве, модифицирование РЗМ-содержащей лигатурой и магнийсодержащим модификатором, причем модифицирование осуществляется при содержании серы 0,01-0,50% со значительным перегревом расплава 1480-1520°C, вдобавок модификатор и лигатуру кладут на дно ковша, прогретого до 750-800°C, послойно в виде слоя модификатора, присыпки в виде шлака магнитоактивного, последующего слоя лигатуры и заключительного слоя чугуна дробленого со шлакообразующими добавками, наполненного в промежуток времени 1-1,50 мин, после чего промодифицированный чугун выдерживают в течение 8-9 мин, при этом в качестве присыпок используют шлак магнитоактивный по ТУ 14-128-Ш-7-06 и чугун дробленый со шлакообразующими добавками по ТУ 14-128-Д-5-06 с фракцией до 10 мм.
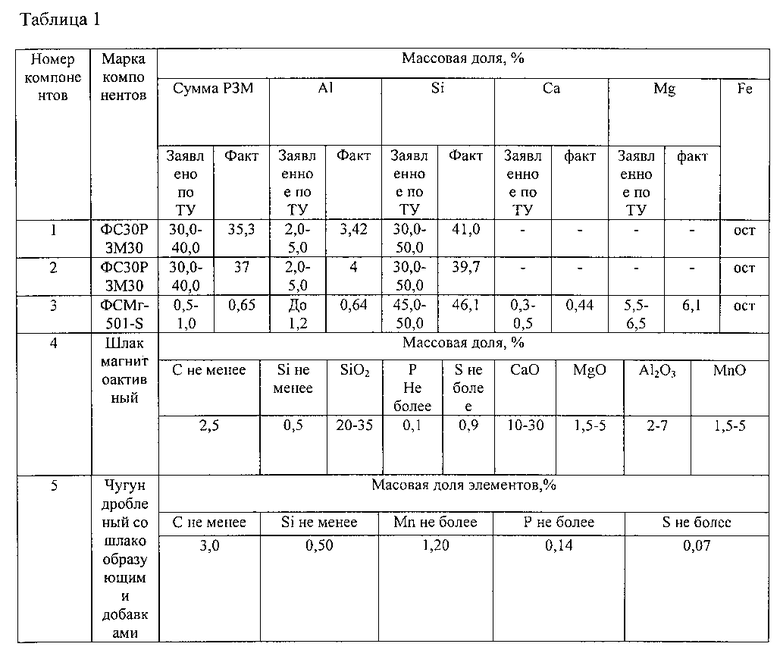
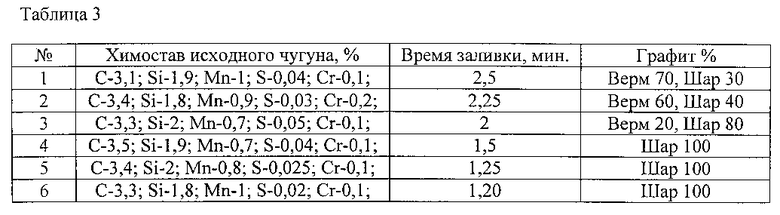
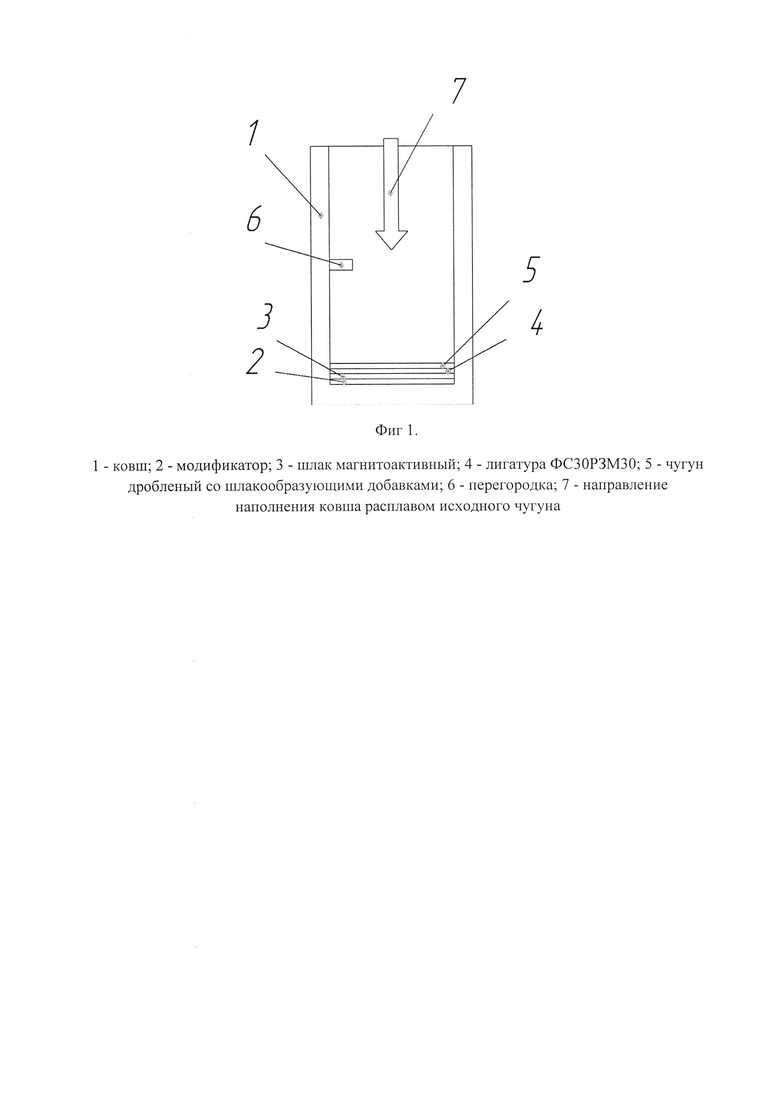
Изобретение иллюстрируется чертежом, где на фиг. 1 показана схема укладки и заливки компонентов; и таблицами, где в таблице 1 показаны составы лигатур, отобранные из двух различных партий, состав модификатора, состав шлака магнитоактивного и чугуна дробленого со шлакообразующими добавками фракцией до 10 мм; в таблице 2 показана зависимость ввода компонентов от содержания серы в исходном чугуне; в таблице 3 показана зависимость образования 100%-ного шаровидного графита от времени слива чугуна.
