Изобретение относится к области декоративной обработки стекла и стеклоизделий и может быть использовано для получения матовой поверхности на прозрачных стеклоизделиях из бесцветного, цветного и накладного стекла с целью придания им эстетичного, товарного вида.
В настоящее время на предприятиях, вырабатывающих посуду и декоративные изделия из стекла, внедряют новые составы стекол, осваивают эффективные конструкции стекловаренных печей, механизированные линии по производству наиболее массовых, видов изделий, прогрессивные способы выработки и обработки изделий. Намечается комплекс мероприятий по техническому перевооружению предприятий с внедрением новых процессов и оборудования на всех этапах технологического цикла, механизации и автоматизации трудоемких ручных операций.
Декоративную обработку стеклянных изделий осуществляют матовой шлифовкой, гравировкой, пескоструйной обработкой, травлением, поверхностными покрытиями (см. Гулоян Ю.А. Декоративная обработка стекла и стеклоизделий. М.: Высшая школа, 1989, с. 23).
Известно, что матовая поверхность (от нем. matt - тусклый) - это поверхность с микроскопическими неровностями, размеры которых близки к длинам волн видимого света (400 - 700 нм). При попадании света на матовую поверхность он отражается от нее диффузно, т.е. рассеивается во все стороны (тогда как от гладкой поверхности - правильно, или зеркально). (Большая советская энциклопедия под ред. Прохорова А.М. Издание третье. М.: Советская энциклопедия", 1974, т. 15, с. 506).
При матовом травлении (см. Гулоян Ю.А. Декоративная обработка стекла и стеклоизделий. М. : Высшая школа, 1989, с. 37) эффект матовости создают нерастворимые кристаллы солей, образующихся при взаимодействии плавиковой кислоты со стеклом. Кристаллы нерастворимых солей защищают поверхность стекла от дальнейшего разрушения плавиковой кислотой, но в промежутках между ранее сформировавшимися кристаллами плавиковая кислота продолжает разрушать стекло до тех пор, пока здесь не образуются нерастворимые соли. Таким образом, на поверхности стекла создаются неровности, которые усиливают рассеяние света и обусловливают шероховатый, матовый характер поверхности. При этом фактура поверхности зависит от размеров кристаллов, их количества, состава стекла, скорости протекания реакций.
Известно множество составов травильных смесей (см., например, а.с. СССР NN 236733, 256188, 1395597, 1303572, 676573, МКИ C 03 C 21/00), с помощью которых можно химическим способом получить матовую поверхность на стеклянных изделиях.
Однако все они имеют существенные недостатки. Применяемые растворы агрессивны, разрушают не только стекло, но и конструкционный материал оборудования. Поэтому при химическом матировании должны выполняться все требования и условия обеспечения работы персонала во вредных условиях труда. Некоторые части оборудования делают из свинца, ванны из дерева, пропитанного огнеупорным лаком, бетона с антикоррозионным покрытием; резервуары - из пластмасс (винипласта, полиэтилена, поливинилхлорида, фаолита, фторопласта). Кроме того, процесс травления требует постоянной корректировки матирующих растворов, что, естественно, тоже удорожает обработку.
Известен способ получения матовой поверхности на стекле с помощью абразивно-струйного гравирования (пескоструйный способ обработки) (см. Гулоян Ю. А. Декоративная обработка стекла и стеклоизделий. М.: Высшая школа, 1989, стр. 140).
Принцип абразивно-струйного гравирования основан на том, что зерна абразивного материала, с силой ударяясь о поверхность стекла, оставляют на ней выколки и царапины, в результате чего стекло становится матовым, непрозрачным.
Пескоструйным способом получают следующие виды декорирования: матированный рисунок по трафарету или без него; матированный рельефный рисунок, светлый рельефный рисунок на матированном фоне и т.д. Для обработки применяют абразивные материалы: песок, корунд и карбид кремния. Песок - наиболее распространенный и дешевый материал, но корунд значительно тверже и более стоек к истиранию. При использовании корунда повышается производительность труда и получается поверхность очень высокого качества.
Изделие устанавливают в камеру на вращающуюся подставку. Чтобы абразивная струя не попадала на внутреннюю поверхность изделия, открытую часть его закрывают проклеенной бумагой. Струю направляют на изделие, которое поворачивают для того, чтобы добиться равномерной глубины рисунка и матирования. Давление воздуха для неглубокой обработки - 0,2...0,3 МПа, для глубокой рельефной - 0,4...0,5 МПа.
Чем больше скорость и чем выше давление сжатого воздуха, тем быстрее песок разрушает поверхность стекла; чем меньше диаметр сопла наконечника, тем с большей скоростью ударяются зерна песка о стекло (при одном и том же давлении воздуха).
