Изобретение относится к станкостроению, а именно к обработке фасонных поверхностей без использования копиров, и может быть использовано для обработки железнодорожных колесных пар.
Близким по технической сущности к предлагаемому устройству является известный суппорт токарно-копировального станка, содержащий продольную каретку, установленную на ней поперечную каретку, приводы перемещения кареток и обрабатывающий резец. При этом суппорт имеет ролик и контактирующий с ним копир (см. П. А.Борбатенко "Регулировка копировального механизма и графоаналитический метод наладки копиров колесотокарных станков". Всесоюзное издательско-полиграфическое объединение Министерства путей сообщения, М., 1962, стр. 4-6).
В результате анализа известной конструкции суппорта необходимо отметить, что она не позволяет осуществлять обработку поверхностей с высоким качеством из-за люфтов в механизмах копировальной каретки и износа копира и ролика. Траектория перемещения обрабатывающего резца и условия резания не позволяют обеспечить высокую производительность обработки и требуемую стойкость резца.
Известен также суппорт колесотокарного станка, содержащий продольную каретку, установленную на ней поперечную каретку, приводы перемещения кареток и обрабатывающий резец (см. а.с. SU 13125, В 23 В 5/30, 1930).
Близким по технической сущности к предлагаемому устройству является известный фасонный резец для обработки колесных пар, содержащий держатель с режущим элементом, на котором выполнены фасонные рабочие профили для обработки поверхности катания и рабочей части реборды колеса колесной пары (см. Г. А. Алексеев и др. "Конструирование инструмента", М., "Машиностроение", 1979, с.75-77, рис. 43, з).
В известной конструкции режущий элемент установлен в резцедержателе с возможностью поворота и имеет одинаковые фасонные профили.
В результате анализа известной конструкции резца необходимо отметить, что его конструкция не позволяет обрабатывать поверхность детали методом обката. Поворот режущего элемента возможен только после полной остановки оборудования с последующей его наладкой.
Все вышеизложенное не позволяет осуществлять обработку поверхности с высоким качеством и производительностью.
Известен также фасонный резец для обработки колесных пар, содержащий держатель с режущим элементом, на котором выполнены фасонные профили для обработки поверхности катания и рабочей части реборды колеса колесной пары (см. US 2163738, В 23 В 5/28, 1939).
Техническими задачами настоящего изобретения являются
- повышение производительности работы суппорта и в результате улучшение качества обработки;
- увеличение стойкости обрабатывающего инструмента (фасонного резца).
Технический результат в предлагаемом изобретении решается созданием суппорта колесотокарного станка, содержащего продольную каретку, установленную на ней поперечную каретку, приводы перемещения кареток и обрабатывающий резец, который согласно изобретению снабжен поворотным столом и реечной кареткой, причем поворотный стол размещен на поперечной каретке, а на столе установлен обрабатывающий резец и закреплена шестерня, имеющая возможность взаимодействия с зубчатой рейкой реечной каретки, подпружиненной к шестерне.
Технический результат также достигается созданием фасонного резца для обработки колесных пар, содержащего держатель с режущим элементом, на котором выполнены фасонные рабочие профили для обработки поверхности катания и рабочей части реборды колеса колесной пары, в котором согласно изобретению режущий элемент выполнен составным из состыкованных друг с другом режущих частей, на двух из которых выполнены фасонные рабочие профили для черновой обработки поверхности катания и рабочей части реборды, а на двух других - чистовые, причем части режущего элемента, предназначенные для обработки одной из поверхностей колеса, расположены друг напротив друга.
Изобретение характеризуется также тем, что привод перемещения поперечной каретки и реечная каретка снабжены фиксаторами, выполненными, например, электромагнитными.
Это позволяет более жестко удерживать каретки в нужном положении от перемещений в процессе работы.
Установка на поворотном столе гладкого колеса, имеющего возможность контакта с линейкой, расположенной на реечной каретке параллельно зубчатой рейке, позволяет исключить возможность заклинивания пары "рейка - шестерня".
Изобретение характеризуется также тем, что на продольной каретке установлен с возможностью поворота рычаг, контактирующий с поперечной кареткой.
Этот рычаг необходим для отвода продольной каретки из зоны обработки.
Для обработки нерабочей части реборды на поперечной каретке установлены дополнительные резцедержатели.
Выполнение на фасонных рабочих профилях для черновой обработки стружкоразделительных канавок позволяет производить вывод стружки за пределы рабочей зоны.
