Изобретение относится к области металлургии, именно к способам ремонта огнеупорной кладки пода тепловых агрегатов: металлургических печей, в частности конвертеров, дуговых электропечей, миксеров и т.п., методом керамической наплавки и может быть использован в любой другой отрасли промышленности, где требуется ремонт поврежденной футеровки пода: коксовые батареи, нагревательные печи и т.п.
Известен способ ремонта огнеупорной футеровки пода дуговой электропечи, в котором на ремонтируемую футеровку после слива плавки слоями наносят мелкоизмельченные алюминийсодержащие материалы и заправочный слой из смеси магнезитового порошка со связующим (жидким стеклом) и алюминиевым порошком.
Это позволяет при контактировании в процессе плавки с жидким металлом нанесенного слоя уменьшить содержание в рабочем слое футеровки окислов железа и кремния за счет их восстановления алюминием, при этом образуются более тугоплавкие окись алюминия и алюмомагниевая шпинель, повышающие стойкость футеровки (SU, 1448877, А, С 21 С 5/52, F 27 D 1/00, опуб.07.04.85).
Однако из-за относительно невысокой огнеупорности за счет введения легкоплавких связующих (жидкого стекла, повышенной открытой пористости) нанесенный слой обладает недостаточной стойкостью и требует периодической подварки.
В процессе эксплуатации высокотемпературных промышленных печей под подвергается особо интенсивному износу вследствие механических, термических, химических и др. эксплуатационных воздействий.
Наиболее эффективным методом ремонта его огнеупорной футеровки является метод керамической наплавки.
Наиболее близким к предлагаемой группе изобретений по технической сущности является способ ремонта огнеупорной футеровки пода тепловых агрегатов, включающий нанесение на поверхность футеровки пода термитно-огнеупорной смеси, состоящей из огнеупорного порошкообразного наполнителя и металлического порошка в качестве горючего компонента (алюминиевая пудра, металлическое железо и т.д.), ее последующее воспламенение за счет заливки в агрегат расплава металла и его соприкосновения с термитно-огнеупорной смесью, расплавление огнеупорного наполнителя за счет протекания экзотермической реакции в смеси и последующую ее сварку с футеровкой с образованием довольно плотного защитного слоя из наплавленной керамической массы (SU, 1666547 A1, С 21 С 5/44, F 27 D 1/16, опуб. 30.07.91).
Однако под действием давления металла расплавленная термитно-огнеупорная смесь растекается по футеровке пода, слой нанесенного покрытия получается тонким и неравномерным, так как заливаемый расплав металла размывает нанесенную на поверхность футеровки смесь, что приводит к понижению стойкости футеровки.
Задачей предлагаемой группы изобретений является разработка эффективного способа ремонта огнеупорной футеровки пода теплового агрегата методом керамической наплавки и состава термитно-огнеупорной массы для его осуществления, при использовании которых устранялись вышесказанные недостатки за счет образования монолитного прочносвязанного наплавленного слоя керамической массы.
Желаемым техническим результатом является повышение эксплуатационных свойств наплавленного слоя керамической массы при упрощении способа его нанесения и обеспечения стабильности процесса его протекания, сокращении времени нанесения керамического слоя.
Это достигается тем, что в известном способе ремонта огнеупорной футеровки пода тепловых агрегатов методом керамической наплавки, включающем нанесение на поверхность футеровок пода термитно-огнеупорной массы, состоящей из смеси огнеупорного порошкообразного наполнителя и металлического порошка в качестве горючего компонента, ее воспламенение, расплавление огнеупорного наполнителя за счет протекания экзотермической реакции в смеси при высокой температуре и последующую ее сварку с футеровкой пода с образованием слоя наплавленной керамической массы, по изобретению, в состав термитно-огнеупорной смеси дополнительно вводят в твердофазный окислитель - селитру и/или соединения четырех-, шестивалентного марганца и/или соединения шестивалентного хрома - в количестве 15-25 мас.% и стабилизирующую добавку, при этом смесь в виде водной суспензии равномерно наносят на предварительно зачищенную поверхность футеровок пода, нагретую до рабочей температуры агрегата, за счет которой через 1-3 минуты после нанесения смесь воспламеняется, подплавляет поверхностный слой пода с образованием монолитного прочносвязанного наплавленного слоя керамической массы.
Водную суспензию термитно-огнеупорной массы готовят из расчета 100-200 г воды на 1 кг массы смеси.