Производство лигатуры и модификатора имеет некоторый разброс по химическому составу: 30-40% РЗМ, 30-40% кремния, 2,0-5,0% алюминия А класса, 5,0-15,0 алюминия Б класса, остальное железо по ТУ 14-5-136-81. Модификатор: 0,5-1,0% РЗМ, 5,5-6,5% магния, до 1,2% алюминия, 45,0-50,0% кремния, 0,3-0,5 кальция, остальное - железо согласно ТУ 0826-002-72684889-09. Ввиду постоянного роста экономической составляющей техническим результатом, достигаемым при использовании изобретения, является: увеличение стабильности образования шаровидного графита, не зависящее от некоторых отклонений состава лигатуры; уменьшение количества лигатуры за счет отходов доменного производства, одновременно приводящее к их утилизации.
Указанный технический результат достигается тем, что в способе получения высокопрочного чугуна из исходного основным показателем при расчете количества используемого модификатора и лигатуры в химическом составе является содержание серы.
В таблице 1 показаны: составы лигатур, отобранные из двух различных партий; состав модификатора; состав шлака магнитоактивного; чугуна дробленого со шлакообразующими добавками фракцией до 10 мм.
Способ реализуется следующим образом. Чугун плавили в индукционной печи ИЧТ-6. Ввиду неоднородности шихтовых материалов химических состав имеет большой разбег, в связи с этим состав исходного чугуна требуется держать в пределах: С 2,7-3,5%; Si 1,7-2,0%; Мn 0,5-1,0; S 0,01-0,5%; Cr не более 0,2%. В последующем перед сливом металла в ковш его перегревают до температуры 1480-1520°C для осуществления процесса модифицирования.
В зависимости от содержания серы в исходном чугуне количество используемой лигатуры, модификатора, шлака магнитоактивного и чугуна дробленого со шлакообразующими добавками приведено в таблице 2.
