Изобретение относится к способам и устройствам для смешивания, деструкции и диспергирования гомогенных полимерных сред и может быть использовано на предприятиях химической, нефтехимической, пищевой и фармацевтической промышленности для получения низкомолекулярных высокооднородных полимерных масс и паст.
Известен процесс обработки полиизобутилена высокой степени полимеризации [1 - Патент Франции 2033134, 1970] под действием усилий сдвига в экструдере в трех зонах деструкции, связанных между собой зонами транспортировки, причем каждая из зон содержит узкую щель, разграниченную двумя поверхностями вращения, вращаемые одна относительно другой вокруг общей оси. При этом в первую зону подают полиизобутилен, нагретый до 150-250oС, поддерживая в зоне путем наружного охлаждения температуру в указанных параметрах и создавая поле усилий сдвига с градиентом скорости в пределах 100-300 1/с, во второй зоне при температуре 250-400oС поддерживают поле усилий сдвига с градиентом скорости в пределах 300-700 1/с, а в третьей зоне при температурах 150-300oС поддерживают поле усилий с градиентом скорости меньшим, чем градиент скорости во второй зоне.
Известен также способ изготовления низкомолекулярного полиизобутилена и роторный аппарат для его осуществления (Патент России 2117017, 1997) путем нагрева в первой зоне полимера до 100-250oС за счет диссипации механической энергии при вращении ротора аппарата со скоростью 200-2000 об/мин и осуществляют пластифицирование полиизобутилена, во второй зоне при давлении 0,01-0,08 МПа и температуре 160-300oС начинают деструктировать пластифицированный полиизобутилен, в третьей зоне при температуре 250-350oC и давлении 0,01-0,09 МПа осуществляют деструкцию полиизобутилена, в четвертой зоне при температуре 240-300oС и давлении 0,04-0,08 МПа осуществляют деструкцию полиизобутилена и гомогенизацию продуктов деструкции, при этом скорость подачи полимера и давление регулируют посредством ротора аппарата, во всех зонах температуру регулируют за счет охлаждающей жидкости теплоотводящей рубашки аппарата, а также регулирование температуры и давления по зонам осуществляют с помощью запорного устройства, которым снабжен аппарат.
Осуществляют способ на роторном аппарате, содержащем цилиндрический корпус, загрузочный и разгрузочный патрубки, рабочий орган, выполненный в виде ротора, снабженный на выходе запорным устройством, расположенным перед разгрузочным патрубком, и выходным шнеком, ротор имеет подшипник качения, после которого расположен выходной шнек, а цилиндрический корпус выполнен с рубашкой для охлаждения. Запорное устройство может быть выполнено в виде гриба со шляпкой, направленной внутрь аппарата с образованием зазора между шляпкой и торцом выходного шнека, равного 0,2-0,5 шага шнека.
Наиболее близким аналогом заявляемого способа и устройства является процесс (Патент 2119504 С1, С 08 J 3/18, С 08 F 8/50, С 08 С 19/08, В 29 В 7/40, 1997, Россия), по которому обработку полимерного материала осуществляют путем разогревания его до 100-250oС в первой зоне за счет диссипации механической энергии при вращении ротора устройства со скоростью 200-2000 об/мин и пластифицируют, во второй зоне создают давление 0,01-0,08 МПа, повышают температуру до 150-300oС и начинают деструкцию пластифицированного полимерного материала, в третьей зоне при температуре 200-350oС и давлении 0,01-0,09 МПа продолжают осуществлять деструкцию полимерного материала, при этом во всех зонах устройства температуру регулируют с помощью охлаждающей жидкости теплоотводящей рубашки устройства, а скорость подачи полимерного материала и давление регулируют посредством использования в устройстве ротора с подшипниками качения и цилиндрами трения.
Устройство для обработки полимерного материала представляет собой аппарат, содержащий цилиндрический корпус с рубашкой для охлаждения, загрузочный и разгрузочный патрубки и рабочий орган, выполненный в виде ротора с каскадом подшипников качения, снабженным по крайне мере двумя поверхностями трения, образующими зазор между собой и расположенными перед каскадом подшипников, при этом поверхности трения выполнены в виде конических поверхностей - внутренней и наружной, расположенных таким образом, что площадь проходного сечения, образованного поверхностями на входе обрабатываемого полимерного материала, относится к площади проходного сечения, образованного поверхностями на выходе обрабатываемого материала, как 1:1,5-1:2,5.
Общим недостатком аналогов является невысокая однородность свойств конечного продукта, отсутствие плавных рычагов регулирования характеристик низкомолекулярного полимерного материала в процессе получения и недостаточный диапазон по его конечной молекулярной массе, высокий износ вращающихся частей аппарата и отсутствие устройства для вывода газовой фазы в процессе получения.
Задачей изобретения является обеспечение в широком диапазоне регулировки и расширение характеристик - марок получаемого продукта, повышение их однородности (особенно индекс по Штаудингеру, молекулярная масса), образующейся в результате деструкции газовой фазы по ходу процесса, а техническим результатом - повышение эффективности способа и устройства за счет улучшения управляемости, стабильности и увеличения ресурса используемого аппарата.