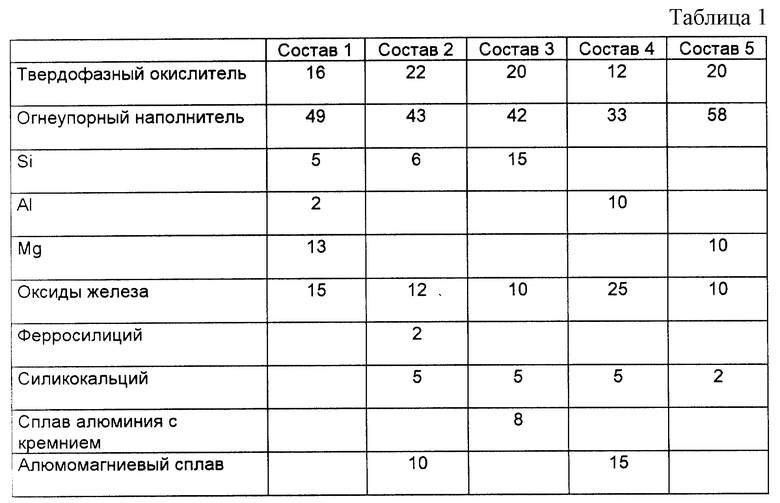
Кроме того, желаемый технический результата достигается тем, что известная термитно-огнеупорная масса для ремонта огнеупорной футеровки пода тепловых агрегатов методом керамической наплавки, включающая огнеупорный порошкообразный наполнитель и металлический порошок в качестве горючего компонента, по изобретению дополнительно содержит окислы железа в качестве стабилизирующей добавки и твердофазный окислитель, при следующих соотношениях компонентов, мас.%:
Огнеупорный порошкообразный наполнитель - 30-60
Металлический порошок - 10-30
Окислы железа - 10-30
Твердофазный окислитель - 15-25
В качестве огнеупорного порошкообразного наполнителя она может содержать динас, шамот, диабазовую муку муллитокорунд, корунд, магнезит, хромомагнезит, доломит или их смеси с размером частиц порошка не более 2 мм.
В качестве металлического порошка она содержит 10-30 мас.% алюминия, кремния, магния, сплавы алюминия с кремнием или магнием, ферросилиция, силикокальция или их смеси с размером частиц порошка, равным для алюминия, кремния, магния от 10 мкм до 500 мм, для остальных от 10 мкм до 1 мм.
Ремонтный порошок представляет собой механическую смесь огнеупорного наполнителя горючих металлических порошкообразных компонентов, твердофазного окислителя, а также добавок - окислов железа, обеспечивающих стабильность процесса и улучшающих эксплуатационные свойства наплавленного слоя керамической массы. На поверхности пода протекает высокоэкзотермическая реакция горения горючих компонентов, за счет которой подплавляется поверхностный слой пода и ремонтный порошок. При последующем охлаждении до температуры окружающей среды происходит образование прочного соединения основной футеровки с наплавленной массой. Методика проведения ремонта состоит в следующем. Для обеспечения равномерности нанесения на поверхность футеровки ремонтный порошок смешивают с небольшим количеством воды из расчета 100-200 г на 1 кг массы смеси до получения устойчивой водной суспензии, которую равномерно наносят на зачищенную от шлаков и др. отложений поверхность футеровки пода, нагретую до рабочей температуры печи. Ремонт желательно проводить между технологическими циклами. Например, сразу же после слива плавки. Водная суспензия равномерно растекается по поверхности пода, заполняя дефекты, трещины, выбоины. Затем масса быстро высыхает, нагревается и через 2-3 мин загорается, расплавляясь и подплавляя поверхностный слой футеровки пода. После охлаждения образуется монолитный прочно связанный наплавленный слой керамической массы.
В некоторых случаях целесообразно наносить смесь в сухом виде путем вдувания или засыпки при рабочей температуре печи или при низкой температуре с последующим нагревом.
Окислителя при содержании менее 15% недостаточно для полного окисления горючих компонентов, не обеспечиваются требуемая прочность связи наплавленной массы и основной футеровки.
Наличие твердофазного окислителя в термитно-огнеупорной смеси более 25% нецелесообразно, т. к. приводит к перерасходу окислителя и повышению риска самовозгорания термитно-огнеупорной смеси.
Окислы железа благотворно влияют на стабилизацию процесса нанесения. Присутствие менее 10% окислов железа в смеси не позволяет успешно стабилизировать процесс горения, а при введении более 30% окислов железа увеличивается шлакообразование и происходит нежелательное изменение химического состава наплавленной массы.
Нанесение смеси в виде водной суспензии позволяет более равномерно распределить ее по ремонтируемой поверхности футеровки, снизить расход смеси, т.е. уменьшаются ее потери (не будет уноса мелких фракций - пыления).