Для получения матовых поверхностей применяют пневматические и вакуумные пескоструйные установки. Пневматические установки бывают двух типов: с избыточным давлением и инжекционные. В установках с избыточным давлением воздуха воздух захватывает ссыпающийся из бункера песок и подает к соплу. При этом основная магистраль воздуха может иметь ответвление, идущее в верхнюю часть бункера с песком, создавая в нем избыточное давление, облегчающее доставку песка в магистраль и далее к соплу. Принцип действия инжекционной установки заключается в том, что сжатый воздух проходит через специальную камеру (инжектор), создавая в ней разрежение, за счет которого происходит засасывание и подача песка. Рабочую камеру пескоструйной установки изготовляют из металла или дерева с поднимающейся вверх дверцей. В передней стенке камеры сделаны два отверстия с рукавами для рук мастера и застекленное смотровое окно. Мастер, держа сопло с рукояткой в руке, направляет песчаную струю на изделие, наблюдая за процессом обработки и отключая струю по достижении нужного эффекта.
Для матирования массовой продукции, например стаканов, используют вакуумные пескоструйные установки, состоящие из вакуумных водокольцевых насосов с воздухоотделителями, пылеуловителя для мокрой очистки воздуха, ресивера, клапанов сброса вакуума, вакуумной магистрали, идущей к рабочим колонкам, установленным по бокам ленточного конвейера, подающего изделия на обработку. Колонка устройства состоит из камеры, воронки для песка с отверстиями, сопла, патрубка, соединяющего колонку с вакуум-проводом, и клапанного устройства, связанного рычажным механизмом с ножной педалью, гнезда с шаблоном. Изделие укладывают в полусферическое гнездо, плотно закрывая камеру от доступа атмосферного воздуха. Нажимая педаль, открывают клапан, соединяющий колонку с ресивером, в камере создается разрежение 6...6,2 кПа. Песок, высыпаясь из воронки свободно через отверстия, засасывается в верхнюю часть камеры через сопло и приобретает определенную скорость и направление. Выходная часть сопла выполнена так, чтобы максимально использовать поток песка. Изделие, удерживаемое в гнезде с помощью вакуума, бомбардируется потоком частиц песка. Частицы песка, потеряв силу и скорость от удара о поверхность стекла, легко меняют направление и устремляются к отрытому патрубку, далее в ресивер и пескоуловитель. Весь цикл матирования стакана длится 9...10 секунд. На одной рабочей колонке можно обработать около 2500 стаканов в смену.
Сопла и насадки выполняют обычно из твердых чугунов, они довольно быстро изнашиваются. Поэтому их снабжают вкладышами из более твердых материалов, например победита.
Недостатком пескоструйного способа матирования является большой расход сжатого воздуха, электроэнергии, частые остановки для смены насадок.
Наиболее близким к заявляемому способу получения матовой поверхности на стеклоизделиях является способ обработки внутренней поверхности по а.с. СССР N 1355469 МКИ B 24 C 3/08, 1/06, публ. 30.11.87, при котором подают внутрь стеклянной колбы пневмовихревым потоком абразивный порошок с дополнительным воздействием на него пневмовихревого потока сжатого воздуха, при давлении 0,3 - 0,6 МПа. Этот способ выбран заявителем в качестве прототипа.
При подаче сжатого воздуха через штуцер к тангенциальным соплам в вихревой камере формируется закрученный пневмовихревой поток, в который подается пневмоабразивная смесь. Закрученный пневмоабразивный поток осуществляет обработку внутренней поверхности стеклянной колбы. В купольной части колбы осуществляется дополнительная раскрутка пневмоабразивного потока частью закрученного потока, выходящего из отверстия кольца.
Отработанная пневмоабразивная смесь устремляется в зону пониженного давления, а далее в циклон для сепарации. Отделенный от воздуха абразив собирается в нижней части циклона, откуда при помощи сжатого воздуха снова подается в вихревую камеру.
Недостатком способа-прототипа является довольно сложное аппаратурное оформление, ведь для осуществления процесса требуется давление сжатого воздуха до 0,6 МПа. Способ этот применим только для небольших конкретных изделий - колб. Для других стеклоизделий нужно либо устройство для перемещения обрабатываемых изделий относительно устройства для обработки, либо само устройство перемещать относительно изделий, что еще более усложняет механическую часть. Серьезным недостатком способа является низкая производительность: за один цикла обрабатывают одно изделие. Кроме того, мелкий абразив под таким давлением истирает патрубки и отверстия сопел и истирается сам. Таким образом, быстро выйдет из строя само устройство.
