Изобретение относится к области производства изделий из фарфора, точнее к оснастке, используемой, например, при изготовлении проходных изоляторов из электрофарфора.
Известен инструмент для формования внутренней поверхности заготовки опорного изолятора, выполненный в виде пуансона с конусом, имеющим форму внутренней поверхности формуемого изолятора.
Пуансон изображен на "Схеме получения заготовок опорных изоляторов на вертикальном пресс-формовочном станке" (см. рис. 64 на стр. 90 книги Н.В.Никулина, В. В.Кортнева "Производство керамических изделий" М.: Высшая школа, 1976).
Чтобы получить в заготовке опорного изолятора внутреннюю фасонную полость, заготовку подвергают пресс-формовке. Для этого применяют горизонтальный или вертикальный пресс-формовочный станок. Пуансон и патрон смазывают машинным маслом. Заготовку закладывают в патрон, который вместе со столом поднимается приводным механизмом вверх. При этом в центральную часть заготовки входит вращающийся стальной пуансон, который отформовывает внутреннюю полость в заготовке изолятора. При этом масса заготовки уплотняется, а излишек выдавливается наружу и срезается. Далее заготовку с отформованной внутренней полостью извлекают из патрона выталкивателем и ставят на полку для провялки. После провялки, когда влажность заготовок снизится до 17-18%, их направляют на обточку.
Недостатком известного инструмента является то, что при выталкивании заготовки с отформованным коническим отверстием наблюдается деформация заготовок, приводящая впоследствии к неправильной установке на обточке и к разностенности, ухудшающей качестве изоляторов, а также при пересушке к появлению трещин при обточке, т.е. к выбраковыванию изоляторов.
Причину деформации заготовки можно объяснить тем, что сила сцепления фарфоровой заготовки с оправкой значительно больше, чем прочность деформируемой поверхности изолятора.
Известен также другой инструмент для формования внутренней и наружной поверхностей изолятора. Он представлен на рис. 65, стр. 90 той же книги в виде оправки с конусом, на который отформованной внутренней полостью насаживается заготовка опорного изолятора до обточки. Свободный конец оправки закрепляется в патроне токарного станка. Со стороны же подвижной бабки станка заготовка поддерживается на стальной оправке вращающейся шайбой с резиновой прокладкой (См. рис. 66, стр. 91 той же книги).
Во избежание деформации заготовок, возникаемой при выталкивании, внутреннюю полость в заготовках, установленных в патронах поворотного стола (см. рис. 67, стр. 92 той же книги), отформовывают не за один проход пуансона, а за два, чем уменьшают усилие выталкивания.
Каждая из заготовок поочередно попадает под пуансон, который, опускаясь вниз, постепенно отформовывает их внутреннюю полость. При следующем повороте стола патрон с отформованной заготовкой выходит из-под пуансона и попадает в зону действия выталкивателя, который выталкивает отформованную заготовку из патрона без деформации. Далее, полученную заготовку устанавливают на полки конвейерной сушилки для провялки. Заготовки с влажностью 19% поступают сразу на обточку на токарный станок.
Инструмент для формования внутренней и наружной поверхностей изолятора, описанный выше, по существенным признакам является наиболее близким к заявляемому и может быть принятым за прототип для сравнения.
Если при угле конуса инструмента, большем угла самоторможения (угол конуса равен 25o, уклон 12o30'), и глубине формуемой полости в два диаметра основания конуса и годные заготовки (без деформации) получаются только при формовании в два перехода, то перед заявляемым инструментом ставится задача обеспечить снятие отформованной заготовки без деформирования ее при отверстии глубиной в пять диаметров и при угле, находящемся в пределах угла самоторможения (равном 0o30').
Такая задача решается тем, что в известном инструменте для формования внутренней и наружной поверхностей изолятора, содержащем формующую часть в виде конуса для формования полости изолятора, хвостовик для закрепления в патроне (шпинделе) токарного станка, инструмент со стороны, формующей глубинную часть полости изолятора, снабжен подпружиненным плунжером-протыкателем и съемным наконечником, при этом плунжер имеет воздушные каналы внутри его и выходящие на поверхность, сопряженную с внутренней поверхностью наконечника, каналы плунжера имеют также связь с атмосферой через каналы инструмента, а формующая поверхность инструмента между наконечником и упором представлена в виде одной или нескольких втулок из пластмассы.
Такая задача решается также и тем, что втулки выполнены, например, из фторопласта.
Снабжение инструмента со стороны, формующей глубинную часть полости изолятора, подпружиненным плунжером-протыкателем и съемным наконечником позволяет одновременно с формованием полости изолятора уменьшить усилия вхождения инструмента в заготовку при насадке ее на оправку.
