Изобретение относится к области технологии производства керамических изделий и может быть использовано, например для изготовления керамических изоляторов для свечей зажигания.
Известен способ удаления термопластичной связки из керамических заготовок в многоместном капселе с адсорбентом, заключающийся в том, что заготовки погружают в неподвижный, нагретый ниже температуры плавления связки, адсорбент, выдерживают их при температуре релаксации для полного прогрева заготовок, затем подают псевдоожижающий агент и нагревают его и заготовки в течение необходимого времени, удаляя термопластичную связку. Затем заготовки, капсель и печь охлаждают совместно и удаляют заготовки из адсорбента [1]
Удаление термопластичной связки из изделия при плавном нагреве его до температуры плавления связки требует строго соблюдения плавности и выдержки для прогрева заготовки. Скорость релаксации должна быть минимальной. Время выдержки при релаксации зависит от размера отливок.
Нарушение режимов приводит к браку в виде трещин и нарушения целостности изделий. Движение частиц адсорбента около необоженной заготовки обуславливает истирание заготовки. Процесс требует большого количества энергии, так как идет долго.
Известен, взятый за прототип, способ удаления термопластичной связки из керамических заготовок, заключающийся в том, что заготовку погружают в адсорбент в многоместном капселе, нагревают путем подвода тепла к неподвижному адсорбенту до температуры выше температуры плавления термопластичной связки, но ниже температуры ее испарения, выдерживают заготовку при указанной температуре, обеспечивая истечение связки в жидком виде из пор заготовки в адсорбент до заданной величины, затем извлекают из капселя. (Патент США N 4011291, кл. 264-43 от 08.03.77.).
Капсель с адсорбентом и заготовками в нем помещают в печь и нагревают, постепенно прогревая капсель, адсорбент и заготовки. Прогрев заготовок по всему объему капселя происходит неравномерно, а интенсивность и глубина истечения связки в каждой заготовке индивидуальны и зависят от места расположения заготовки в капселе. Кроме того, скорость удаления связки из различных частей даже одной и той же заготовки различна и зависит от расстояния от нагреваемых стенок капселя, поэтому содержание связки в каждом изделии на одной и той же глубине различно. Из-за продолжительности нагрева для удаления связки производительность этого способа небольшая. Этот способ энергоемок, так как требует много энергии на нагрев вместе с партией заготовок и печи.
Известен многоместный капсель для удаления термопластичной связки с вертикальными стенками [2]
В таком капселе керамические заготовки устанавливают в неподвижный адсорбент и прогрев осуществляют от стенок и дна капселя внутрь. При этом заготовки, расположенные ближе к стенкам, в основном, получаются бракованными, что снижает производительность и качество изделий.
Известен многоместный капсель для удаления термопластичной связки с вертикальными стенками и со средствами для подвода тепла в нескольких местах корпуса, выполненными в виде отверстий в дне капселя для ввода нагретого воздуха внутрь капсулы и фиксирующих элементов в виде металлической решетки на дне капселя и установленных на ней керамических стержней для надевания на них заготовок.
Нагретый воздух проходит через адсорбент, нагревая его и заготовки [1]
При обтекании керамической заготовки сразу горячим воздухом происходит оплавление нагреваемых поверхностей. Увеличивается число бракованных изделий, что снижает производительность и качество изделий.
Задачей изобретения является создание способа интенсифицирующего процесс удаления термопластичной связки из керамических заготовок независимо от места расположения заготовки в капселе, с регулируемым количеством удаленной связки и со стопроцентным выходом годных изделий.
Для решения поставленной задачи в способе удаления термопластичной связки из керамических заготовок ее помещают в адсорбент в многоместном капселе, нагревают путем подвода тепла к неподвижному адсорбенту, выдерживают заготовку при температуре, обеспечивающей истечение избыточной термопластичной связки в жидком виде с поверхности заготовки в адсорбент, затем извлекают из капселя, при этом капсель с заготовками помещают в среду предварительно нагретую выше температуры испарения термопластичной связки, но ниже температуры ее горения, подвод тепла к неподвижному адсорбенту для равномерного и одновременного нагрева заготовки осуществляют по всей рабочей высоте его слоя одновременно в нескольких местах внутри капселя.
Многоместный капсель для удаления термопластичной связки из керамических заготовок содержит корпус с вертикальными стенками и средство для подвода тепла в нескольких местах корпуса, которое выполнено в виде металлического вкладыша с ячейками для установки в них керамических заготовок, высота вкладыша не ниже высоты изделия, а объем ячейки определяют как сумму объемов заготовок и адсорбента для удаления избыточного количества связки из заготовки.