Для достижения технического результата предложена трехзонная обработка полимерного материала, в качестве которого используют высокомолекулярные полиизобутилен, бутилкаучук, этиленпропиленовый каучук, полиэтилен или их смесь, процесс проводят при скорости вращения ротора в первой зоне 5-10 1/с, во второй зоне, разделенной на два узла, соединенных сепарационной камерой, при 200-300oС, давлении 0,5-6,0 МПа и скорости вращения ротора 50-100 1/с для первого узла и 300-400oС, давлении 0,01-1,0 МПа и скорости вращения ротора 100-300 1/с для второго узла с последующей гомогенизацией конечного продукта, охлаждением его до 100-170oС и отводом газовой фазы в третьей зоне, представляющей собой сепарационную камеру, причем дополнительно регулирование молекулярной массы конечного продукта осуществляют изменением величины зазора и площади рабочей поверхности конических деструкционных элементов в первом узле второй зоны от 4 до 12 мм и от 100 до 200 см2 соответственно, и во втором узле - от 0,5 до 5 мм и 200-400 см2 соответственно, а также изменением направления потока деструктируемого полимерного материала.
Устройство для обработки полимерного материала состоит из трех зон, содержит цилиндрический корпус с рубашкой для охлаждения, загрузочный и разгрузочный патрубки, рабочий орган, выполненный в виде ротора, с коническими деструкционными элементами, при этом вторая зона снабжена запорным устройством в виде червячной втулки с обратной резьбой и выполнена в виде двух узлов, соединенных сепарационной камерой, третья зона выполнена также в виде сепарационной камеры, снабженной приспособлениями для отбора газовой фазы и продукта.
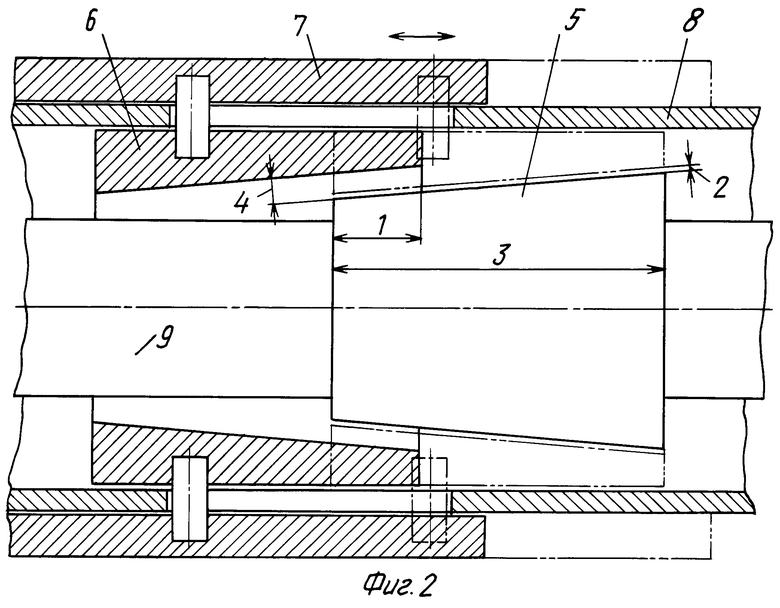
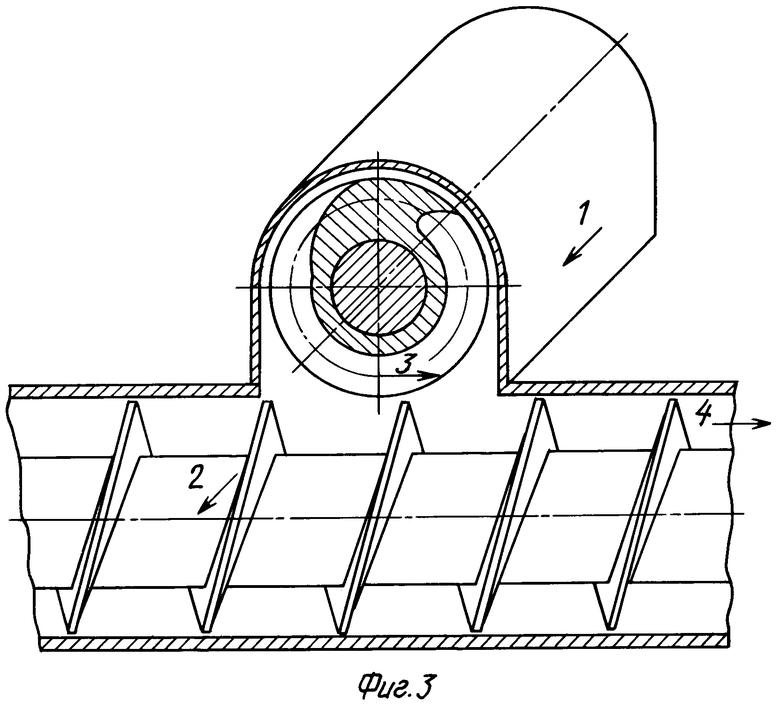
Устройство иллюстрируется на чертежах, где фиг.1 - устройство в разрезе; фиг. 2 - разрез конического деструкционного элемента; фиг.3 - разрез пересекающих валов первой и первого узла второй зон. Цифрами I, II и III на фиг. 1 обозначены три зоны.
