Изобретение относится к станкостроительной технике, а именно к станкам для бескопирной обработки фасонных поверхностей, и может быть использовано для обточки железнодорожных колесных пар.
Известен суппорт станка для обточки локомотивных колесных пар мод. UBC фирмы Рафамет, содержащий основание, продольную и поперечную каретки с приводами перемещений и инструментальные блоки, оснащенные черновыми проходными и широкими фасонными резцами для отделочной обработки (кн. Шишкин А.А. , Щемелев Н.А. Обработка бандажей колесных пар локомотивов фасонными резцами, М.: Трансжелдориздат, 1962, с. 42-47).
Недостатками известного суппорта являются низкие производительность обработки и стойкость инструмента, вызванные неблагоприятными условиями резания широким фасонным инструментом.
Известен также суппорт колесотокарного станка - станка для обточки локомотивных колесных пар без выкатки мод. 106 СНС фирмы Хегенштейдт (см. Проспект фирмы Хегенштейдт КГ-Эркеленц, мод. 106 СНС, ФРГ, 1988), содержащий основание, продольную и поперечную каретки с системой копирования, включающей приводы перемещений от электросерводвигателей с системой ЧПУ, и резцовый блок для точения с продольной подачей, оснащенный тангенциальными и круглыми сменными пластинами (Сменные пластины и инструмент. SANDVIK-MKTC. Каталог, 1995, с. 46-47).
Недостатками известного суппорта колесотокарного станка являются его сложность, высокие затраты на его изготовление и эксплуатацию, а также низкие точность и производительность обработки из-за низкой жесткости технологической системы вследствие изменения угла между направлениями силы резания и оси резцового блока.
Технической задачей настоящего изобретения является упрощение конструкции суппорта за счет исключения устройства для копирной обработки, а также повышение точности и производительности обработки.
Решение технической задачи достигается тем, что суппорт колесотокарного станка, содержащий основание, продольную и поперечную каретки с приводами перемещений и резцовый блок для обработки с продольной подачей, согласно изобретению снабжен дополнительными резцовыми блоками для точения с поперечной подачей, содержащими тангенциальные пластины для черновой обработки поверхности катания и рабочей части реборды и фасонные пластины для чистовой обработки реборды; при этом инструментальные блоки смонтированы на револьверной головке с возможностью дискретного перемещения (поворота) с помощью привода.
Указанная совокупность признаков позволяет исключить устройство для копирной обработки по контуру; повысить точность и производительность обработки, обеспечить применение высокопроизводительных режимов резания и быструю смену инструментальных блоков.
Сущность изобретения поясняется чертежом, где схематично показан общий вид суппорта с инструментальной головкой.
Суппорт станка для обточки железнодорожных колесных пар содержит основание 1, с направляющими 2 продольной каретки 3. На каретке 3 смонтированы направляющие 4 поперечной каретки 5. На оси 6 поперечной каретки 5 с возможностью дискретного перемещения (поворота) посредством привода (на чертеже не показан) смонтирована 4-х позиционная револьверная головка 7 с инструментальным блоком 8 для точения с продольной подачей и блоками 9, 10, 11 для точения с поперечной (радиальной) подачей. Револьверная головка 7 снабжена фиксатором поворота 12. Блок 8 оснащен тангенциальными пластинами 13, 14. Блок 9 включает двойные тангенциальные пластины 15, 16 для черновой обработки реборды и пластину 17 для предварительной обработки второй конусной поверхности катания (профиль по ГОСТ 398-81). Блок 10 содержит тангенциальную пластину 18 для чистовой обработки конусной поверхности, круглую пластину 19 для обработки переходной радиусной поверхности и фасонно заточенную пластину 20 для чистовой обработки выступающей части реборды. Резцовый блок 11 включает тангенциальную фасочную пластину 21 и фасонные пластины 22, 23 для чистовой обработки боковых поверхностей реборды. Размещение пластин 13, 14 блока 8 в конечном положении и пластин 15-23 резцовых блоков 9, 10, 11 выполнено в соответствии с шаблоном 24 при размещении его базовых поверхностей на расстоянии а в продольном и b в поперечном направлении от оси головки.
В исходном положении направляющие 2 продольной каретки 3 повернуты относительно оси колесной пары на угол, равный меньшему углу конусности поверхности катания (обработка профиля по ГОСТ 398-81), а резцовый блок 8 находится около наружной торцевой поверхности колесной пары.
Суппорт работает следующим образом. После вывешивания и базирования колесной пары включают привод ее вращения. Перемещением продольной 3 и поперечной каретки 5 резцовый блок 8 устанавливают на заданную глубину резания. Затем включают привод перемещения продольной каретки 3, которая перемещается по направляющим 2 вместе с поперечной кареткой 5, револьверной головкой 7. Тангенциальной пластиной 13 обрабатывают конусную поверхность катания и одновременно пластиной 14 снимают выступающий гребень реборды.
После окончания первого этапа обработки каретку 5 с инструментальной головкой 7 отводят от обрабатываемой поверхности, поворачивают вокруг оси 6 на 90o, фиксируют фиксатором 12 и включают поперечную подачу, при этом производится черновая обработка реборды и второй конусной поверхности катания пластинами 15-17 резцового блока 9. После чего цикл повторяется и в работу включается резцовый блок 10. Пластиной 18 обрабатывают конусную поверхность, а пластинами 19, 20 - переходный радиус и выступающую часть реборды.
Размещение пластин позволяет работать по одному упору. Чистовая обработка боковых поверхностей реборды и подрезка фаски производится фасонными пластинами 22, 23 и плоской тангенциальной пластиной 21 блока 11.