Целесообразно готовить водную суспензию из расчета 100-200 г воды на 1 кг смеси. Отклонение содержания огнеупорного порошкообразного наполнителя в ту или иную сторону от указанных выше пределов его содержания в смеси ухудшит структуру и физико-химические свойства наплавленного керамического материала. При использовании для приготовления суспензии менее 100 г воды на 1 кг массы не обеспечивается равномерное распределение суспензии по поверхности ремонтного материала. При использовании более 200 г воды на 1 кг массы происходит "тепловой удар", т.е. охлаждение ремонтируемой поверхности с возникновением новых дефектов.
Содержание в массе менее 10% металлического порошка не обеспечит прочность наплавленной керамической массы заданного химического состава, соответствующего основной кладке, и возможно также невозгорание термитно-огнеупорной смеси.
Содержание металлических порошков выше 30% приводит к перерасходу дорогостоящих горючих без улучшения качества наплавки + риск самовозгорания.
Состав огнеупорного порошкообразного наполнителя должен быть близок к составу огнеупорной кладки, ремонтируемого участка футеровки, поэтому в зависимых пунктах формулы изобретения приведены различные рекомендуемые огнеупорные наполнители. Размер их фракции не должен превышать 2 мм.
Примеры составов ремонтной термитно-огнеупорной массы (содержание в мас. %) даны в табл. 1.
Примеры осуществления заявленного способа.
1. Проводится ремонт пода конвертера. После слива плавки температура футеровки пода составляет 1550-1600oC.
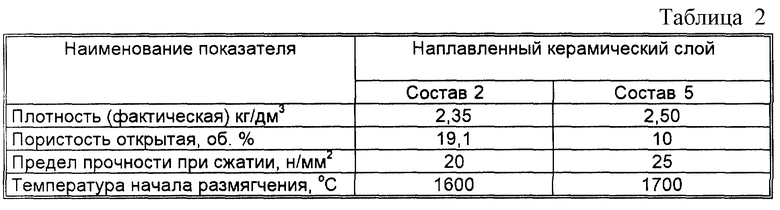
Технология ремонтов подов включает ряд подготовительных операций и собственно ремонт. На первой стадии проводится подготовка ремонтируемой поверхности - зачистка. Вторая стадия - приготовление водной рабочей суспензии путем смешивания ремонтной термитно-огнеупорной массы (состав 5) с заданным количеством воды. Суспензия наносится на ремонтируемый участок пода. После заливки суспензия растекается, обеспечивая горизонтальную поверхность, и после быстрого испарения воды воспламеняется. В результате экзотермической реакции горения масса расплавляется, растекается, заполняя дефекты пода, и сваривается с ремонтируемой футеровкой с образованием ровной поверхности. По окончании экзотермической реакции и охлаждения до рабочей температуры печи происходит кристаллизация расплава с образованием прочной связи между основной футеровкой и наплавленным материалом.
2. Проводится ремонт пода коксовой печи. После выгрузки кокса температура футеровки пода составляет 900-1000oС. Проводится подготовка ремонтируемой поверхности - зачистка. Производится приготовление водной рабочей суспензии путем смешивания ремонтной термитно-огнеупорной массы (состав 2) с заданным количеством воды. Суспензия наносится на ремонтируемый участок пода. После заливки суспензия растекается, обеспечивая горизонтальную поверхность, и после быстрого испарения воды воспламеняется. В результате экзотермической реакции горения масса расплавляется, растекается, заполняя дефекты пода, и сваривается с ремонтируемой футеровкой с образованием ровной поверхности.
Основные свойства наплавленного ремонтного материала даны в табл. 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕГО РЕМОНТА ОГНЕУПОРНОЙ ФУТЕРОВКИ ТЕПЛОВЫХ АГРЕГАТОВ МЕТОДОМ КЕРАМИЧЕСКОЙ НАПЛАВКИ И КЕРАМИЧЕСКАЯ НАПЛАВЛЕННАЯ МАССА | 2003 |
|
RU2239758C1 |
| СПОСОБ РЕМОНТА ОГНЕУПОРНОЙ КЛАДКИ ТЕПЛОВЫХ АГРЕГАТОВ МЕТОДОМ КЕРАМИЧЕСКОЙ НАПЛАВКИ | 1995 |
|
RU2086662C1 |
| ОГНЕУПОРНАЯ СМЕСЬ ДЛЯ КЕРАМИЧЕСКОЙ НАПЛАВКИ | 2005 |
|
RU2289554C1 |
| ОГНЕУПОРНЫЙ МАТЕРИАЛ ДЛЯ МОНТАЖА И РЕМОНТА ФУТЕРОВКИ ТЕПЛОВЫХ АГРЕГАТОВ | 2012 |
|
RU2497779C1 |