В предлагаемом техническом решении происходит ускорение процесса обработки за счет возможности применения метода обката, позволяющего последовательно выполнять черновую и чистовую обработки и последовательную работу обкатной частью резца, а затем необкатной частью.
Метод обката способствует также повышению стойкости обрабатывающего резца.
Нерабочая часть реборды колеса колесной пары обрабатывают последовательно дополнительными черновым фасонным призматическим резцом и чистовым.
Все это способствует повышению производительности обработки, стойкости инструмента и точности обработки.
Сущность предлагаемых конструкций поясняется чертежами, где на фиг. 1 представлена схема суппорта колесотокарного станка; фиг. 2 - фасонный резец в исходном положении с обрабатываемой поверхностью колеса.
Суппорт колесотокарного станка содержит продольную 1 и поперечную 2 каретки, поворотный стол 3 с соосно закрепленным на нем фасонным резцом 4 и приводами 5, 6 соответственно для перемещения продольной и поперечной кареток, механизм поворота стола, выполненный в виде реечной каретки 7, входящей в зацепление с шестерней 8, закрепленной на поворотном столе. Соосно последней установлено гладкое колесо 9, контактирующее с линейкой 10, установленной параллельно зубчатой рейке 11.
Реечная каретка 7 прижата посредством пружин 12, 13 с шестерней 8 и на ней установлен фиксатор 14. Аналогичный фиксатор 15 установлен на приводе 6. Каждый из фиксаторов может быть выполнен электромагнитным.
На поперечной каретке 2 установлены резцедержатели 16 и 17 с призматическими фасонными резцами для черновой и чистовой обработки нерабочей части реборды. На продольной каретке 1 установлен рычаг с возможностью поворота рычаг 18, контактирующий с поперечной кареткой 2. С помощью этого рычага происходит вывод каретки 2 из рабочей зоны.
На поворотном столе 3 закреплена рукоятка 19 для отслеживания поворота стола и метки индикации 20 и 21 поворота стола на 180o.
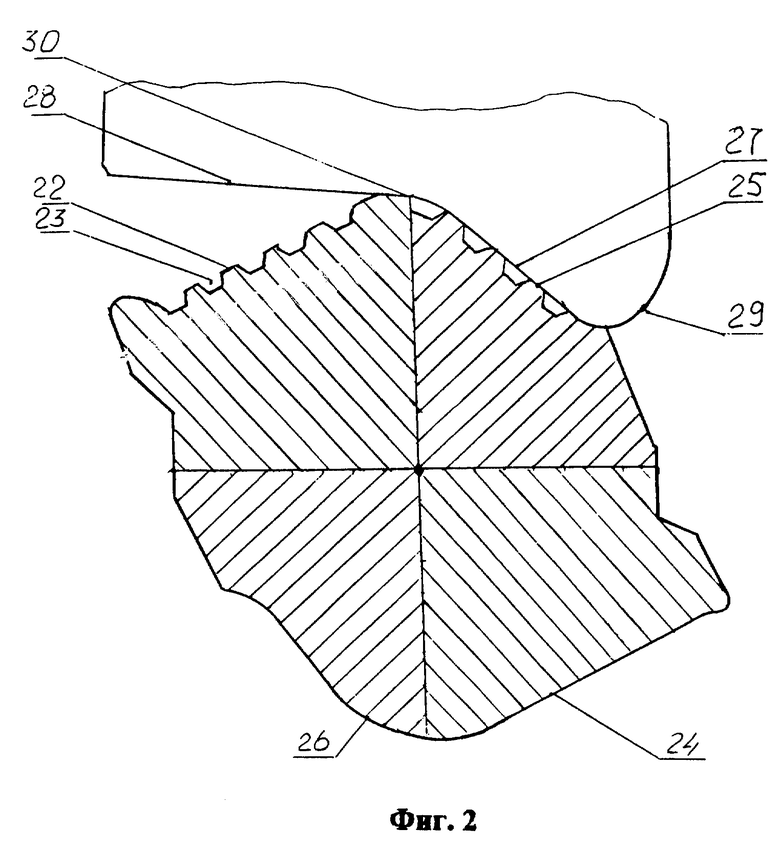
Фасонный резец состоит из установленного в держателе (на черт. не показан) режущего элемента (фиг. 2), на котором выполнены фасонные рабочие профили для обработки поверхности катания и рабочей части реборды колеса колесной пары.