Устройство содержит комплекс червячных аппаратов, состоящих из цилиндрических корпусов, в которых при помощи независимых приводов вращаются в подшипниках червячные валы. Аппарат первой зоны имеет загрузочный патрубок (1), специальный корпус (3), позволяющий червячному валу (2) пересекаться в закрытом пространстве с червячным валом (4) первого узла второй зоны. Первый узел второй зоны имеет конический деструкционный элемент (5), рубашку для теплоагента (6), запорное устройство - червячную втулку с обратной резьбой (7), служащее для снятия давления при выгрузке промежуточного продукта через штуцер (8) и для снятия нагрузок на уплотнение подшипника. Первый и второй узел второй зоны соединяются сепарационной камерой (9), снабженной штуцером (10) для отбора газовой фазы. Корпус камеры имеет рубашку (11) и червячный вал (12) для снижения пенообразования и создания давления на конический деструкционный элемент (13) второго узла второй зоны, который, также как и первый узел, имеет червячную втулку с обратной резьбой (14) и рубашку. Третья зона представляет собой также сепарационную камеру (15), имеет переходной штуцер (16) для входа низкомолекулярного полимерного материала, червячный вал (17) с независимым приводом, штуцер для отбора газовой фазы (18), разгрузочный патрубок для выхода конечного продукта (19) и рубашку (20) для поддержания заданного температурного режима.
Каждый конический деструкционный элемент (фиг.2) второй зоны имеет наружный корпус (6), который перемещается поводковым устройством (7) относительно корпуса зоны (8). Внутренний конус (5) перемещается вместе с валом ротора (9) за счет осевого движения в подшипниках корпуса. Площадь рабочей поверхности каждого конического деструкционного элемента изменяется от минимального (1) до максимального значения (3), при одновременном изменении зазора от максимальной (4) до минимальной величины (2).
Полимерный материал через загрузочный патрубок (1) первой зоны (см. фиг. 1) подается на ротор первой зоны, который пересекается с ротором первого узла второй зоны (4). При этом (см. фиг.3) совпадение по направлению и разница в скоростях между движением полимера (1) и линейными скоростями витков валов (2 и 3) в пространстве контакта приводит к разрыву потока полимера и равномерному заполнению межвиткового пространства нагнетательного червячного вала (4, фиг. 1) первого узла второй зоны. Таким образом, не допускается образование локальных натираний, неравномерного разогрева. Выбранные пределы скорости вращения ротора - 5-10 1/с позволяют осуществлять заданное дозирование, обеспечивая нагрев полимера до температуры не более 150oС, что гарантирует отсутствие незапланированных процессов - преждевременной деструкции и возможных сшивок полимерных цепей.
Вторая зона разделена на два узла. При этом в первом узле (3, фиг.1) полимерный материал подвергается начальной стадии деструкции при вращении ротора со скоростью 50-100 1/с, в результате нагрева до температур 200-300oС за счет перехода механической энергии трения в тепловую и подачи водяного пара в рубашку второй зоны, и давления - 0,5-6,0 МПа, создаваемого путем изменения направления движения потока полимерного материла червячной втулкой с обратной резьбой, которая одновременно снижает нагрузку от давления на уплотнение подшипников и осуществляет выгрузку и подачу во второй узел второй зоны. Для дополнительного регулирования молекулярной массы продукта предусматривается возможность изменения величины зазора и площади рабочей поверхности деструкционного элемента в пределах 4-12 мм и 100-200 см2 соответственно.
Переход полимера осуществляется через сепарационную камеру (9, фиг.1), представляющую собой замкнутый объем с рубашкой (11) для подачи теплоагента (водяного пара), и с транспортирующим червяком (12) в нижней части. Наличие двух штуцеров позволяет одни использовать для промежуточного отбора продукта (8) в случае необходимости, а второй (10) - для отбора газовой фазы, представляющей собой, в основном, олигомеры с молекулярной массой до 1000. Эффективность вывода газовой фазы обеспечивается созданием разряжения в результате большой разности скоростей вращения роторов первого и второго узлов, а также системой конденсации, т. е. охлаждением газовой фазы в специальном холодильнике и сбор в емкость.
Во втором узле второй зоны, который устроен аналогично первому узлу, продолжается и завершается процесс деструкции при более высоких значениях скоростей вращения ротора - 100-300 1/с, температуры - 300-400oС, давлении - 0,01-1,0 МПа, дополнительно регулируя конечные характеристики продукта величиной зазора в пределах 0,5-5,0 мм и площадью рабочей поверхности деструкционного элемента 200-400 см2.
В третьей зоне - сепарационной камере (15) низкомолекулярный полимерный материал гомогенизируется в результате вращения червячного вала (17), что одновременно способствует повышению эффективности отвода газовой фазы через штуцер 18, охлаждается до 100-170oС за счет подачи в рубашку (20) водяного пара и выгружается конечный продукт через разгрузочный патрубок (19).
