Изобретение относится к технологическому оборудованию, предназначенному для взаимной стыковки частей объекта, например для стыковки частей фюзеляжа летательного аппарата.
Известно устройство (Орлов К.Я. и др. Ремонт самолетов и вертолетов. М.: Транспорт, 1986, с. 43, рис. 2.1) для манипулирования частями объекта при их взаимной стыковке, содержащее раму с опорными узлами для размещения частей объекта, установленными на каретках в поперечных относительно продольной оси устройства направляющих рамы, и с механизмом перемещения кареток, преимущественно винтовым. Однако данное устройство сложно в изготовлении и управлении при стыковке частей объекта и, кроме того, не обеспечивает взаимного перемещения передней и задней части объекта относительно вертикальной оси.
Наиболее близким по технической сущности и достигаемому результату является установка для манипулирования частями объекта при их взаимной стыковке (патент РФ SU N 2022887 5 B 64 F 5/00, 1994 г). Содержащая раму с опорными узлами для размещения частей объекта, установленными на каретках в поперечных относительно продольной оси устройства направляющих рамы, и с механизмом перемещения кареток, преимущественно винтовым, причем опорные узлы выполнены в виде люлек с подвижно установленными на ложементах, связанных с каретками, опорными роликами, соединенными посредством кронштейнов с закрепленными на них катками в пары, связанные между собой серьгами, при этом винт механизма перемещения кареток выполнен с резьбой левого и правого направления соответственно на связанных с каретками концах и соединен с ложементом посредством плавающего фиксатора.
Недостатком прототипа является низкая производительность технологического процесса стыковки частей объекта. Технологический процесс стыковки представляет итеррационный процесс операций последовательного приближения совпадения сопрягаемых поверхностей деталей и узлов по линейным и угловым параметрам. Первоначально путем плоскопараллельных перемещений частей объекта добиваются совпадения осей стыкуемых частей в плоскости стыка. Затем путем перемещения одного из опорных узлов в поперечном и вертикальном относительно оси объекта направлении корректируется угловое положение оси части объекта, но так как поворот происходит относительно другого узла, удаленного от плоскости стыковки, происходит линейное смещение оси перемещаемой части объекта в плоскости стыка относительно другой части. Поэтому требуется последующая корректировка линейного положения продольных осей, а затем угловая и т.д. Особенно высокая точность положения стыкуемых частей по угловым и линейным параметрам требуется при стыковке по нескольким узлам с разнонаправленными поверхностями сопряжения, а также при стыковке связанной с ремонтом самолета, где возможность подгонки по месту стыкуемых частей положению до расстыковки этих частей.
Изобретение направлено на повышение производительности процесса стыковки. Сущность изобретения заключается в следующем. Устройство для манипулирования частями объекта при их взаимной стыковке содержит раму с опорными узлами для размещения и перемещения частей объекта относительно всех координатных соей. Опорные узлы выполнены в виде люлек с подвижно установленными на ложементах опорными роликами, соединенными в пары посредством кронштейнов с закрепленными на них катками. В отличие от прототипа один из опорных узлов содержит два ложемента, один из которых выполнен с возможностью жесткой связи с частью стыкуемого объекта, а другой жестко связан с рамой. Ложементы между собой связаны упомянутыми опорными роликами и катками. Поверхность первого ложемента, контактирующая с катками, имеет форму части кругового цилиндра с образующей в виде дуги окружности с центром в точке пересечения продольной оси стыкуемого объекта и плоскости стыка частей объекта. Предлагаемое устройство обеспечивает перемещение стыкуемых частей объекта относительно всех координатных осей и привязку этих перемещений к базовой точке, находящейся в одном положении при всех манипуляциях стыкуемых частей объекта, что дает возможность сократить число манипуляций при стыковке, чем повышает производительность процесса стыковки по сравнению с итеррационным процессом стыковки по прототипу.
