Изобретение относится к обработке металлов давлением, в частности к листовой штамповке длинномерных обшивок знакопеременной кривизны в авиационной, автомобильной и других отраслях промышленности.
Известен способ обтяжки листовых заготовок (авт. свид. СССР N 1127667, кл. B 21 D 11/20, 1983 г.), заключающийся в том, что предварительно на обшивку приклеивают накладку из эластичного материала переменной толщины, а затем производят совместное деформирование обшивки с накладкой по обтяжному пуансону с последующим удалением накладки после окончания деформирования.
Недостатками данного способа обтяжки листовых заготовок для получения обшивок знакопеременной кривизны являются:
сложность изготовления эластичной накладки переменной толщины;
необходимость приклеивания накладки к заготовке до деформации и удаления ее после деформации.
Наиболее близким по технической сущности и достигаемому результату является способ продольной обтяжки длинномерных обшивок знакопеременной кривизны по жесткому пуансону и поперечной формовки дополнительными пуансонами (см. SU 1261168 A1, 20.09.1996).
Известен пресс, содержащий установленный с возможностью вертикального перемещения стол с закрепленным на нем жестким пуансоном, зажимы для закрепления обшивок на основании и дополнительный пуансон (М. Н. Горбунов. "Технология заготовительно-штамповочных работ в производстве самолетов. М., Машиностроение, 1981, с. 148).
Недостатки известного способа и устройства заключаются в том, что
невозможно на обшивках длиной более 4 м на концах и боковых поверхностях получить вогнутости и выштамповки;
выштамповки и вогнутости на обшивках можно получить только по оси пресса и в центральной части заготовки;
процесс штамповки осуществляют за два перехода, т.е. вначале производят продольную обтяжку обшивки, а затем осуществляют выштамповки и вогнутости с помощью дополнительных пуансонов, закрепленных на верхнем портале пресса.
Технической задачей изобретения является значительное снижение трудоемкости изготовления длинномерных обшивок знакопеременной кривизны с выштамповками и вогнутостями по концам и боковой поверхности.
Поставленная задача достигается тем, что в способе обтяжки длинномерных обшивок знакопеременной кривизны, включающем обтяжку с растяжением заготовки по жесткому пуансону, формообразование знакопеременной кривизны по поверхности длинномерных обшивок производят при продольной обтяжке с растяжением и одновременной поперечной формовке, когда жесткому пуансону противодействует гибкий регулируемый пуансон.
Поставленная задача достигается также тем, что устройство для обтяжки длинномерных обшивок знакопеременной кривизны, содержащее стол, выполненный с возможностью вертикального перемещения, закрепленный на столе жесткий пуансон, зажимы для закрепления длинномерных обшивок и дополнительный пуансон, в качестве которого использован гибкий регулируемый пуансон, прикрепленный с противоположных сторон через трос к основанию с возможностью противодействия ему.
Использование предлагаемого способа и устройства позволяет:
на концах обшивки длиной более 4 м получать вогнутости и выпуклости;
на длинномерной обшивке в любом месте на боковой поверхности получать вогнутости и выпуклости;
осуществлять процесс штамповки за один переход;
отказаться от использования гидроцилиндров для второго пуансона;
значительно упростить конструкцию изготовления длинномерных обшивок.