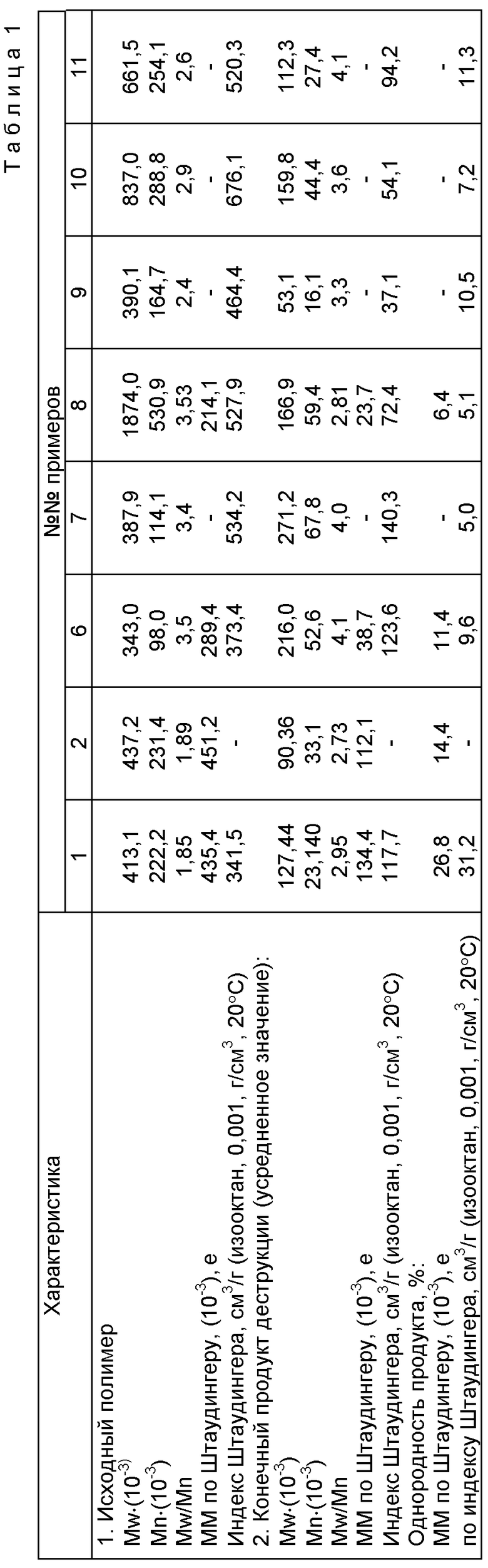
Полученный полимерный материал характеризуется в сравнении с исходным по молекулярно-массовому распределению (ММР), (расчетные значения (Mw, Mn, Mw/Mn) из данных гельпроникающей хроматографии), молекулярной массе (ММ) по Штаудингеру (ГОСТ 13303), индекс Штаудингера (вискозиметр Убеллоде, изооктан, 20 С, формула: Jo,cм3/г = (τ/τ0-1)/c[1+0,31(τ/τ0-1)], где, τ, τ0 - время истечения раствора полимера и изооктана, с - концентрация полимера, г/см2), а для определения стабильности протекания процесса, повышенного качества промежуточного и конечного продукта вычисляют относительную однородность по формуле: (ММ (Jo)max-MM (Jo)mid)/10х100, где среднее значение определяется из 10 операций.
Изобретение по способу иллюстрируется нижеприведенными примерами.
Пример 1 (по прототипу).
Бутилкаучук марки БК-1675Т в количестве 10 кг загружается в загрузочный патрубок устройства при вращающемся роторе. Скорость вращения ротора составляет 1000 об/мин. В первой зоне устройства полимерный материал разогревается до 200oС, пластицируется в зазоре между поверхностями трения и поступает во вторую зону, где создается давление 0,055 МПа, температура 280oС и происходит начальная фаза деструкции полимерного материала. Затем полимерный материал поступает в третью зону устройства, где создается температура 320oС, давление 0,070 МПа и осуществляется процесс деструкции. Из разгрузочного патрубка выходит продеструктированный полимер в виде вязкой бесцветной жидкости в количестве 9,8 кг.
Дополнительно для оценки стабильности процесса по однородности конечного продукта такая операция проводится еще 9 раз. В каждом образце определяется молекулярно-массовое распределение, молекулярная масса (ММ) и/или индекс по Штаудингеру, рассчитывают однородность по двум параметрам - 26,8% и 31,2% соответственно. Характеристики исходного полимера и конечного продукта, значение однородности по одному или двум параметрам этого и примеров 2, 6-11 приведены в табл. 1.
Пример 2 (и далее по заявляемому изобретению).
В загрузочный патрубок устройства загружается 10 кг бутилкаучука марки БК-1675. При вращении ротора первой зоны со скоростью 5 1/с полимер измельчается, пластицируется и дозируется в первый узел второй зоны, где при вращении ротора со скоростью 50 1/с, давлении 0,5 МПа, температуре 200oС, величине зазора 12 мм и площади рабочей поверхности конического деструкционного элемента 100 см2 осуществляется деструкция. Далее продукт подается в сепарационную камеру, в которой проводится первоначальный отбор газовой фазы в количестве 0,05 кг, а основная масса дозируется во второй узел второй зоны, где продолжается процесс деструкции при вращении ротора со скоростью 100 1/с, давлении 0,01 МПа, температуре 300oС, величине зазора 2,7 мм и площади рабочей поверхности конического деструкционного элемента 300 см2. Затем полученный низкомолекулярный полимерный материал поступает в третью зону, где гомогенизируется, охлаждается до температуры 170oС, отбирается газовая фаза в количестве 0,15 кг и выгружается через разгрузочный патрубок в виде вязкой бесцветной жидкости в количестве 9,8 кг.
Дополнительно для оценки однородности конечного продукта такая операция проводится еще 9 раз. В каждом образце определяется молекулярно-массовое распределение и молекулярная масса по Штаудингеру, значение однородности - 14,4%.
Пример 3. Осуществляют, как описано в примере 2.