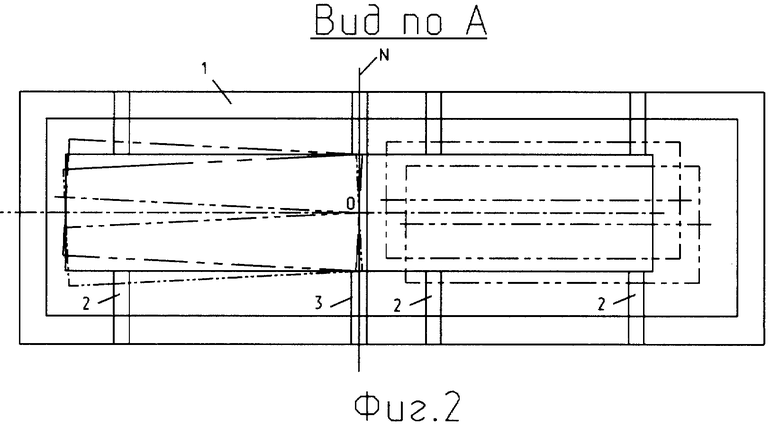
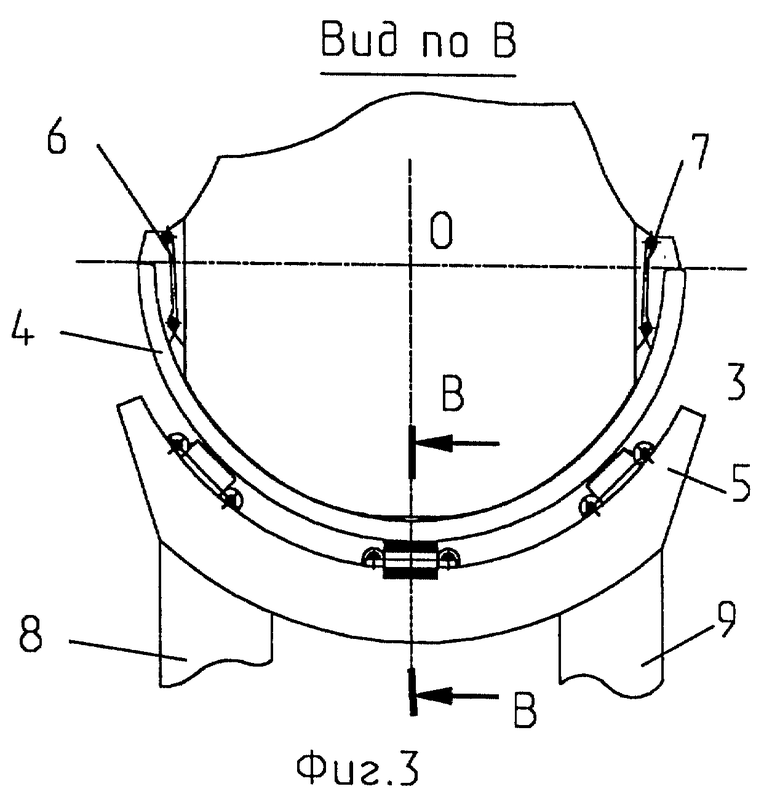
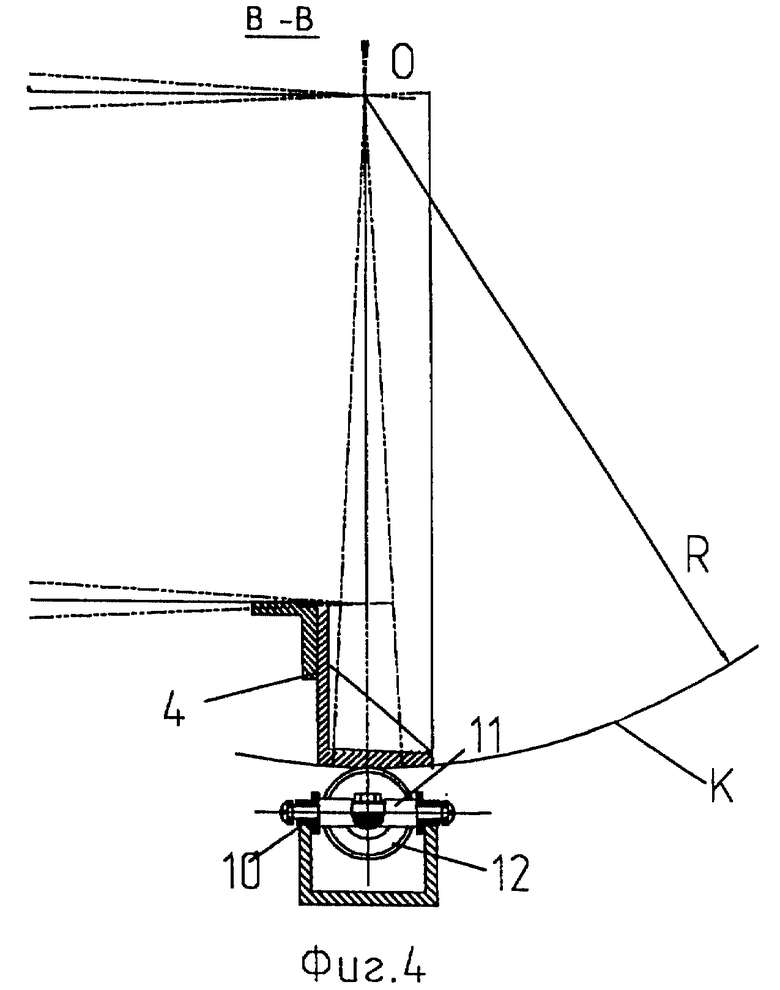
На фиг. 1 представлено устройство для манипулирования частями объекта при их взаимной стыковке; на фиг. 2 - вид по стрелке А фиг. 1; на фиг. 3 - вид по стрелке В на фиг. 1; на фиг. 4 - сечение по А-А фиг. 3.
