Изобретение относится к области метизного производства и может быть использовано при производстве композиционных изделий различного профиля, преимущественно круглого, с оболочками из цветных металлов и сплавов.
Известен способ получения биметаллических прутков прокаткой, согласно которому оболочке в виде полосы придают специальный профиль, оборачивают полосой с таким профилем сечения стальной сердечник, после чего полученный композиционный материал прокатывают в круглом калибре (см. пат. США N 4331283, МПК6 B 23 K 20/04).
Недостатки данного способа в том, что для соединения металлов в композицию прокаткой необходима значительная единичная деформация, которая в круглом калибре приводит к образованию грата в разъемах калибра. Это повышает неравномерность деформации компонентов и снижает прочность соединения.
Известен способ изготовления биметаллической проволоки, включающий подачу сердечника, оборачивание его полосой из материала оболочки, нагрев полученной заготовки и прокатку ее в круглом калибре, согласно которому сердечник выбирают в виде симметричной стрельчатой фигуры и получают заготовку с размером в направлении малых осей поперечного сечения сердечника равным диаметру калибра, причем заготовку в калибре ориентируют малыми осями поперечного сечения в плоскостях разъемов калибра (см. А.С. N 1780251 СССР, МПК6 B 23 K 20/00).
Недостатками данного способа являются неустойчивость стрельчатого профиля в калибре и низкая прочность соединения, обусловленная неравномерным обжатием стрельчатого профиля.
Наиболее близким по технической сущности к предлагаемому способу является способ производства композиционной проволоки, согласно которому оболочку из ленты формуют вокруг сердечника, получают композиционную заготовку путем сварки кромок ленты, деформируют оболочку в системе калибров "овал-круг" до полного соединения ее с сердечником по всей поверхности (см. Заявка N 63177913 Япония, МПК6 B 21 C 1/00).
Недостатком данного способа является избирательность деформации одного из компонентов композиционной заготовки и неустойчивость профиля в калибрах, что требует применения специальных удерживающих проводок и приводит к получению композиционного изделия с низкой прочностью соединения компонентов.
В основу изобретения положена задача разработать способ производства профильных композиционных изделий, в котором обеспечивалась бы всесторонняя деформация компонентов композиционной заготовки при высокой устойчивости профиля в системе калибров без применения проводок с получением композиционного изделия, обладающего высоким уровнем потребительских свойств и заданными размерами сечения.
Поставленная задача решается тем, что в известном способе производства профильных композиционных изделий, включающем получение композиционной заготовки и ее последующую деформацию в системе калибров, образованных предчистовым и чистовым калибрами, согласно изобретению деформацию композиционной заготовки в предчистовом калибре осуществляют в режиме прокатки, а в чистовом калибре - в режиме протяжки, причем расстояние между центрами валков, образующих калибры, устанавливают в пределах
где B - длина бочки валков чистового калибра;
d - диаметр валков чистового калибра.
Отличительные признаки, характеризующие режим деформации композиционной заготовки в калибрах, обеспечивают получение нового технического эффекта, заключающегося в том, что:
- деформация композиционной заготовки в предчистовом калибре в режиме прокатки приводит к преимущественному поперечному течению металла слоев композиции при обжатии, большему заполнению калибра и появлению гидростатического давления значительной величины на границе слоев, что обеспечивает прочное и стабильное соединение компонентов композиционного материала с получением переходной зоны в виде твердого раствора из составляющих компоненты элементов, размер которой определяет величину прочности соединения;
- деформация композиционного материала в чистовом калибре в режиме протяжки приводит к преимущественному продольному течению слоев композиции, что обеспечивает высокую стабильность выполнения заданного профиля;
- диапазон межцентрового расстояния валков, образующих калибры, в заявляемых пределах обеспечивает устойчивость заготовки при переходе из предчистового калибра в чистовой без удерживающих проводок и получение композиционного изделия с точным размером.