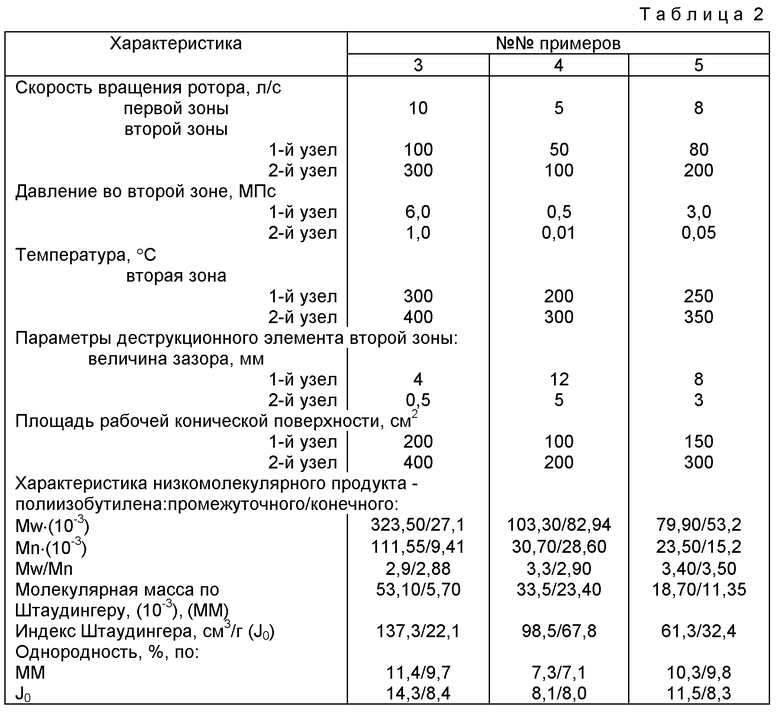
Отличается тем, что через загрузочный патрубок устройства в первую зону загружается высокомолекулярный полиизобутилен марки П-155 с исходной характеристикой: Mw=1284000, Mn=413000, Mw/Mn=3,11, MM=157400, Jo=429,1 см3/г, где он при вращении ротора со скоростью 10 1/с измельчается, пластицируется и дозируется в первый узел второй зоны, в котором при вращении ротора со скоростью 100 1/с, давлении 6,0 МПа, температуре 300oС, величине зазора 4 мм и площади рабочей поверхности конического деструкционного элемента 200 см2 осуществляется деструкция. Далее продукт подается в сепарационную камеру, в которой проводится отбор газовой фазы в количестве 0,15 кг и промежуточного низкомолекулярного полиизобутилена в количестве 4,5 кг с характеристиками: Mw - 323500, Mn - 111550, Mw/Mn - 2,9, MM и индекс по Штаудингеру - 53100 и 137,3 см3/г соответственно. Оставшаяся часть полимера подается во второй узел второй зоны, где при вращении ротора со скоростью 300 1/с, температуре 400oС, давлении 1,0 МПа, величине зазора 0,5 мм и площади рабочей поверхности конического деструкционного элемента 400 см2 подвергается дальнейшей деструкции. Полученный продукт направляется в третью зону, где проводится его гомогенизация, одновременно отбирается газовая фаза в количестве 0,25 кг, охлаждается до температуры 170oС и выгружается через разгрузочный патрубок в виде подвижной бесцветной жидкости в количестве 5,1 кг.
Таким образом, получаются одновременно две марки продукта - низкомолекулярный полиизобутилен П-50 и П-5.
Для оценки однородности конечного полимера такая операция проводится еще 9 раз. В каждом образце (в том числе дополнительно и П-50) определяется ММР, ММ и индекс по Штаудингеру и рассчитывается однородность, % - 9,7 и 8,4 соответственно для П-5, 11,4 и 14,3 для П-50.
Результаты примеров 3-5 представлены в табл. 2.
Пример 4. Осуществляют, как описано в примере 3.
Отличается тем, что скорость вращения ротора первой зоны 5 1/с, условия во второй зоне - первый узел: скорость вращения ротора - 50 1/с, давление - 0,5 МПа, температура - 200oС, величина зазора - 12 мм, площадь рабочей конической поверхности деструкционного элемента - 100 см2, - второй узел: скорость вращения ротора - 100 1/с, давление - 0,01 МПа, температура - 300oС, величина зазора - 5 мм, площадь рабочей конической поверхности деструкционного элемента - 200 см2.
Количество отобранной газовой фазы в сепарационной камере между первым и вторым узлом - 0,1 кг, низкомолекулярного полиизобутилена 4,7 кг с характеристиками: Mw= 101300, Mn= 30700, Mw/Mn=3,3, MM=33500, Jo=98,5 см3/г (что соответствует марке П-30). В третьей зоне проводят отбор газовой фазы в количестве 0,2 кг и выгружают 5,0 кг конечного продукта - низкомолекулярного полиизобутилена с характеристиками: Mw=82940, Mn=28600, Mw/Мn=2,9, MM=23400, Jo=67,8 см3/г (марка П-20).
Из 10 операций рассчитывают однородность по ММ и Jo для каждого продукта - 7,3 и 8,1 для П-30, 7,1 и 8,0 для П-20 соответственно.
Пример 5. Осуществляют, как описано в примере 3.
Отличается тем, что скорость вращения ротора первой зоны 8 1/с, условия во второй зоне - первый узел: скорость вращения ротора - 80 1/с, давление - 3,0 МПа, температура - 250oС, величина зазора - 8 мм, площадь рабочей конической поверхности деструкционного элемента - 150 см2, - второй узел: скорость вращения ротора - 200 1/с, давление - 0,05 МПа, температура - 350oС, величина зазора - 3 мм, площадь рабочей конической поверхности деструкционного элемента - 300 см2.
Количество отобранной газовой фазы в сепарационной камере между первым и вторым узлом - 0,26 кг, промежуточного низкомолекулярного полиизобутилена 5,0 кг с характеристиками: Mw=79900, Mn=23500, Mw/Mn=3,40, MM=18700, Jo=61,3 см3/г (марка П-20). В третьей зоне проводят отбор 0,15 кг газовой фазы и выгружают 4,59 кг конечного продукта - низкомолекулярного полиизобутилена с характеристиками: Mw= 53200, Mn=15200, Mw/Mn=3,50, MM=11350, Jo=32,4 см3/г (марка П-10).