Режущий элемент резца выполнен составным из нескольких, например четырех, состыкованных друг с другом частей, а именно:
- обкатной режущей части 22, на которой выполнен рабочий профиль для черновой обработки поверхности катания колеса, а на рабочем профиле имеются стружкоразделительные канавки 23;
- режущей части 24, на которой выполнен фасонный рабочий профиль для чистовой обработки поверхности катания колеса: режущей части 25, на которой выполнен фасонный рабочий профиль черновой обработки рабочей части реборды колеса, причем на профиле имеются стружкоразделительные канавки (на черт. не показ.);
режущей части 26, на которой выполнен фасонный рабочий профиль для чистовой обработки рабочей части 27 реборды колеса.
Поверхность катания колеса обозначена позицией 28.
Режущие части состыковывают друг с другом в (на) держателе известным способом и таким образом, чтобы части режущего элемента, предназначенные для обработки одной из поверхностей колеса (поверхности катания - 22, 24, рабочей части реборды - 25, 26) были расположены друг напротив друга.
В резцедержателях 16 и 17 установлены дополнительные резцы (на черт. не показ.) для черновой и чистовой обработки нерабочей части 29 реборды.
Точка сопряжения поверхности катания колеса с поверхностью рабочей части реборды обозначена позицией 30. Она является базой для настройки фасонного резца перед обработкой.
Конструкции держателя, электромагнитных фиксаторов известны, они не являются предметом патентной охраны и поэтому в материалах заявки не раскрыты.
Работу суппорта и фасонного резца осуществляют следующим образом:
Суппорт с резцом 4 устанавливают в исходное положение. Затем включают привод 6 и электромагнитный фиксатор 15, жестко связывающий привод 6 с продольной кареткой 1, а реечную каретку 7 при этом поджимают к шестерне 8 пружинами 12 и 13. Начинают обрабатывать рабочую часть 27 реборды колеса на необходимую глубину резания.
После обработки рабочей части реборды режущей частью 25 привод 6 выключают, а привод 5 и фиксатор 14 включают и начинают обкатку режущей части 22 поверхности катания 28 колеса.
Закончив обработку поверхности катания 28 колеса, выключают привод 5 и фиксатор 14 и отводят из зоны обработки с помощью рычага 18 поперечную каретку 2.
После этого стол 3 рукояткой 19 поворачивают на 180o, затем шестерню 8 снова вводят в зацепление с зубчатой рейкой 11 каретки 7 и производят чистовую обработку колеса режущими частями 24 и 26. При этом с помощью привода 5 перемещают продольную каретку 1 до исходного положения (точка 30), а фиксаторы 14, 15 в этот момент включены и резцом 4 осуществляют чистовую обработку рабочего контура колеса, первоначально обкатной его режущей частью 24, а затем режущей частью 26.
Затем, обработав рабочий контур колеса, суппорт переключают для обработки нерабочей части реборды: вначале черновым фасонным резцом поперечного врезания 16, установленным в резцедержателе, потом чистовым фасонным резцом 17, установленным там же.
Перемещение поперечной каретки 2 осуществляют приводом 6, при этом фиксатор 15 включен, фиксатор 14 выключен.
После обработки нерабочей части реборды колеса цикл обработки заканчивают.