Устройство для манипулирования содержит раму 1, на которой смонтированы опорные узлы, выполненные в виде люлек 2, снабженные известными механизмами перемещения частей объекта относительно всех трех координатных осей.
Один из опорных узлов выполнен в виде люльки 3 из двух ложементов 4 и 5. Ложемент 4 жестко закреплен на части стыкуемого объекта с помощью узлов 6 и 7, а ложемент 5 на раме 1 с помощью стоек 8 и 9. Между собой ложементы связаны роликами 10, соединенными кронштейнами 11, на которых установлены катки 12 и 6. Поверхность K ложемента 4, контактирующая с катками 12, имеет форму кругового цилиндра с образующей в виде дуги окружности радиусом R и центром O в точке пересечения плоскости стыка N с продольной осью объекта X.
Устройство работает следующим образом. Стыкуемые части объекта устанавливают на опорные узлы с люльками 2 и 3, предварительно закрепив на одной из частей ложемент 4 с помощью узлов 6, 7 или другим способом в зависимости от конкретной конструкции объекта. Благодаря жесткой связи ложемента 4 с частью стыкуемого объекта О1 и ложемента 5 с рамой 1, точка О остается в одном положении при всех манипуляциях и является базовой для стыковки.
Стыковку частей объекта производят следующим образом. Вначале плоскопараллельно (не меняя углового положения), перемещая объект О2 синхронно по обоим опорным узлам в поперечном и вертикальном направлениях, обеспечивают совпадение продольных осей обеих частей в точке O, приблизив их в продольном направлении на расстояние H.
Затем, оценив направление и величину угловой погрешности продольной оси X по отклонению размеров между сопрягаемыми поверхностями от размера H, перемещая люльку 2 части объекта O1 в поперечном и вертикальном направлениях, добиваются совпадения продольных осей X стыкуемых частей по угловым параметрам. Благодаря жесткой связи ложемента 4 с частью стыкуемого объекта О2 и ложемента 5 с рамой 1 и форме ложемента 4 в виде кругового цилиндра с образующей в форме дуги окружности с центром в т.O, точка O при всех угловых манипуляциях остается неизменной, сохраняя достигнутые плоскопараллельным перемещением части O2 линейные параметры положения сопрягаемых частей. При угловых манипуляциях с осью X поверхность ложемента 4 перемещается по каткам 12, а при необходимости поворота относительно X ролики 10 перемещаются по поверхности ложемента 5. После совпадения продольных осей обеих частей по направлению, что можно определить по равенству размера Н между сопрягаемыми поверхностями, часть объекта O2 перемещают в продольном направлении до полного совмещения сопрягаемых поверхностей.