Пример 6. Осуществляют, как описано в примере 2.
Отличается тем, что в загрузочный патрубок первой зоны устройства загружается 10 кг высокомолекулярного этиленпропиленового сополимера - каучук СКЭП-40. При вращении ротора первой зоны со скоростью 8 1/c полимер измельчается, пластицируется и дозируется в первый узел второй зоны, где при вращении ротора со скоростью 75 1/с, температуре 250oС, давлении 4,5 МПа, величине зазора 12 мм и площади рабочей поверхности конического деструкционного элемента 100 см2 проводится деструкция. Далее продукт направляется в сепарационную камеру, в которой проводится отбор газовой фазы в количестве 0,07 кг, а основная масса подается во второй узел второй зоны, где при вращении ротора со скоростью 200 1/c, температуре 350oС, давлении 0,6 МПа, величине зазора 5 мм и площади рабочей поверхности конического деструкционного элемента 400 см2 подвергается дальнейшей деструкции. Затем низкомолекулярный полимерный материал подается в третью зону, где гомогенизируется, охлаждается до 100oС, отбирается газовая фаза в количестве 0,1 кг и выгружается в виде прозрачной светло-коричневой вязкой жидкости в количестве 9,83 кг.
Для оценки однородности конечного продукта проводятся еще 9 операций. В каждом образце определяется ММР, ММ в индекс по Штаудингеру, рассчитывается однородность, % - 11,4 и 9,6 соответственно.
Пример 7. Осуществляется, как описано в примере 2.
Отличается тем, что в загрузочный патрубок первой зоны устройства загружается 10 кг высокомолекулярного полиэтилена. При вращении ротора со скоростью 7 1/с полимер измельчается, пластицируется и дозируется в первый узел второй зоны, где при вращении ротора со скоростью 60 1/с, давлении 1,0 МПа, температуре 220oС, величине зазора 6 мм и площади рабочей поверхности конического деструкционного элемента 150 см2 осуществляется деструкция. Далее продукт подается в сепарационную камеру, в которой проводится отбор газовой фазы в количестве 0,06 кг, а основная масса направляется во второй узел второй зоны, где продолжается процесс деструкции при вращении ротора со скоростью 120 1/с, давлении 0,03 МПа, температуре 330oС, величине зазора 4 мм и площади рабочей поверхности конического деструкционного элемента 200 см2. Затем полученный низкомолекулярный полимерный материал подается в третью зону - сепарационную камеру, в которой гомогенизируется, охлаждается до температуры 110oС, отбирается газовая фаза в количестве 0,1 кг и выгружается через разгрузочный патрубок в виде бесцветной прозрачной подвижной жидкости в количестве 9,84 кг.
Операция повторяется еще 9 раз для оценки однородности конечного продукта. В каждом образце определяется ММР, рассчитывается однородность по индексу Штаудингера, % - 5,0.
Пример 8. Осуществляется, как описано в примере 2.
Отличается тем, что в загрузочный патрубок первой зоны устройства загружается 8 кг высокомолекулярного полиизобутилена, характеристика которого представлена в таблице (марка П-200), и 2 кг полиэтилена (табл., пр. 4). При вращении ротора со скоростью 8 1/с полимерный материал измельчается, пластицируется и дозируется в первый узел второй зоны, где при вращении ротора со скоростью 90 1/с, давлении 5,0 МПа, температуре 270oС, величине зазора 5 мм и площади рабочей поверхности конического деструкционного элемента 140 см2 осуществляется деструкция. Далее продукт подается в сепарационную камеру, в которой проводится первоначальный отбор газовой фазы в количестве 0,2 кг и промежуточного низкомолекулярного продукта, представляющего собой вязкую бесцветную массу с ММР: Mw - 620100, Mn - 173300, Mw/Mn - 3,6, MM и индекс по Штаудингеру - 187400 и 177,1 см3/г в количестве 4,1 кг. Оставшаяся часть продукта направляется во второй узел второй зоны, где при вращении ротора со скоростью 270 1/с, давлении 0,9 МПа, температуре 380oС, величине зазора 1,0 мм и пощади рабочей поверхности конического деструкционного элемента 350 см2 продолжается процесс деструкции. Затем полученный низкомолекулярный полимерный материал направляется в третью зону - сепарационную камеру, в которой гомогенизируется, охлаждается до температуры 150oС, отбирается газовая фаза в количестве 0,3 кг и выгружается через разгрузочный патрубок в виде вязкой бесцветной жидкости в количестве 5,4 кг.
Операция повторяется еще 9 раз и определяются ММР, ММ и индекс по Штаудингеру промежуточного и конечного продуктов, рассчитывается однородность, % - 8,4 и 6,7, 6,4 и 5,1 соответственно.
Пример 9. Осуществляется, как описано в примере 2.