Фасонные пластины используют только для чистовой обработки и снимают всего около 6% от общего объема припуска при глубине резания по поверхности катания 4 мм.
Преимуществом предлагаемого суппорта станка для обточки железнодорожных колесных пар, оснащенного дополнительными резцовыми блоками для бескопирной обработки с разделением припуска между группами резцов с максимальным использованием высокоэффективных тангенциальных пластин, является упрощение конструкции суппорта за счет исключения устройства для копирной обработки, а также возможность повышения точности и производительности обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СУППОРТ КОЛЕСОТОКАРНОГО СТАНКА И ФАСОННЫЙ РЕЗЕЦ ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1999 |
|
RU2152848C1 |
| СУППОРТ СТАНКА ДЛЯ ОБТОЧКИ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕСНЫХ ПАР | 2001 |
|
RU2210465C2 |
| СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР | 1999 |
|
RU2159166C2 |
| СПОСОБ И СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР | 2004 |
|
RU2262416C1 |
| Способ восстановления профиля поверхности катания колес рельсового транспорта | 2022 |
|
RU2809615C1 |
| СПОСОБ УДАЛЕНИЯ ТЕРМОМЕХАНИЧЕСКИХ ПОВРЕЖДЕНИЙ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС ПУТЕМ МЕСТНОГО СИЛОВОГО ВРЕЗНОГО ШЛИФОВАНИЯ | 2011 |
|
RU2510321C2 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ КАТАНИЯ КОЛЕСНОЙ ПАРЫ С ПОДОГРЕВОМ | 1996 |
|
RU2096137C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОФИЛЯ БАНДАЖА КОЛЕСНЫХ ПАР БЕЗ ВЫКАТКИ | 2019 |
|
RU2717756C1 |
| СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР | 1998 |
|
RU2126313C1 |
| ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211133C1 |
Изобретение относится к станкостроительной технике, а именно к станкам для бескопирной обработки фасонных поверхностей, и может быть использовано для обточки железнодорожных колесных пар. Суппорт станка содержит основание, продольную и поперечные каретки с приводами перемещений, инструментальный блок для точения с продольной подачей и дополнительные резцовые блоки для точения с поперечной подачей. Последние имеют тангенциальные пластины для черновой обработки и фасонные пластины для чистовой обработки. Резцовые и инструментальный блоки смонтированы на револьверной головке суппорта, установленной с возможностью дискретного поворота посредством привода. Использование такой конструкции позволяет исключить устройство для копирной обработки по контуру, повысить точность и производительность обработки, обеспечить применение высокопроизводительных режимов резания и быструю смену инструментальных блоков. 1 ил.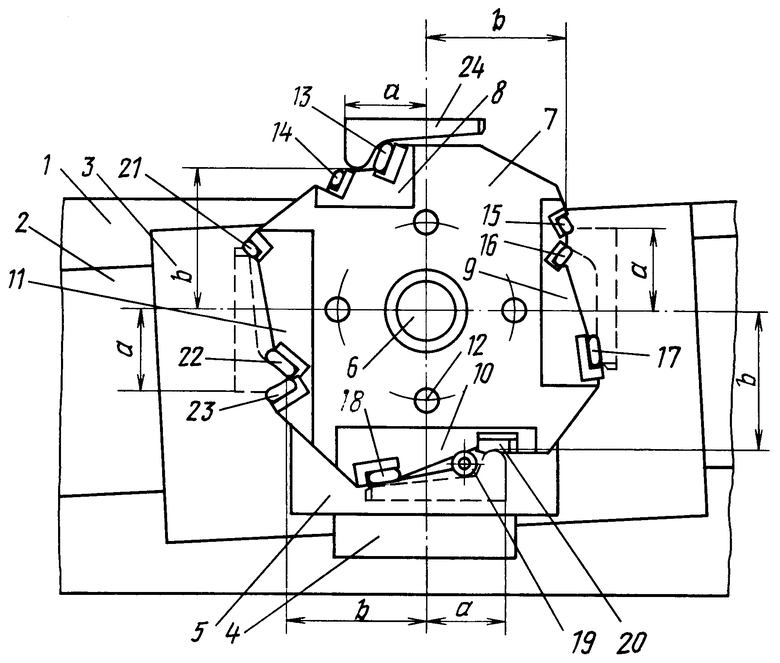
Суппорт станка для обточки колесных пар, содержащий основание, продольную и поперечные каретки с приводами перемещений и инструментальный блок для точения с продольной подачей, отличающийся тем, что он снабжен дополнительными резцовыми блоками для точения с поперечной подачей, имеющими тангенциальные пластины для черновой обработки и фасонные пластины для чистовой обработки, и револьверной головкой, установленной с возможностью дискретного поворота посредством привода, при этом резцовые и инструментальный блоки смонтированы на револьверной головке.
| Проспект фирмы ХЕГЕНШТЕЙД КГ-ЭРКЕЛЕНЦ, станок мод | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| Суппорт к станку для обточки колесных бандажей | 1927 |
|
SU13125A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР БЕЗ ВЫКАТКИ ДЛЯ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ БАНДАЖА ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1996 |
|
RU2107586C1 |
| Устройство для коррекции массы коксапО ВлАжНОСТи | 1979 |
|
SU831790A1 |
| Устройство для фиксации подвески с блоком модели | 1983 |
|
SU1127685A1 |
| Водозаборное устройство | 1982 |
|
SU1087121A1 |