Конструкция суппорта и фасонного резца обеспечивает обработку контура колес без специальных копиров за один проход, при этом упрощается настройка суппорта при обработке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СУППОРТ КОЛЕСОТОКАРНОГО СТАНКА | 2001 |
|
RU2208501C2 |
| СУППОРТ СТАНКА ДЛЯ ОБТОЧКИ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕСНЫХ ПАР | 2001 |
|
RU2210465C2 |
| СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР | 1999 |
|
RU2159166C2 |
| Малогабаритный колесотокарный станок для обработки колесных пар локомотивов и вагонов без выкатки | 2022 |
|
RU2797231C1 |
| СПОСОБ И СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР | 2004 |
|
RU2262416C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ КАТАНИЯ КОЛЕСНОЙ ПАРЫ С ПОДОГРЕВОМ | 1996 |
|
RU2096137C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ ПОВЕРХНОСТИ КАТАНИЯ КОЛЕС РЕЛЬСОВОГО ТРАНСПОРТА | 2020 |
|
RU2754627C1 |
| Способ восстановления профиля поверхности катания колес рельсового транспорта | 2022 |
|
RU2809615C1 |
| СПОСОБ УДАЛЕНИЯ ТЕРМОМЕХАНИЧЕСКИХ ПОВРЕЖДЕНИЙ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС ПУТЕМ МЕСТНОГО СИЛОВОГО ВРЕЗНОГО ШЛИФОВАНИЯ | 2011 |
|
RU2510321C2 |
| УСТРОЙСТВО ДЛЯ СМАЗЫВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ РЕБОРДЫ КОЛЕСА ЛОКОМОТИВА | 1998 |
|
RU2144875C1 |
Изобретение относится к станкостроению, к обработке фасонных поверхностей без использования копиров, к обработке железнодорожных колесных пар. Суппорт содержит продольную каретку, установленную на ней поперечную каретку, приводы перемещения кареток и обрабатывающий резец. Для повышения производительности работы суппорта и в результате улучшения качества обработки суппорт снабжен поворотным столом, на котором закреплена шестерня и установлен указанный обрабатывающий резец, и реечной кареткой. Поворотный стол размещен на поперечной каретке с возможностью взаимодействия указанной шестерни с зубчатой рейкой реечной каретки, подпружиненной к указанной шестерне. На фасонном резце выполнены фасонные рабочие профили для обработки поверхности катания и рабочей части реборды колеса колесной пары. Для увеличения стойкости режущий элемент выполнен составным из стыкованных друг с другом режущих частей, на двух из которых выполнены фасонные рабочие профили для черновой обработки поверхности катания и рабочей части реборды, а на двух других - чистовые. Части режущего элемента, предназначенные для обработки одной из поверхностей колеса, расположены друг напротив друга. 2 с. и 6 з.п. ф-лы, 2 ил.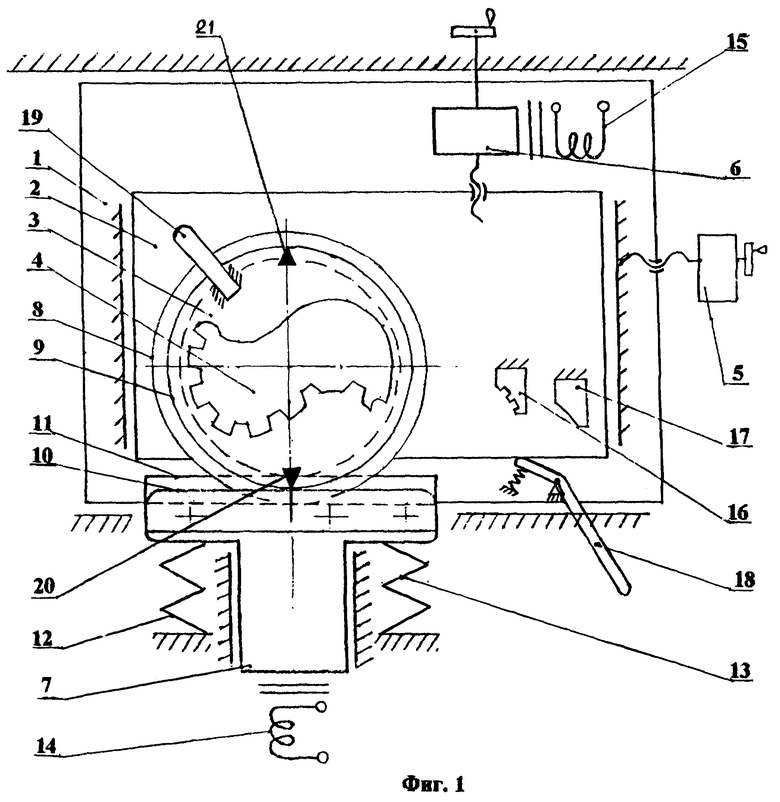
| Суппорт к станку для обточки колесных бандажей | 1927 |
|
SU13125A1 |
| КОНДЕНСАТОР С ДВОЙНЫМ ЭЛЕКТРИЧЕСКИМ СЛОЕМ | 1999 |
|
RU2163738C2 |
| Приспособление для чистовой обточки криволинейных поверхностей на револьверных станках | 1932 |
|
SU31734A1 |
| SU 656343, 17.04.1979 | |||
| Способ обработки железнодорожных колес | 1980 |
|
SU1038070A1 |
| Режущая пластина | 1990 |
|
SU1814978A1 |
| Устройство для забора из штабелей и усреднения сыпучих материалов | 1969 |
|
SU288762A1 |
| GB 759913, 24.10.1956 | |||
| СПОСОБ ПОЛУЧЕНИЯ КОМПЛЕКСНЫХ СОЕДИНЕНИЙЖЕЛЕЗА | 0 |
|
SU346875A1 |