Указанная совокупность существующих признаков необходима и достаточна для обеспечения:
повышения производительности, так как время истечения связки из заготовки значительно уменьшается, а также исключается брак при удалении связки;
улучшения качества изделий, появляется возможность регулировать количество удаленной связки;
экономии электроэнергии, так как сокращается продолжительность процесса;
сохранение адсорбирующих свойств адсорбента за счет регенерации адсорбента при температурах не выше 600oC.
Описанные изобретения обеспечивают создание способа и устройства интенсифицирующих процесс удаления термопластичной связки из керамических заготовок независимо от места расположения заготовки в капселе, с регулируемым количеством удаленной связки и со стопроцентным выходом годных изделий.
Описание изобретения соответствует критерию "новизна", так как в процессе анализа техники не были обнаружены аналоги, характеризующиеся признаками идентичными всем существенным признакам изобретения.
Описанный способ удаления термопластичной связки из керамической заготовки отличается от прототипа тем, что заготовку помещают в среду, предварительно нагретую выше температуры испарения термопластичной связи, но ниже температуры ее горения, подвод тепла к неподвижному адсорбенту для равномерного и одновременного нагрева заготовок осуществляют по всей рабочей высоте его слоя одновременно в нескольких местах внутри капселя.
Описанный многоместный капсель для удаления термопластичной связки из керамических заготовок отличается от прототипа тем, что средство для подвода тепла выполнено в виде металлического вкладыша с ячейками для установки в них керамических заготовок, высота вкладыша, как минимум, равна высоте изделия, а объем ячейки определяют как сумму объемов заготовки и адсорбента для удаления избыточной связки из заготовки.
Таким образом поставленная задача решена в заявленном предложении и не была известна в ранних объектах.
Сущность изобретения поясняется чертежом.
Многоместный капсель для удаления связи из керамической заготовки содержит корпус 1 с вертикальными стенками 2, металлический вкладыш 3, расположенный внутри корпуса. Вкладыш имеет ячейки 4, объем которых определяют, исходя из объема заготовки 5 и объема необходимого количества адсорбента 6 для приема заданного количества термопластичной связки. Высота вкладыша не ниже высоты изделия, для обеспечения полного закрытия заготовки адсорбентом. Корпус может быть выполнен из керамики или металла.
В многоместный капсель с установленным в ней вкладышем частично засыпают адсорбент. Закладывают в каждую ячейку по заготовке и досыпают необходимое количество адсорбента так, чтобы заполнить ячейки и покрыть заготовку сверху. Сверху заготовку можно оставить открытой, не засыпать адсорбентом.
Капсель загружают в предварительно нагретую печь, температура среды в которой выше температуры испарения термопластичной связки заготовки, но ниже температуры ее горения. Происходит нагрев капселя, адсорбента и заготовки. Тепло от нагретой среды печи передается по корпусу и металлическому вкладышу, обогревая адсорбент по всей его высоте в каждой ячейке. Нагретый адсорбент отдает тепло заготовке. Нагреваясь, термопластичная связка вытекает из пор наружной поверхности заготовки. Тепло, передаваемое внутрь заготовки, нагревает новые слои, термопластичная связка нагревается, плавится и истекает из внутренних пор заготовки через уже открытые поры предыдущего слоя. Истечение термопластичной связи происходит по всей глубине заготовки. После необходимой выдержки капсель с заготовками удаляют из печи.
Нагрев заготовки происходит быстро, истечение связки в жидком виде происходит интенсивно, беспрепятственно, послойно. Освобождение пор от связки в заготовке начинается с ее наружной поверхности, поэтому связка из пор внутренних слоев заготовки истекает свободно, не встречая препятствий. Истечение связки в основном происходит в жидком виде, а частично образующийся пар выходит из глубины заготовки также по открывшимся ранее порам. Поэтому не происходит растрескивание заготовки и не возникают внутренние напряжения. Процесс удаления связки до заданной величины происходит быстро. Например, в заготовках изолятора свечи зажигания за 3-5 ч, что снижает потребление энергии и повышает производительность. Все заготовки прогреваются в одинаковом режиме, поэтому в капселе нет бракованных крайних заготовок, расположенных около корпуса капселя.
Пример осуществления описанного способа.
Отливки изоляторов свечей зажигания получают методом горячего литья из шликеров на термопластичной связке и шихты высокоглиноземистой керамики, средний размер частиц которых составляет 3 мкм. В качестве технологической связи используют, например, парафин марки Б. Температура плавления шликера составляет 56oC. Начальное содержание связки равно 16,3%
Берутся заготовки изолятора свечи зажигания типа А11.
Устанавливают в каждую ячейку капсель с металлическим вкладышем по заготовке изолятора, засыпают ячейки адсорбентом (глиноземом Г-00) так, чтобы адсорбент оказался на дне ячейки, вокруг заготовки и сверху ее. Количество адсорбента определяется количеством отводящейся связки.