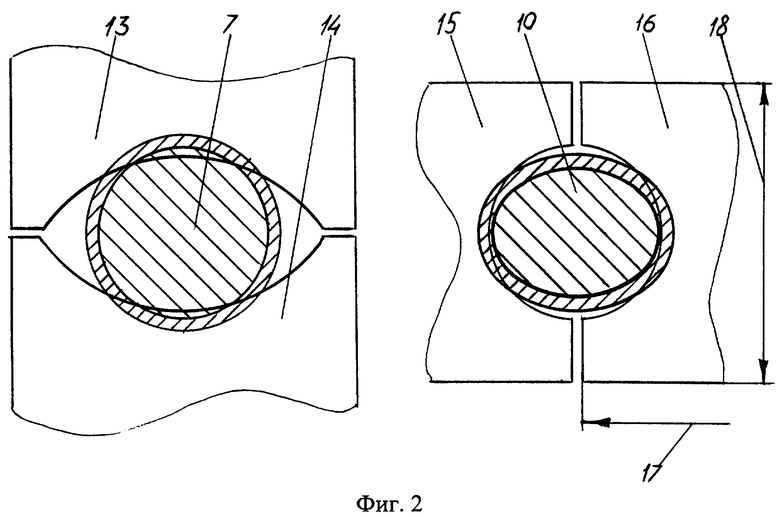
Сущность изобретения поясняется чертежами, где на фиг. 1 показана технологическая схема производства профильных композиционных изделий по заявляемому способу, а на фиг. 2 - вариант системы калибров и калибровки по схеме "круг-овал-круг", где под позицией 17 показан диаметр валков чистового калибра, а под позицией 18 - длина бочки валков чистового калибра.
Заявляемый способ производства профильных композиционных изделий осуществляют следующим образом.
Основу 1 (см. фиг. 1) в виде проволоки, прутка или профильной заготовки подвергают поверхностной обработке в устройстве 2 для удаления с поверхности оксидов, окалины, смазок и других загрязнений, после чего обработанную основу 3 подают в блок формовки оболочки 4, где при подаче материала плакирующего слоя 5 в виде ленты или слитка из устройства подготовки 6 происходит формирование композиционной заготовки 7 путем оборачивания основы 3 лентой плакирующего слоя 5 с заваркой продольного шва или опрессования с получением сплошной оболочки из слитка. Затем композиционная заготовка 7 деформируется прокаткой в калибрах 8, имеющих регулируемый привод 9 и образованных одной или более парами валков. Полученный предчистовой профиль 10 протягивается через валковый калибр 11 с получением композиционного изделия 12. Усилие и скорость протяжки задается приводом приемного устройства 13.
Пример конкретного выполнения способа
При осуществлении заявляемого способа в качестве основы 1 (см. фиг. 1) композиционного изделия использовали стальную проволоку диаметром 7,0 мм, а получение композиционной заготовки 7 осуществляли путем оборачивания основы 1 плакирующим слоем 5 из медной ленты толщиной 0,5 мм с аргонодуговой заваркой продольного шва в блоке формовки 4. Полученную таким образом сталемедную заготовку 7 диаметром 8,0 мм нагревали в проходном агрегате (на фиг. 1 условно не показан) до 850±30 град. C и деформировали в калибрах 8, 11, образованных парами валков 13, 14 и 15, 16 (см. фиг. 2). В предчистовом калибре 8 (см. фиг. 1) композиционную заготовку 7 прокатывали по схеме "круг-овал" со скоростью 12 м/мин, а в чистовом калибре 11 протягивали по схеме "овал-круг" со скоростью 15 м/мин. Диаметр 17 (см. фиг. 2) валков чистового калибра составлял 160 мм, а длина бочки 18-15 мм, поэтому расстояние между центрами валков, образующих калибры 8 и 11 (см. фиг. 1), устанавливали согласно заявляемому соотношению, равным 68 мм, 76 мм, 82 мм, 90 мм, что соответствует границам и середине заявляемого диапазона межцентрового расстояния, а также 10% превышению. Вытяжка композиционной заготовки составляла 1,31 в предчистовом калибре и 1,26 - в чистовом.
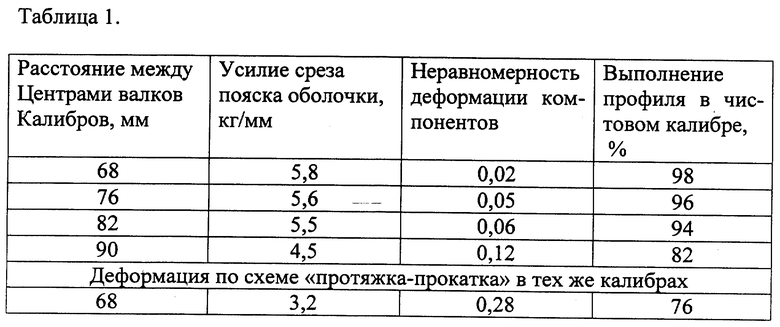
Полученные образцы композиционного изделия испытывали на прочность соединения компонентов по усилию среза пояска оболочки и определяли неравномерность деформации компонентов по измерениям толщины медного слоя и диаметра сердечника в двух взаимно перпендикулярных направлениях. Кроме того, измеряли размеры поперечного сечения композиционной заготовки на выходе из чистового калибра, по которым оценивали выполнение профиля, как отношение заданного диаметра к полученному, выраженное в процентах.
Результаты испытаний приведены в таблице 1.