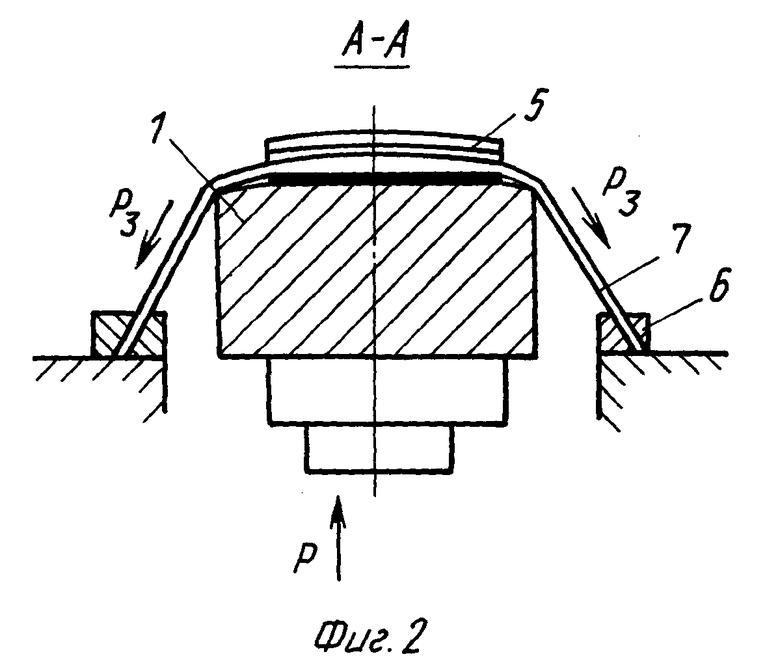
На фиг. 1 представлен общий вид устройства для обтяжки длинномерных обшивок знакопеременной кривизны; на фиг. 2 - разрез по А-А.
Устройство состоит из жесткого пуансона 1, закрепленного на столе 2, выполненном с возможностью вертикального перемещения, зажимов 3 для закрепления длинномерных обшивок 4 и гибкого пуансона 5, прикрепленного с противоположных сторон к основанию 6 через трос 7.
Устройство работает следующим образом. Обшивка 4 закрепляется усилием P1 в зажимах 3 и подвергается предварительно растяжению усилием P2. Затем жесткий пуансон 1, двигаясь вверх под действием усилия P, деформирует обшивку 4 и вступает во взаимодействие с дополнительным гибким регулируемым пунасоном 5, закрепленным с противоположных сторон через трос 7 к основанию 2. При движении жесткого пуансона вертикально вверх под действием натяжения троса 7 возникает усилие P4, под действием которого обшивка 4 получает местную деформацию, конфигурация которой зависит от формы выштамповки на жестком пуансоне и формы гибкого пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБТЯЖКИ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2057607C1 |
| СОСТАВНОЙ ПУАНСОН ДЛЯ ОБТЯЖКИ ДЛИННОМЕРНЫХ ОБШИВОК | 1996 |
|
RU2120342C1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ ФЛАНЦЕВ В СТЕНКЕ ТРУБЫ | 1998 |
|
RU2139766C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ ЗАГОТОВОК | 1995 |
|
RU2087240C1 |
| ЗАГОТОВКА ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1995 |
|
RU2090287C1 |
| СПОСОБ ГИБКИ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2132758C1 |
| ЛИСТОВАЯ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ | 1993 |
|
RU2095177C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1996 |
|
RU2094155C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1999 |
|
RU2176169C2 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВОГО МЕТАЛЛА НА ДВУХОСНОЕ РАСТЯЖЕНИЕ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ | 1996 |
|
RU2125255C1 |
Использование: технология обработки металлов давлением, в частности листовая штамповка длинномерных обшивок двойной знакопеременной кривизны. Сущность изобретения: процесс обтяжки длинномерных обшивок осуществляется на обтяжном прессе с использованием регулируемых упругих формообразующих элементов, позволяющих получать длинномерные детали двойной знакопеременной кривизны. Положительный эффект: способ позволяет получать длинномерные обшивки двойной знакопеременной кривизны с выштамповками и вогнутостями по концам и боковой поверхности на прессах упрощенной конструкции и снизить трудоемкость их изготовления. 2 с.п. ф-лы, 2 ил.
| SU 1261168 A1, 20.09.96 | |||
| Горбунов М.Н | |||
| Технология заготовительно-штамповочных работ в производстве самолетов | |||
| - М.: Машиностроение, 1981, с | |||
| Раздвижной паровозный золотник с подвижными по его скалке поршнями между упорными шайбами | 1922 |
|
SU148A1 |
| Способ формообразования деталей двойной кривизны | 1977 |
|
SU659238A1 |
| Способ обтяжки при формообразовании деталей двойной кривизны | 1977 |
|
SU707647A1 |
| US 3541825 A, 24.11.70 | |||
| ЛЕТАТЕЛЬНЫЙ АППАРАТ | 2000 |
|
RU2187444C2 |