Для осуществления процесса модифицирования, определив оптимальное процентное количество компонентов, производят укладку в заранее прогретый ковш 1 до температуры 750-800°C, при более низком прогреве наблюдается неполное растворение компонентов, спеченных на его дне, ровными слоями по принципу фиг. 1:
1. Первым ровным слоем кладется модификатор 2 для уменьшения скорости всплытия за счет обволакивания шлаковыми включениями.
2. Следующим слоем является шлак магнитоактивный 3. Он является покрывным слоем модификатора, препятствующим его быстрому растворению, а как следствие, продлению "эффекта старения" - переходу от шаровидной формы графита к вермикулярной. Он равномерно распределяется по всем ранее уложенным компонентам.
3. Третьим слоем является лигатура 4. Она также укладывается ровным слоем поверх ранее уложенных компонентов.
4. Четвертым слоем является чугун дробленый со шлакообразующими добавками 5. Согласно ТУ 14-128-Д-5-06 его допустимая фракция 0-20 мм, но при использовании фракции 10-20 мм наблюдалось падение температуры до 1350°C и процесс модифицирования протекал не полностью, ввиду чего образование шаровидного графита достигало максимум 75%. Поэтому чугун дробленый со шлакообразующими добавками 5 предварительно отбирают до фракции 1-10 мм. Этот слой так же, как и второй, является покрывным, и его основная функция - уменьшение скорости модифицирования за счет обволакивания всех компонентов шлаковыми включениями.
Пример
Слив металла осуществляли в ковш 1 объемом 6 тонн. Так как основная часть производимых отливок в среднем имела вес 3000 кг, соответственно навеску брали из этого расчета. Для точности определения количества наливаемого металла при футеровке была заложена перегородка 6, расположенная на середине ковша 1. Перед сливом ковш 1 прогревается до температуры 750-800°C, чтобы избежать больших потерь температуры, иначе процесс модифицирования не будет осуществляться, так как расплавление всех компонентов не произойдет, что приведет к ликвации и несоответствию марки чугуна.
Слив осуществляли строго при температуре 1480-1520°C, так как при подаче расплава значительно падала температура до 1400-1430°C. Наполнение ковша 1 осуществляли по направлению 7 строго в центр ковша 1 для лучшего расхождения всех компонентов. Затрат времени на наполнение ковша 1 должно быть максимально мало - 1-1,50 мин. Увеличение временных затрат слива от 2-2,50 мин приводило к неполному усвоению модификатора 1, вследствие чего наблюдалось появление вермикулярной формы графита. Результаты приведены в таблице 3. В момент слива металла модификатор обволакивается шлакоактивными компонентами, в результате чего практически не проявлялся пироэффект. После заполнения ковша шлак не удалялся с зеркала, так как на поверхности еще протекал процесс модифицирования за счет активности всех компонентов. За счет обволакивания модификатора шлаковыми включениями активность наблюдалась на протяжении 7-10 мин, что значительно продлевает "модифицирующий эффект". Процесс заливки производился спустя 8-9 мин, так как увеличение времени свыше 9 мин приводило к уменьшению количества центров кристаллизации графита, которое способствовало образованию вермикулярного графита.
После слива металла в ковш, не производя удаление шлака с зеркала, специально приготовленной ложкой брали пробу и заливали образцы размером 15×15×40. Отобрав пробу, ковш направлялся на заливку формы. Вся эта процедура ведется в интервале 1-9 мин, затем должна производиться процедура удаления шлака и заливка формы. В этот момент проба остужалась. Затем она ломалась для подтверждения шаровидной формы графита. Что характерно, по краям пробы наблюдались небольшие включения цементита. Это объясняется тем, что сечение пробы слишком мало. Соответственно при толщине стенки более 40 мм ледебурита и цементита практически не наблюдалось.
Отливки делали типа "холодильные плиты доменных печей" с толщиной стенки от 40 мм и выше. Заливку осуществляли в сухие песчано-глинистые формы. Температура заливки была 1400-1430°C.
Металлографические исследования проводили на деталях, механические испытания - на образцах. Контроль структуры осуществлялся до заливки формы и после.
Эксплуатационные свойства изготавливаемых по описанному способу изделий соответствуют характеристикам изделий из высокопрочного чугуна.