Из приведенной таблицы следует, что композиционное изделие, получаемое по заявляемой схеме деформации прокаткой в предчистовом калибре и протяжкой в чистовом калибре в заявляемом диапазоне межцентрового расстояния валков, образующих калибры, обладает прочным соединением компонентов, малой разнотолщинностью оболочки, обусловленной низкой неравномерностью деформации, и высоким процентом выполнения профиля, заданного чистовым калибром.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СЛОИСТЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2158665C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1998 |
|
RU2135364C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ПЛАКИРОВАННОЙ КАТАНКИ | 2013 |
|
RU2547364C1 |
| КОМПОЗИЦИОННЫЙ СЛОИСТЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2220852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1996 |
|
RU2099166C1 |
| Способ прокатки профилей из титана и его сплавов | 1987 |
|
SU1477487A1 |
| Способ многоручьевой прокатки арматурной стали периодического профиля | 2019 |
|
RU2708911C1 |
| Способ прокатки полосы заготовки полнопрофильного сердечника металлокомпозитной накладки клееболтового изолирующего стыка | 2022 |
|
RU2787286C1 |
| СЕГМЕНТНЫЙ СПОСОБ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ БОЛЬШОГО ДИАМЕТРА | 2006 |
|
RU2322313C2 |
| Система калибров для прокатки круглых профилей | 1987 |
|
SU1475742A1 |
Изобретение относится к метизному производству и может быть использовано при производстве изделий различного профиля с оболочками из цветных металлов и сплавов, обладающих высоким уровнем потребительских свойств. Задача изобретения - всесторонняя деформация компонентов композиционной заготовки при высокой устойчивости профиля. В процессе производства получают композиционную заготовку путем плакирования сердечника лентой или опрессования из слитка с последующей ее деформацией в системе калибров, образованных предчистовым и чистовым калибрами. Деформацию композиционной заготовки в предчистовом калибре осуществляют в режиме прокатки, что обеспечивает прочное и стабильное соединение оболочки с сердечником. Последующая деформация в чистовом калибре осуществляется в режиме протяжки, обеспечивая высокую стабильность выполнения заданного профиля. Расстояние между центрами валков, образующих калибры, регламентировано. Изобретение обеспечивает получение прочного соединения компонентов изделия и малую разнотолщинность оболочки. 2 ил. , 1 табл.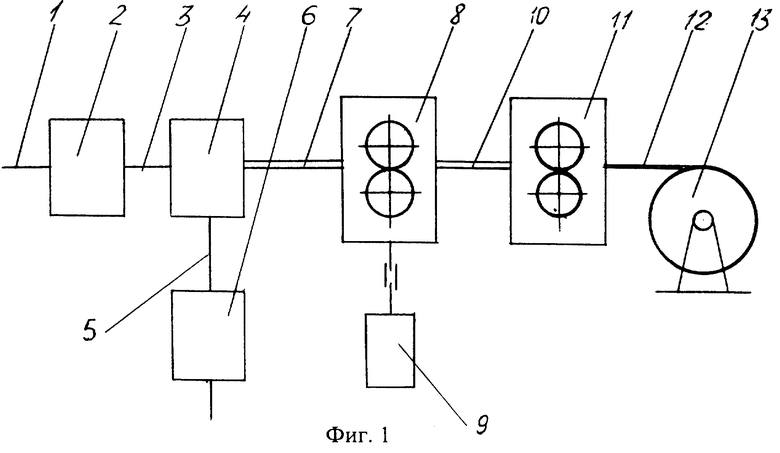
Способ производства профильных композиционных изделий, включающий получение композиционной заготовки и ее последующую деформацию в системе калибров, образованных предчистовым и чистовым калибрами, отличающийся тем, что деформацию композиционной заготовки в предчистовом калибре осуществляют в режиме прокатки, а в чистовом калибре - в режиме протяжки, причем расстояние между центрами валков, образующих калибры, устанавливают в пределах
где B - длина бочки валков чистового калибра;
d - диаметр валков чистового калибра.
| JP 63177913, 15.03.1988 | |||
| Способ получения биметаллической проволоки | 1980 |
|
SU933154A1 |
| Способ изготовления биметаллической проволоки | 1980 |
|
SU969350A1 |
| Способ многократного волочения композиционной проволоки преимущественно из сплава олово-свинец | 1991 |
|
SU1810147A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1996 |
|
RU2095170C1 |
| US 3486361, 20.07.1967 | |||
| ЭЛЕКТРОЛИТ ДЛЯ ОСАЖДЕНИЯ СПЛАВА МЕДЬ - КОБАЛЬТ | 1996 |
|
RU2101395C1 |
| СЕТЧАТАЯ ОБОЛОЧКА | 2001 |
|
RU2187434C1 |

