Изобретение относится к станкостроительной технике, а именно к станкам для обточки железнодорожных колесных пар без выкатки.
Известен станок для фрезерования бандажей колесных пар железнодорожного подвижного состава в условиях ремонта без выкатки (см. авт. св. 307849, МПК B 23 B 5/04, 1971 г.), содержащий входные, выходные и перекрывающие рельсы, станину и механизм базирования, включающий домкраты, две пары роликов, взаимодействующих с ребордами и C-образную самоустанавливающуюся раму, на которой размещены центровые бабки с выдвижными центрами и суппорта с режущим инструментом.
Недостатками известного станка являются низкие жесткость и надежность работы из-за неопределенности перераспределения усилий между гидравлической подвеской и центрами. Низкая жесткость приводит к увеличенным вибрациям, снижению производительности и качества обработки.
Наиболее близким по технической сущности к предлагаемому изобретению является станок для обточки железнодорожных колесных пар под кузовом вагона (см. патент SU N 1471936, МПК B 23 B 5/00, 1986 г.), содержащий входные, выходные и перекрывающие рельсы, станину и механизм базирования, включающий две пары роликов с приводами перемещений и устройством согласования перемещений, а также вертикальные опорно-прижимные устройства, взаимодействующие с наружными поверхностями буксовых коробок.
Недостатками известного станка являются низкая производительность и низкое качество обработки, а именно низкая чистота поверхности из-за вибраций в технологической системе вследствие люфта в подшипниках и низкая точность обработки из-за погрешности базирования по поверхности бандажей колесной пары и дополнительного смещения при закреплении по необработанным поверхностям буксовых коробок. Низкая виброустойчивость приводит к снижению режимов и производительности обработки.
Задачей настоящего изобретения является повышение производительности и качества обработки.
Техническим результатом, позволяющим решить указанную задачу, является исключение погрешности базирования и увеличение жесткости технологической системы.
Поставленная задача и технический результат достигаются тем, что станок для обточки колесных пар, содержащий входные, выходные и перекрывающие рельсы, станину с резцовыми суппортами, снабжен, по крайней мере, двумя технологическими фланцами прямоугольного поперечного сечения с цилиндрической проточкой, закрепленными на торцах букс, и двумя центровыми бабками, смонтированными на станине с возможностью поперечного перемещения и имеющими вертикальные и горизонтальные опорно-прижимные устройства, взаимодействующие соответственно с горизонтальными и вертикальными поверхностями технологических фланцев, при этом горизонтальные опорно-прижимные устройства снабжены фиксаторами, а вертикальные опорно-прижимные устройства, взаимодействующие с горизонтальными поверхностями технологических фланцев, снабжены роликовыми направляющими. Кроме того, входные и выходные рельсы снабжены вставками, размещенными на расстоянии, равном базе тележки от оси станка, и смонтированными с возможностью поперечного перемещения.
Технологические фланцы, имеющие точное взаимное расположение базовых поверхностей, с помощью опорно-прижимных устройств и центровых бабок обеспечивают высокую точность базирования и жесткость закрепления.