Отличается тем, что в загрузочный патрубок первой зоны устройства загружается 5 кг бутилкаучука (с характеристиками табл., пр. 2) и 5 кг каучука СКЭП-40 (табл. , пр. 4) (для этого и примеров 8, 9 в таблице представлены расчетные значения исходного полимерного материала). При вращении ротора со скоростью 6 1/c измельчается, пластицируется и дозируется в первый узел второй зоны, где при вращении ротора со скоростью 75 1/с, давлении 3,0 МПа, температуре 250oС, величине зазора 10 мм и площади рабочей поверхности конического деструкционного элемента 130 см2 осуществляется деструкция. Далее продукт подается в сепарационную камеру, в которой проводится отбор газовой фазы в количестве 0,06 кг, и основная часть полимерного материала направляется во второй узел второй зоны, где при вращении ротора со скоростью 200 1/с, давлении 0,5 МПа, температуре 350o С, величине зазора 3 мм и площади рабочей поверхности конического деструкционного элемента 300 см2 продолжается деструкция. Затем полученный низкомолекулярный полимерный материал подается в третью зону - сепарационную камеру, где гомогенизируется, охлаждается до 130oС, отбирается газовая фаза в количестве 0,17 кг и выгружается через разгрузочный патрубок в виде вязкой светло-коричневой жидкости в количестве 9,77 кг.
Операция повторяется еще 9 раз и определяются ММР, индекс по Штаудингеру и рассчитывается однородность, % - 10,5.
Пример 10. Осуществляется, как описано в примере 2.
Отличается тем, что в загрузочный патрубок первой зоны устройства загружается 5 кг высокомолекулярного полиизобутилена (табл., пр. 3), 2,5 кг бутилкаучука (табл., пр. 2) и 2,5 кг каучука СКЭП-40 (табл., пр. 4). При вращении ротора со скоростью 9 1/с измельчается, пластицируется и дозируется в первый узел второй зоны, где при вращении ротора со скоростью 90 1/с, давлении 5,0 МПа, температуре 270oС, величине зазора 4 мм и площади рабочей поверхности конического деструкционного элемента 200 см2 проводится деструкция. Далее продукт подается в сепарационную камеру, где проводится отбор газовой фазы в количестве 0,2 кг и продукт направляется во второй узел второй зоны, в которой при вращении ротора 280 1/с, давлении 0,9 МПа, температуре 380oС, величине зазора 0,5 мм и площади рабочей поверхности конического деструкционного элемента 400 см2 продолжается деструкция. Затем полученный полимерный материал подается в третью зону - сепарационную камеру, где гомогенизируется, охлаждается до температуры 160oC, отбирается газовая фаза в количестве 0,3 кг и выгружается через разгрузочный патрубок в виде вязкой светло-коричневой жидкости в количестве 9,5 кг.
Операция повторяется еще 9 раз и определяется ММР, индекс по Штаудингеру и рассчитывается однородность, % - 7,2.
Пример 11. Осуществляют,как описано в примере 2.
Отличается тем, что в загрузочный патрубок первой зоны устройства загружается 5 кг высокомолекулярного полиизобутилена (табл., пр. 3), 2 кг бутилкаучука БК-1675 (табл., пр. 2), 2 кг каучука СКЭП-40 (табл., пр. 4) и 1 кг полиэтилена (табл., пр. 5). При вращении ротора со скоростью 6 1/с полимерный материал подвергается измельчению, пластикации и дозированию в первую зону второй зоны, где при вращении ротора со скоростью 60 1/с, давлении 0,6 МПа, температуре 220oС, величине зазора 12 мм и площади рабочей поверхности конического деструкционного элемента 100 см2 проводится деструкция. Далее продукт подается в сепарационную камеру, в которой отбирается газовая фаза в количестве 0,15 кг, и основная масса подается во второй узел второй зоны, где при вращении ротора со скоростью 120 1/с, давлении 0,03 МПа, температуре 310oС, величине зазора 5 мм и площади рабочей поверхности конического деструкционного элемента 200 см2 продолжается деструкция. Полученный низкомолекулярный полимерный материал направляется в третью зону - сепарационную камеру, где гомогенизируется, охлаждается до температуры 110oС, отбирается газовая фаза в количестве 0,2 кг и выгружается через разгрузочный патрубок в виде вязкой светло-коричневой жидкости в количестве 9,65 кг.
Операция осуществляется еще 9 раз и определяется ММР, индекс по Штаудингеру и рассчитывается однородность, % - 11,2.
Таким образом, по сравнению с аналогичными способами и устройствами изобретение имеет ряд преимуществ:
- обеспечивается точность, стабильность дозирования продукта и протекания деструкции за счет укороченных жестких червячных валов,