Наличие в плунжере-протыкателе воздушных каналов внутри его и выходящих на поверхность, сопряженную с внутренней поверхностью наконечника и с атмосферой через каналы инструмента, способствуют созданию воздушной рубаки в концевой части инструмента и облегчению снятия отформованной заготовки с инструмента.
Выполнение формующей поверхности инструмента между наконечником и упором в виде одной или нескольких втулок из пластмассы позволяет уменьшить молекулярную силу сцепления материала изолятора с материалом поверхности инструмента.
Выполнение втулок из фторопласта позволяет получить поверхность, обладающую антиадгезионной способностью, обеспечивающую снятие отформованного изделия без деформирования его частей.
Ниже, со ссылкой на представленный чертеж, поясняется сущность заявляемого инструмента для формования внутренней и наружной поверхностей изолятора.
На чертеже изображен общий вид инструмента в разрезе.
Примечание: шпиндели с оправками и запрессовочный шток расположены в роторном станке в горизонтальной плоскости.
Штриховыми линиями изображена напрессованная заготовка до обточки.
Штрих-пунктирными - обточенная заготовка до отрезки и снятия.
Согласно изобретению заявляемый инструмент для формования внутренней и наружной поверхностей проходного изолятора содержит оправку 1 с формующей частью в виде конуса 2 для формования полости проходного изолятора 3, изображенного штрих-пунктирными линиями, хвостовик 4 для закрепления в патроне (шпинделе) токарного станка.
Оправка 1 инструмента со стороны, формирующей глубинную часть полости изолятора 3, снабжена подпружиненным нажимной пружиной 5 плунжером-протыкателем 6 и наконечником 7, составляющими заходную часть инструмента. Плунжер-протыкатель 6 со стороны пружины 5 имеет утолщение 8, служащее направлением, и размещено в отверстии 9 оправки 1 вместе с нажимной пружиной 5, а со стороны заходной части - заострение 10. Плунжер-протыкатель 6 имеет воздушный канал продольный 11 внутри его, поперечные 12, выходящие на поверхность плунжера 6 в виде продольных канавок 13. Сама оправка 1 также имеет канал 14 продольный с резьбой 15 на конусе для крепления в шпинделе станка и поперечные каналы 16, сообщающиеся с атмосферой.
Формующая поверхность инструмента представлена в виде одной или нескольких втулок 17, размещенных на проточке 18 оправки 1 между наконечником 7 и упором 19. Оправка 1 имеет канавку 20 для выхода отрезного резца, на чертеже не показанного.
Наконечник 7 соединен с оправкой 1 резьбой 20a.
Поперечные каналы 12 и 16 с продольным каналом 11 имеют соотношение 1 : 1.
Усилие пружины 5 соответствует усилию 2-5 кг.
При закрепленном инструменте в шпинделе станка отверстие 15 хвостовика закупорено резьбовым крепежным элементом, на чертеже не показанным.
Инструменты закреплены в шести горизонтально расположенных шпинделях роторного станка.
В загрузочной позиции, когда ось инструмента совпадает с осью запрессовочного штока 21, на лоток (на чертеже не показан) между инструментом и запрессовочным штоком 21 силового цилиндра кладут заготовку 22. Поверхность инструмента смазывают машинным маслом. Включением силового цилиндра запрессовочный шток 21 напрессовывает заготовку 22 на инструмент до соединения ее с ведущим кольцом 23.
При запрессовании заготовки на инструмент заострение 10 входит в тело заготовки 22, сжимая пружину 5.
Заострение 10 плунжера-протыкателя 6 способствует постепенному вхождению наконечника 7 в заготовку 22, не вызывая резкого различия уплотнения материала тела заготовки.
Утолщение 8 плунжера-протыкателя 6, как поршень, при сжатии пружины 5 способно мгновенно повысить давление воздуха в отверстии 9. Часть воздуха через продольные отверстия 14 и 11 устремляется к поперечным отверстиям 12 и 16. Через отверстия 16 - в атмосферу, через отверстия 12 - к канавкам 13 и, обтекая поверхность плунжера-протыкателя 6, устремляется через зазор скользящего сопряжения, создавая воздушную разделительную рубашку между поверхностью наконечника 7 и поверхностью внутренней глубинной части полости изолятора.
Выполнение основной формующей поверхности в виде втулок 17 из пластмассы, например, из фторопласта сообщает оправке - инструменту антиадгезионную способность, уменьшающую возможность слипания поверхности втулок 17 с внутренней поверхностью отформованной заготовки изолятора.
Требуемая форма проходного изолятора достигается загрузкой всех шести шпинделей и соответствующей формой обточных резцов.
Равномерная деформация материала заготовки изолятора при формовании полости проходного изолятора, уменьшение сцепления материала заготовки с наконечником в глубинной части полости изолятора за счет создания воздушной рубашки, выполнение значительной поверхности инструмента из фторопластовых втулок обеспечивает снятие заготовки отформованного проходного изолятора без нарушения его формы.