| СПОСОБ РЕМОНТА ОГНЕУПОРНОЙ КЛАДКИ ПЕЧЕЙ КОКСОВОЙ БАТАРЕИ | 2010 |
|
RU2480507C1 |
| СПОСОБ КЕРАМИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2301784C2 |
| УСТАНОВКА ДЛЯ РЕМОНТА КЕРАМИЧЕСКОЙ НАПЛАВКОЙ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 1993 |
|
RU2047067C1 |
| ЭКЗОТЕРМИЧЕСКАЯ СМЕСЬ ДЛЯ КЕРАМИЧЕСКОЙ СВАРКИ | 2006 |
|
RU2333181C2 |
| СМЕСЬ ДЛЯ КЕРАМИЧЕСКОЙ НАПЛАВКИ | 2005 |
|
RU2290384C2 |
| ПОРОШКОВАЯ СМЕСЬ ДЛЯ КЕРАМИЧЕСКОЙ СВАРКИ | 2006 |
|
RU2326095C2 |
Изобретение относится к области металлургии, конкретнее к способам ремонта огнеупорной футеровки пода тепловых агрегатов, в частности конвертеров, дуговых электропечей, миксеров и т.д., методом керамической наплавки и термитно-огнеупорной массы для его осуществления. Способ включает нанесение на поверхность футеровки пода термитно-огнеупорной массы, состоящей из смеси огнеупорного порошкообразного наполнителя (ОПН) и металлического порошка (МП) в качестве горючего компонента, ее воспламенение, расплавление огнеупорного наполнителя за счет протекания экзотермической реакции в смеси при высокой температуре и последующую ее сварку с футеровкой пода с образованием слоя наплавленной керамической массы. В состав термитно-огнеупорной смеси дополнительно вводят твердофазный окислитель (ТФО) в количестве 15-25 мас.% и стабилизирующую добавку (СБ). Смесь в виде водной суспензии или в сухом виде наносят на предварительно зачищенную поверхность футеровки пода, нагретую до рабочей температуры агрегата, за счет которой смесь воспламеняется, расплавляется, подплавляет поверхностный слой пода с образованием монолитного прочносвязанного наплавленного слоя керамической массы. Термитно-огнеупорная масса содержит, мас.%: ОПН 30 - 60; МП 10 - 30; окислы железа в качестве СБ 10 - 30 и ТФО 15 - 25. В качестве ТФО используют селитру, и/или соединения четырех- шестивалентного марганца, и/или соединения шестивалентного хрома. В качестве МП масса содержит алюминий, кремний, магний, сплавы алюминия с кремнием или магнием и т. п. Технический результат - повышение эксплуатационных свойств наплавленного слоя керамической массы при упрощении способа его нанесения и обеспечения стабильности процесса его протекания, сокращение времени нанесения слоя, 2 с. и 8 з.п.ф-лы, 2 табл.
Огнеупорный порошкообразный наполнитель - 30 - 60
Металлический порошок - 10 - 30
Окислы железа - 10 - 30
Твердофазный окислитель - 15 - 25
5. Термитно-огнеупорная масса по п.4, отличающаяся тем, что в качестве твердофазного окислителя она содержит селитру, и/или соединения четырех-шестивалентного марганца, и/или соединения шестивалентного хрома.
| Способ упрочнения футеровки тепловых агрегатов | 1988 |
|
SU1666547A1 |
| Способ нанесения заправочного слоя на футеровку сталеплавильного агрегата | 1983 |
|
SU1148877A1 |
| Способ наварки пористого огнеупора | 1982 |
|
SU1063845A1 |
| RU 2003017 C1, 15.11.1993 | |||
| СПОСОБ РЕМОНТА ОГНЕУПОРНОЙ КЛАДКИ ТЕПЛОВЫХ АГРЕГАТОВ МЕТОДОМ КЕРАМИЧЕСКОЙ НАПЛАВКИ | 1995 |
|
RU2086662C1 |
| МАССА ДЛЯ ТОРКРЕТИРОВАНИЯ ТЕПЛОВЫХ АГРЕГАТОВ | 1990 |
|
RU2023018C1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ ОГНЕУПОРНЫХ СТРУКТУР И СПОСОБ КЕРАМИЧЕСКОЙ СВАРКИ | 1993 |
|
RU2098390C1 |
| СПОСОБ ФОРМИРОВАНИЯ ОГНЕУПОРНОГО ПОКРЫТИЯ НА РАБОЧЕЙ ПОВЕРХНОСТИ ФУТЕРОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2036186C1 |
| СПОСОБ РЕМОНТА ОГНЕУПОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2035680C1 |
| Двухтактный усилитель мощности | 1987 |
|
SU1603524A1 |
| US 4257990, 24.03.1981 | |||
| ОПТИЧЕСКИЙ ЗОНД НА ОСНОВЕ КВАРЦЕВОГО РЕЗОНАТОРА ДЛЯ СКАНИРУЮЩЕГО ЗОНДОВОГО МИКРОСКОПА | 2002 |
|
RU2221287C2 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