- повышенная работоспособность в результате независимых приводов в каждой зоне, снижение нагрузок на вращающиеся части и подшипниковые опоры,
- повышенная эффективность в управлении конечными характеристиками продукции за счет одновременного изменения деструктирующей поверхности и зазора между поверхностями относительно скольжения, что значительно расширяет ассортимент по молекулярной массе и различном сочетании полимеров в конечной продукции,
- имеется возможность получать одновременно несколько марок низкомолекулярного полимера, улучшается качество продукции за счет отвода газовой фазы (олигомеров) в сепарационных зонах и улучшаются условия охраны окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЗАГУЩАЮЩЕЙ ПРИСАДКИ | 2000 |
|
RU2194720C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИИЗОБУТИЛЕНА | 1998 |
|
RU2130948C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИИЗОБУТИЛЕНА | 1998 |
|
RU2148590C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГУЩАЮЩЕЙ ПРИСАДКИ | 2000 |
|
RU2172752C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИИЗОБУТИЛЕНА | 1998 |
|
RU2134273C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИИЗОБУТИЛЕНА | 1998 |
|
RU2139295C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГУЩАЮЩЕЙ ПРИСАДКИ | 2000 |
|
RU2168537C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИИЗОБУТИЛЕНА ИЛИ СОПОЛИМЕРОВ ИЗОБУТИЛЕНА | 1996 |
|
RU2124527C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИЗКОМОЛЕКУЛЯРНОГО ВЫСОКОРЕАКТИВНОГО ПОЛИИЗОБУТИЛЕНА | 2001 |
|
RU2203910C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИИЗОБУТИЛЕНА | 1997 |
|
RU2131889C1 |
Изобретение относится к способам и устройствам для смешивания, деструкции и диспергирования полимерных материалов с получением гомогенизированных низкомолекулярных полимерных масс и паст. Предложена трехзонная обработка полимерного материала, в качестве которого используют высокомолекулярные полиизобутилен, бутилкаучук, этиленпропиленовый каучук, полиэтилен или их смеси, процесс проводят при скорости вращения ротора 10 1/с в первой зоне, во второй зоне, разделенной на два узла, соединенных сепарационной камерой, при температуре 200-300oС, давлении 0,5-6,0 МПа и скорости вращения ротора 50-100 1/с для первого узла и 300-400oС, давлении 0,01-1,0 МПа и скорости вращения ротора 100-300 1/с для второго узла с последующей гомогенизацией конечного продукта, охлаждением его до 100-170oС и отводом газовой фазы в третьей зоне, представляющей собой сепарационную камеру, причем дополнительно регулирование молекулярной массы конечного продукта осуществляют изменением величины зазора и площади рабочей поверхности конических деструкционных элементов в первом узле второй зоны от 4 до 12 мм и от 100 до 200 см2 соответственно и во втором узле - от 0,5 до 5 мм и 200-400 см2 соответственно, а также изменением направления потока деструктируемого полимерного материала. Устройство состоит из трех зон, каждая из которых содержит цилиндрический корпус с рубашкой для охлаждения, загрузочный в первой зоне и разгрузочные во второй и третьей зонах, рабочие органы в зонах выполнены в виде роторов, вторая зона имеет конические деструкционные элементы, при этом вторая зона выполнена в виде двух узлов, каждый из которых снабжен запорным устройством в виде червячной втулки с обратной резьбой в каждом узле и узлы соединены сепарационной камерой, третья зона выполнена в виде сепарационной камеры, снабженной теплоизоляцией и приспособлениями для отбора газовой фазы и продукта. Изобретение позволяет обеспечить одновременное получение широкого ассортимента низкомолекулярного полимерного материала с высоким качеством, при повышенной эффективности в управлении процессом и надежности в работоспособности устройства. 2 с.п.ф-лы, 2 табл., 3 ил.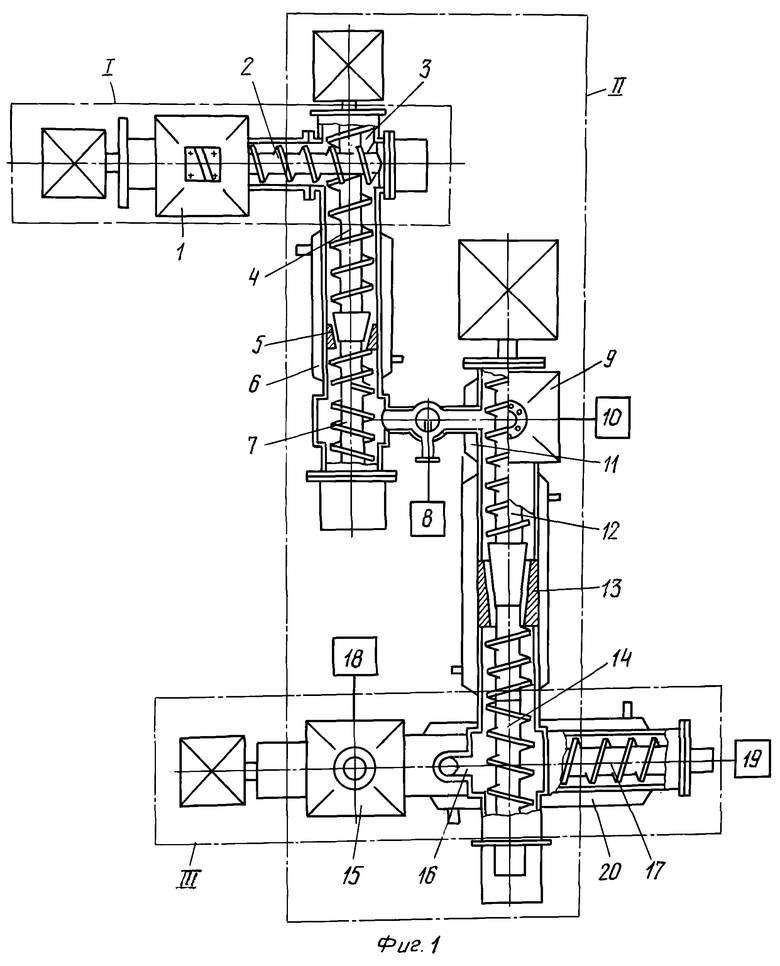
| СПОСОБ ОБРАБОТКИ ПОЛИМЕРНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119504C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОМОЛЕКУЛЯРНОГО ПОЛИИЗОБУТИЛЕНА И РОТОРНЫЙ АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2117017C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИЗКОМОЛЕКУЛЯРНЫХ ПОЛИОЛЕФИНОВ | 1997 |
|
RU2135521C1 |
| ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР | 1998 |
|
RU2146615C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИЗКОМОЛЕКУЛЯРНЫХ ПОЛИОЛЕФИНОВ | 1999 |
|
RU2171816C2 |
| УСТРОЙСТВО ДЛЯ ВИБРОМАССАЖА | 1991 |
|
RU2033134C1 |