Опытный образец инструмента для формования внутренней и наружной поверхностей проходного изолятора изготовлен на Пермском изоляторном заводе ОАО "ЭЛИЗ" и испытан с положительным результатом.
Изобретение относится к области производства изделий из фарфора, а именно к инструменту, используемому при изготовлении проходных изоляторов из электрофарфора. Обеспечивается снятие отформованной заготовки без деформирования при отверстии глубиной в пять диаметров и при угле, находящемся в пределах угла самоторможения (равном 0o30'). Оправка инструмента со стороны, формующей глубинную часть полости изолятора, имеет подпружиненный плунжер-протыкатель и наконечник с фаской, составляющие заходную часть инструмента. Плунжер имеет воздушные каналы внутри его и выходящие в канавки на поверхность, сопряженную с внутренней поверхностью наконечника. Каналы плунжера имеют также связь с атмосферой через каналы инструмента. Формующая поверхность инструмента между наконечником и упором выполнена в виде одной или нескольких втулок из пластмассы или из фторопласта. 1 з.п.ф-лы, 1 ил.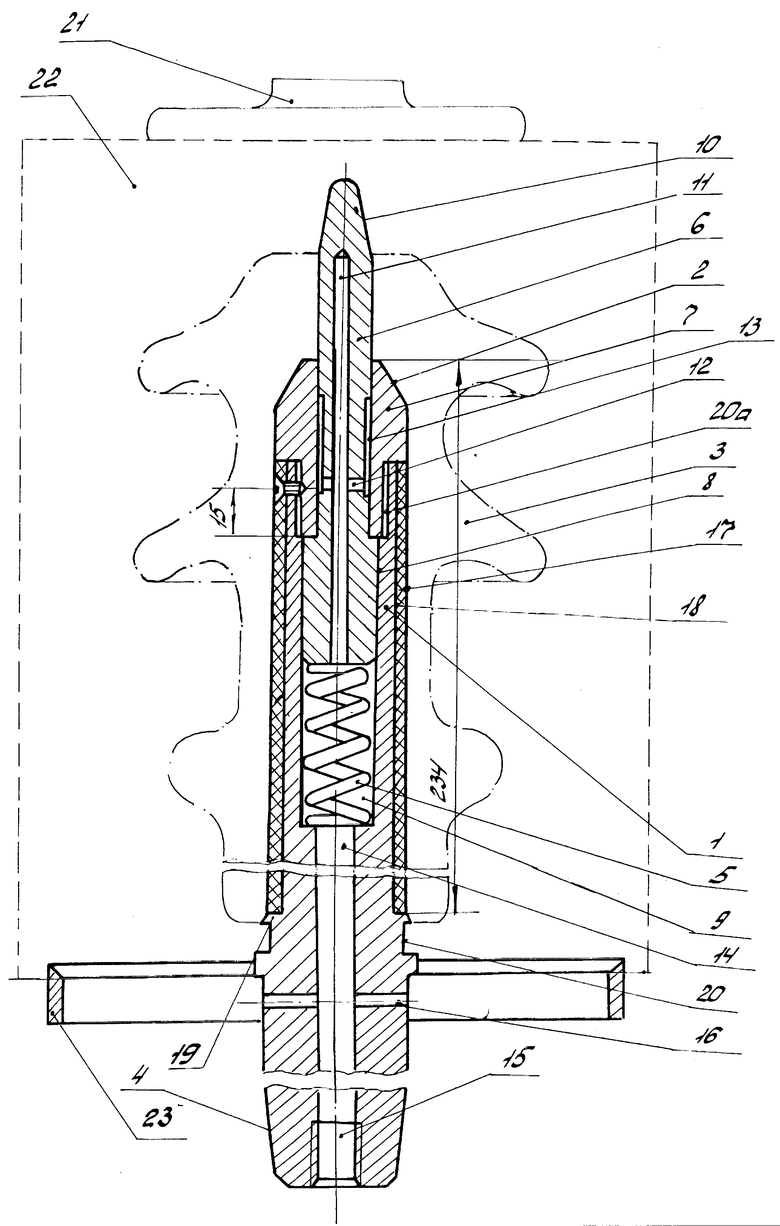
| Никулин Н.В | |||
| и др | |||
| Производство электрокерамических изделий | |||
| - М.: Высшая школа, 1976, с | |||
| Огнетушитель | 0 |
|
SU91A1 |
| Установка для формования керамических изделий | 1979 |
|
SU1006236A1 |
| Устройство для формования керамических изделий | 1987 |
|
SU1539066A1 |
| ТРЕНАЖЕР ДЛЯ ПОДГОТОВКИ МЕХАНИКОВ-ВОДИТЕЛЕЙ ПОДВИЖНЫХ КОМПЛЕКСОВ ВООРУЖЕНИЯ | 2019 |
|
RU2711047C1 |