Сущность предлагаемой конструкции станка для обточки колесных пар поясняется чертежами:
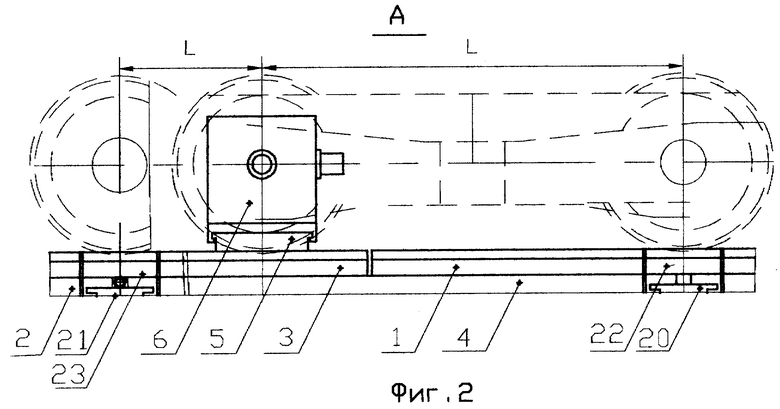
фиг. 1 - изображен станок для обточки колесных пар;
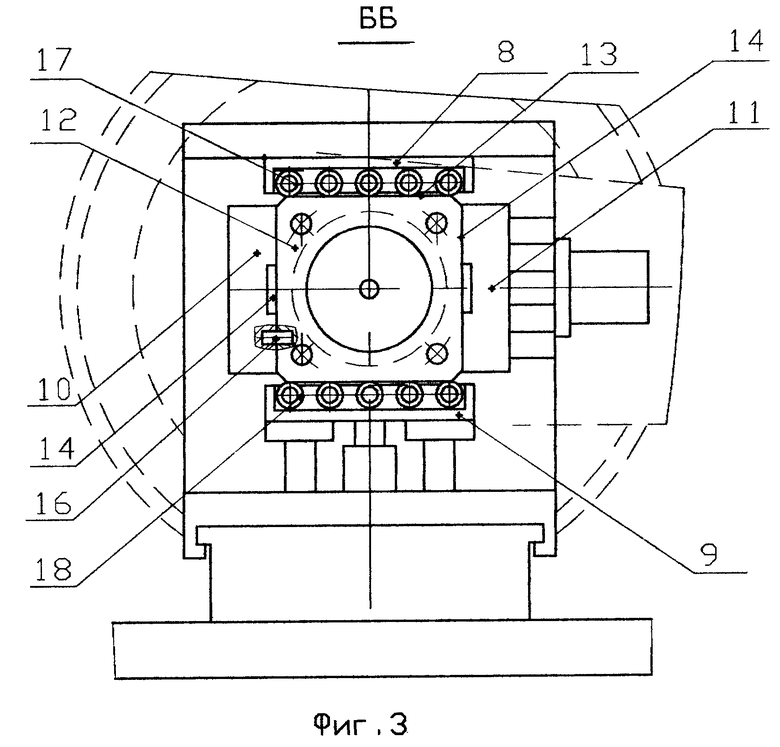
фиг. 2 - вид А на фиг. 1;
фиг. 3 - разрез Б-Б на фиг. 1.
Станок для обточки колесных пар содержит входные 1, выходные 2 и перекрывающие 3 рельсы, станину 4 с резцовыми суппортами (на чертеже не показано), смонтированными на направляющих 5 с возможностью поперечного перемещения двумя центровыми бабками 6 с приводами перемещения 7, вертикальными опорными 8 и прижимными 9, а также горизонтальными опорными 10 и прижимными 11 устройствами. Станок снабжен, по крайней мере, двумя технологическими фланцами 12 прямоугольного поперечного сечения с горизонтальными 13 и вертикальными 14 поверхностями и цилиндрической проточкой 15, закрепленными на торцах букс. Опорные устройства 10 снабжены фиксаторами 16. Вертикальные опорно-прижимные устройства 8, 9 снабжены роликовыми направляющими 17, 18. На центровых бабках 6 смонтированы также выдвижные центры 19. Входные 1 и выходные 2 рельсы снабжены смонтированными на поперечных направляющих 20, 21 вставками 22, 23 с возвратными пружинами 24. Вставки размещены на расстоянии, равном базе тележки L от оси станка.
При обработке неприводных колесных пар станок оснащается приводом для их вращения (на чертеже не показан).
Станок работает следующим образом. Технологические фланцы 12 устанавливают на место крышек буксовых коробок колесной пары с базированием цилиндрической проточки 15 по их внутренней обработанной поверхности. Колесная пара подводится к зоне обработки, центровые бабки 6 с помощью привода 7 по направляющей 5 перемещаются в рабочее положении по направлению к оси пути, при этом вертикальные 9 и горизонтальные 10, 11 опорно-прижимные устройства охватывают технологические фланцы 12. С помощью вертикальных прижимных устройств 9 колесная пара поднимается до контакта верхних 13 горизонтальных поверхностей технологических фланцев 12 с вертикальными опорными устройствами 8. Колесная пара вывешивается над перекрывающими рельсами 3, и они убираются из зоны обработки. Затем с помощью горизонтальных прижимных устройств 11, входящих в контакт с вертикальными поверхностями 14 технологических фланцев 12, колесная пара перемещается в горизонтальной плоскости по роликовым направляющим 17, 18 до контакта вертикальных поверхностей 14 технологических фланцев 12 с горизонтальными опорными устройствами 10. Поворот колесной пары и тележки в горизонтальной плоскости сопровождается поперечным перемещением второй колесной пары, опирающейся на вставки 22, 23, размещенные на расстоянии, равном базе тележки от оси станка, а следовательно и оси обрабатываемой колесной пары, в поперечном направлении по направляющим 21, 22. При этом сжимаются возвратные пружины 24. Технологические фланцы 12 закрепляются с помощью фиксаторов 16 опорных устройств 10, центры 19 перемещают в поперечном направлении и входят в центровые отверстия колесной пары. Затем включается привод вращения и производится обработка.
Высокая точность и жесткость базирования и закрепления колесной пары достигается с помощью технологических фланцев 12, имеющих точное взаимное расположение базовых горизонтальных 13 и вертикальных 14 поверхностей.