Предложенное устройство просто в изготовлении и повышает эффективность технологического процесса и найдет широкое применение в составе технологического оборудования, необходимого для обеспечения точной стыковки частей объектов, при сборке и ремонте авиационной техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ АГРЕГАТОВ ЛЕТАТЕЛЬНОГО АППАРАТА | 1999 |
|
RU2179136C2 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ С КРИВОЛИНЕЙНЫМИ ПОВЕРХНОСТЯМИ | 1999 |
|
RU2169643C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ УЗЛОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1998 |
|
RU2153444C1 |
| СПОСОБ ОБРАБОТКИ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 1999 |
|
RU2170649C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ МЕЖОСЕВОГО РАССТОЯНИЯ ОТВЕРСТИЙ | 1998 |
|
RU2142612C1 |
| УСТРОЙСТВО ДЛЯ ЮСТИРОВКИ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 1998 |
|
RU2141682C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1999 |
|
RU2185285C2 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ ЗАГОТОВОК КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2164195C2 |
| СПОСОБ ОБТЯЖКИ ДЛИННОМЕРНЫХ ОБШИВОК ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2123403C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ПУАНСОНА НА СТОЛЕ ПРОФИЛЕГИБОЧНОГО РАСТЯЖНОГО СТАНКА | 1998 |
|
RU2146980C1 |
Изобретение относится к технологическому оборудованию для стыковки частей объекта, например для стыковки частей фюзеляжа летательного аппарата. Установка содержит раму с опорными узлами для размещения и перемещения частей объекта относительно всех координатных осей, выполненными в виде люлек с подвижно установленными на ложементах опорными роликами, соединенными в пары посредством кронштейнов с закрепленными на них катками. Один из опорных узлов содержит два ложемента, один из которых выполнен с возможностью жесткой связи с частью стыкуемого объекта, а другой жестко связан с рамой, при этом ложементы между собой связаны упомянутыми опорными роликами и катками, а поверхность первого из упомянутых ложементов, контактирующая с катками, имеет форму части кругового цилиндра с образующей в виде дуги окружности с центром в точке пересечения плоскости стыка частей объекта с его продольной осью. Изобретение позволяет повысить производительность процесса стыковки. 4 ил.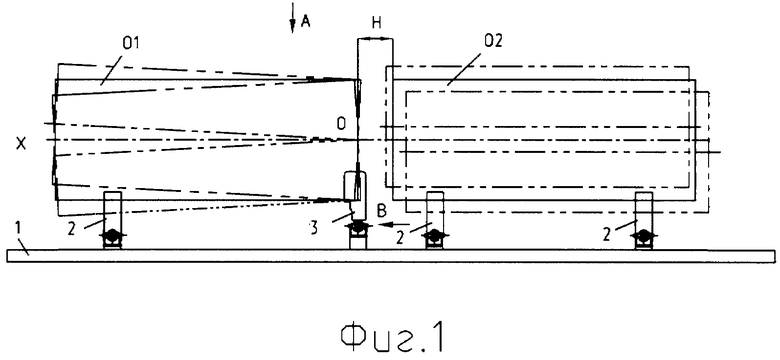
Установка для манипулирования частями объекта при их взаимной стыковке, содержащая раму с опорными узлами для размещения и перемещения частей объекта относительно всех координатных осей, выполненными в виде люлек с подвижно установленными на ложементах опорными роликами, соединенными в пары посредством кронштейнов с закрепленными на них катками, отличающаяся тем, что один из опорных узлов содержит два ложемента, один из которых выполнен с возможностью жесткой связи с частью стыкуемого объекта, а другой жестко связан с рамой, при этом ложементы между собой связаны упомянутыми опорными роликами и катками, а поверхность первого из упомянутых ложементов, контактирующая с катками, имеет форму части кругового цилиндра с образующей в виде дуги окружности с центром в точке пересечения плоскости стыка частей объекта с его продольной осью.
| УСТАНОВКА ДЛЯ МАНИПУЛИРОВАНИЯ ЧАСТЯМИ ОБЪЕКТА ПРИ ИХ ВЗАИМНОЙ СТЫКОВКЕ | 1991 |
|
RU2022887C1 |
| СПОСОБ СБОРКИ СТУПЕНЕЙ МНОГОСТУПЕНЧАТОГО ЛЕТАТЕЛЬНОГО АППАРАТА С СЕКЦИЯМИ ТРАНСПОРТНО-ПУСКОВОГО КОНТЕЙНЕРА | 1992 |
|
RU2007345C1 |
| Устройство для монтажа оборудования летательного аппарата | 1977 |
|
SU669651A1 |
| GB 10106168 A, 05.01.1966. | |||