Использование предлагаемого способа получения высокопрочного чугуна обеспечивает повышение стабильности процесса образования шаровидной формы графита в отливках с толщиной стенки 50 мм и выше, снижение себестоимости за счет одновременного ввода модификатора и лигатуры с применением присыпающих компонентов отходов доменного производства, что, во-первых, благоприятно сказывается на экономической составляющей выпускаемой продукции, во-вторых, позволяет получить шаровидную форму графита в толстостенных отливках за счет использования более дешевых РЗМ-содержащих лигатур и также помогает утилизировать магнитоактивные шлаки, образовывающиеся при получении доменного чугуна.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА | 2006 |
|
RU2341562C2 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА И МОДИФИКАТОР ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2018 |
|
RU2704678C1 |
| Способ получения высокопрочного чугуна с шаровидным графитом | 1987 |
|
SU1475929A1 |
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ГРАФИТНЫХ ВКЛЮЧЕНИЙ В ВЫСОКОПРОЧНОМ ЧУГУНЕ | 2008 |
|
RU2402617C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА | 2000 |
|
RU2156809C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ ПРОИЗВОДСТВА СЕРОГО И ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ И ВЕРМИКУЛЯРНЫМ ГРАФИТОМ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 2006 |
|
RU2337973C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ И ВЕРМИКУЛЯРНЫМ ГРАФИТОМ | 2000 |
|
RU2156810C1 |
| Способ получения чугуна с шаровидной формой графита | 1985 |
|
SU1271886A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2023 |
|
RU2814095C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2007 |
|
RU2375461C2 |
Изобретение относится к металлургии и литейному производству, в частности к способам получения высокопрочного чугуна с шаровидной формой графита, и может быть использовано при производстве средних и крупногабаритных отливок с толщиной стенки 50 мм и выше. Способ включает расплавление шихты в плавильном агрегате, значительный перегрев расплава до 1480-1520°С для осуществления модифицирования путем обработки его лигатурой, содержащей редкоземельные металлы, и магнийсодержащим модификатором, при этом модификатор и лигатуру кладут на дно ковша, прогретого до 750-800°С, послойно в виде слоя модификатора, присыпки в виде шлака магнитоактивного, последующего слоя лигатуры и заключительного слоя в виде чугуна дробленого со шлакообразующими добавками, а наполнение ковша расплавом осуществляют в промежуток времени от 1 до 1,50 мин, после чего выдерживают расплав чугуна в течение 8-9 мин. Изобретение обеспечивает стабильное получение шаровидной формы графита, снижает себестоимость за счет использования дешевых лигатур и снижает их расход за счет использования отходов доменного производства и чугуна дробленого со шлакообразующими добавками фракцией до 10 мм. 1 з.п. ф-лы, 1 пр., 3 табл., 1 ил.
1. Способ получения высокопрочного чугуна с шаровидной формой графита из исходного, включающий расплавление шихты до температуры плавления, анализ содержания серы в расплаве, последующее модифицирование в ковше лигатурой, содержащей редкоземельные металлы, и магнийсодержащим модификатором, отличающийся тем, что модифицирование осуществляют при содержании серы 0,01-0,50% с перегревом расплава до 1480-1520°С, при этом упомянутые модификатор и лигатуру кладут на дно ковша, прогретого до 750-800°С, послойно в виде слоя модификатора, присыпки в виде шлака магнитоактивного, последующего слоя лигатуры и заключительного слоя присыпки в виде чугуна дробленого со шлакообразующими добавками, при этом наполнение ковша расплавом осуществляют в промежуток времени от 1 до 1,50 мин, после чего промодифицированный чугун выдерживают в течение 8-9 мин.
2. Способ по п. 1, отличающийся тем, что в качестве присыпки используют чугун дробленый со шлакообразующими добавками фракцией до 10 мм.
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА | 2006 |
|
RU2341562C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА | 2001 |
|
RU2188240C1 |
| GB 1037518 A, 27.07.1966 | |||
| СПОСОБ ПРЕОБРАЗОВАНИЯ ЗВУКОВЫХ СИГНАЛОВ В ИЗОБРАЖЕНИЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2015562C1 |
| Машина для пришивки круглых накладок на металлические петли шинели | 1950 |
|
SU90654A1 |