Печь, в которой осуществляют процесс удаления связки, предварительно нагревают до температуры выше температуры испарения связки. Капсель с заготовками помещают в печь. Металлический корпус и вкладыш быстро прогреваются до температуры среды в печи и нагревают адсорбент в каждой ячейке сразу все по высоте. Через адсорбент тепло передается заготовками изолятора, нагревая сразу всю ее наружную поверхность. Заготовка прогревается послойно по всему объему до температуры адсорбента. Наружный слой заготовки нагревается быстрее и связка из пор этого слоя начинает удаляться раньше, чем из последующих, освобождая поры. Поэтому, вытекающая из более глубоких слоев связка, течет по открывшимся порам и не встречает препятствий. Связка удаляется на 50-70% до установки равновесия между заготовкой и адсорбентом.
Весь процесс занимает 3-5 ч.
После удаления связки до заданной величины капсель вынимают из печи и охлаждают до комнатной температуры, после чего удаляют из него изделия. При таких условиях нагрева все изделия одинаковые, брак сведен к минимуму и обусловлен, в основном, качеством изготовления самих заготовок.
Обычно такой процесс удаления связки из заготовок в много- местном капселе известными способами занимает 24-75 ч. При этом заготовки крайних рядов в капселе нагреваются интенсивнее внутренних рядов и затем бракуются, так как температурный режим для крайних слоев не выдерживается.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления керамическихиздЕлий | 1978 |
|
SU793957A1 |
| Способ изготовления керамических изделий | 1979 |
|
SU865859A1 |
| Способ изготовления керамических изделий с внутренними каналами | 1984 |
|
SU1283238A1 |
| Способ удаления термопластичной связки из заготовок керамических деталей | 1987 |
|
SU1549939A1 |
| Способ удаления термопластичной связки | 1986 |
|
SU1458351A1 |
| Способ изготовления керамического защитного элемента системы гамма-каротажа роторных управляемых систем (варианты) | 2022 |
|
RU2798534C1 |
| Термопластичная связка для оформления керамических деталей горячим литьем под давлением | 1982 |
|
SU1024438A1 |
| Способ изготовления алюмооксидных керамических изделий с внутренними полостями | 1979 |
|
SU895960A1 |
| ВЕРТИКАЛЬНАЯ ПЕЧЬ ДЛЯ ОБЖИГА В КАПСЕЛЯХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1961 |
|
SU216505A1 |
| СПОСОБ 3D-ПЕЧАТИ ИЗДЕЛИЙ АКТИВИРОВАННОЙ УЛЬТРАЗВУКОМ СТРУЕЙ ПОРОШКОВОГО МАТЕРИАЛА, ПЛАСТИФИЦИРОВАННОГО ТЕРМОПЛАСТИЧНОЙ СВЯЗКОЙ | 2021 |
|
RU2777114C1 |
Использование: в керамическом производстве, например керамических изоляторах для свечей зажигания. Сущность изобретения: заготовку помещают в адсорбент в многоместном капселе, нагревают до температуры выше испарения термопластичной связки, но ниже температуры ее горения, подводят тепло к неподвижному адсорбенту для равномерного и одновременного нагрева заготовки по всей высоте в нескольких местах внутри капселя. Многоместный капсель содержит корпус с вертикальными стенками и металлический вкладыш с ячейками для установки в них керамических заготовок. Высота вкладыша равна высоте изделия, а объем ячейки определяют как сумму объемов заготовки и адсорбента. 2 с.п. ф-лы, 1 ил.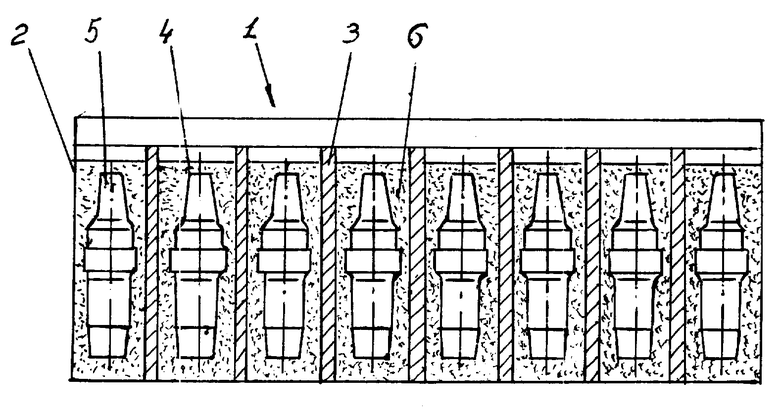
| SU, авторское свидетельство, 793957, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| US, патент 4011291, кл | |||
| Солесос | 1922 |
|
SU29A1 |