При этом горизонтальные и вертикальные опорно-прижимные устройства смонтированы на центровых бабках.
Вертикальные опорно-прижимные устройства 8, 9 взаимодействуют с горизонтальными поверхностями 13 технологических фланцев, а горизонтальные опорно-прижимные устройства 10, 11 - с вертикальными поверхностями 14. Высокая жесткость и виброустойчивость достигается также за счет применения фиксаторов 16 и выборки зазоров подшипников с помощью центров 19. Это позволяет повысить качество, а именно чистоту и точность обработки, применить более производительные режимы резания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР | 2004 |
|
RU2262416C1 |
| СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР | 1998 |
|
RU2126313C1 |
| СУППОРТ СТАНКА ДЛЯ ОБТОЧКИ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕСНЫХ ПАР | 2001 |
|
RU2210465C2 |
| СУППОРТ КОЛЕСОТОКАРНОГО СТАНКА | 2001 |
|
RU2208501C2 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ БАНДАЖЕЙ КОЛЕСНЫХ ПАР | 1995 |
|
RU2085345C1 |
| ЭЛЕКТРОКОНТАКТНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ БАНДАЖЕЙ КОЛЕСНЫХ ПАР | 1995 |
|
RU2085346C1 |
| СУППОРТ КОЛЕСОТОКАРНОГО СТАНКА И ФАСОННЫЙ РЕЗЕЦ ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1999 |
|
RU2152848C1 |
| РЕЛЬСОСВЕРЛИЛЬНЫЙ ПЕРЕНОСНОЙ СТАНОК ДЛЯ ПОЛЕВЫХ УСЛОВИЙ | 2001 |
|
RU2210655C2 |
| СТЕНД ДЛЯ ИСПЫТАНИЯ ГРЕБНЕЙ КОЛЕС ПОДВИЖНОГО СОСТАВА | 2001 |
|
RU2189024C1 |
Изобретение относится к станкостроительной технике, а именно к станкам для обточки железнодорожных колесных пар без выкатки. Техническим результатом изобретения является исключение погрешности базирования и увеличение жесткости технологической системы. Станок содержит входные, выходные и перекрывающие рельсы и станину с резцовыми суппортами. На станине смонтированы центровые бабки с вертикальными и горизонтальными опорно-прижимными устройствами. В станке предусмотрены технологические фланцы с высокоточным взаимным расположением цилиндрической проточки, двух вертикальных и двух горизонтальных базовых поверхностей. Проточка взаимодействует с внутренней поверхностью буксы, а вертикальные и горизонтальные базовые поверхности - с опорно-прижимными устройствами. Такая конструкция исключает погрешности базирования и увеличивает жесткость технологической системы, что повышает производительность и качество обработки. 1 з.п.ф-лы, 3 ил.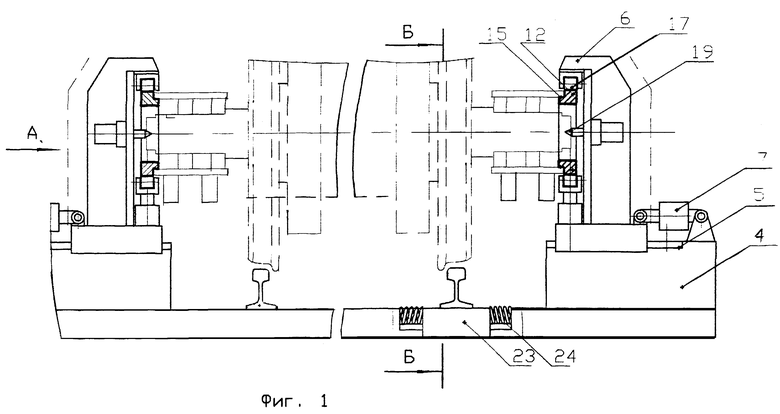
| Станок для обточки железнодорожных колесных пар под кузовом вагона для восстановления профиля бандажей колес | 1986 |
|
SU1471936A3 |
| Станок для обточки колесных пар без выкатки для восстановления профиля бандажа железнодорожных колес | 1989 |
|
SU1708148A3 |
| Способ обточки профиля катания цельнокатаных колес и бандажей колесных пар с роликовыми буксами | 1952 |
|
SU94534A1 |
| RU 2002592 C1, 15.11.1993 | |||
| DE 2937751 A1, 18.11.1982 | |||
| СТАНОК ДЛЯ НАМОТКИ ПРОВОЛОЧНОГО МАГНИТНОГОНОСИТЕЛЯ | 0 |
|
SU332489A1 |