Заявляемый способ получения матовой поверхности на стеклоизделиях лишен вышеуказанных недостатков и позволяет легко, дешево и быстро получить красивую, однородную матовость. Новый способ включает обработку стеклянной поверхности потоком абразива, но в отличие от прототипа обработку осуществляют в аппарате с псевдоожиженным слоем абразива, в качестве которого используют гранулы оксидов металлов, например оксид алюминия, оксид титана, оксид цинка, оксид кобальта, оксид меди и т.д., а также смеси оксидов металлов. Размер гранул оптимально составляет 1 - 3 мм, скорость псевдоожижения 1,5 - 4 мсек. Пакет гранул оксида металла, обладая кинетической энергией, ударяется о поверхность изделия, механически изменяя микроструктуру стекла. Каждая ударяющаяся частица оставляет на стекле свой след. Образующаяся при истирании гранул пыль окиси металла диффундирует в поверхность стекла и способствует быстрому появлению матовости. Этому способствует и нагрев ожижающего агента до 150-450oC. При рассматривании обработанных стеклоизделий под микроскопом с увеличением в 500 раз заявитель не обнаружил изменения шероховатости поверхности (неровностей, царапин, выколок). Поверхность остается ровной, гладкой, но непрозрачной, а как бы дымчатой, мутной, матовой. При этом в зависимости от цвета оксида металла матовость получается белой, серой, голубой, розовой и т.д. Эта матовость не стирается, не смывается. Она стойка и очень красива. Далее в заявке в качестве примера рассматривается способ получения матовости на стеклоизделиях в аппарате с кипящим слоем алунд. Алунд - это алюминия оксид (глинозем) Al2O3, искусственный корунд, получаемый плавкой бокситов с углем в электрических печах. (см. Химический энциклопедический словарь под ред. Клунянца И.Л. М.: Советская энциклопедия, 1983, с. 29).
Нагрев псевдоожижающего агента (воздуха) в указанных пределах температур исключает попадание в аппарат влаги. Опыты показали, что при влажном воздухе качество матовости получается хуже, чем при сухом. Кроме того, при нагревании воздуха нагреваются и стеклоизделия, что способствует их линейному расширению и улучшению диффузии пыли окиси металла в микротрещины поверхностей и получению матовости.
Наличие отличительных признаков в заявленном изобретении свидетельствует о соответствии его критерию "новизна".
В настоящий заявке выполняется требование единства изобретения, т.к. все признаки относятся к одному объекту - способу получения матовости на стеклоизделиях. Способ соответствует критерию "изобретательский уровень". Из приведенного выше описания уровня техники следует, что заявителем не выявлены источники информации, содержащие сведения об аналогах и технических решениях, имеющих признаки, совпадающие с отличительными от прототипа признаками заявляемого изобретения, и имеющих такие же свойства. Отличительные признаки заявляемого способа не выявлены и в других источниках информации о способах и устройствах для матирования стекла.
Изобретение промышленно применимо, так как способ получения матовой поверхности на стеклоизделиях по всем признакам заявляемой совокупности воспроизводим; ни один его признак, ни весь способ в целом не противоречат использованию его в промышленности с достижением ожидаемого технического результата.
Заявляемая совокупность существенных признаков изобретения совместно с отличительными признаками заявляемого способа находится в прямой причинно-следственной связи с достигаемым техническим результатом - получением ровной однородной матовой поверхности на стеклоизделиях.
Промышленный аппарат для получения матовой поверхности на стеклоизделиях (см. прилагаемый чертеж) содержит корпус 1, люк 2 для загрузки и выгрузки решетчатого поддона со стеклоизделиями 3. Слой 4 гранул алунда размещен на беспровальной решетке 5. Для создания псевдоожиженного слоя алунда служит вентилятор 6, создающий избыточное давление воздуха. Загрузку и выгрузку гранул алунда можно осуществлять через штуцер 7.
Высота слоя алунда должна быть такой, чтобы стеклоизделия были полностью покрыты гранулами.
Аппарат может быть снабжен циклоном 8 для очистки воздуха от избытка пылим алунда, образовавшейся в процессе матирования стеклоизделий 3. Аппарат может быть выполнен многоступенчатым, как показано на чертеже. В этом случае производительность его увеличивается в несколько раз. Живое сечение беспровальных решеток 5 должно составлять 20 - 25%. Расстояние между стеклоизделиями 3 на поддонах должно быть не менее 7 - 10 мм. При этом стеклоизделия могут быть закреплены на решетке с помощью, например, хомутов. Напор вентилятора 6 определяется суммарным сопротивлением беспровальных решеток 5, псевдоожиженного слоя гранул 4 и стеклоизделий 3.
Нагрев псевдоожиженного агента (воздуха) может быть осуществлен с помощью газовой грелки, либо при помощи калорифера (не показан), что менее экономично. Опыты показали, что матовую поверхность можно получить и без нагрева ожижающего агента. Но лучше получается матовость при сухом воздухе. Кроме того, нагрев способствует диффузии мелких частиц алунда в стекло.
Возможны и другие варианты выполнения аппарата.
Способ осуществляют следующим образом.
Обрабатываемые стеклоизделия устанавливают на решетчатый поддон, закрепляют хомутами и загруженный поддон подают через люк 2 в корпус 1 аппарата. Через штуцер 7 (или также через люк 2) производят загрузку аппарата гранулами алунда. Включают вентилятор 6. Слой гранул алунда на решетке 5 приходит в псевдоожиженное состояние и гранулы ударяются о поверхность стеклоизделий, образуя пыль и придавая ей матовость. Воздух из аппарата очищается от пыли окиси алюминия в циклоне 8.
Процесс матирования длится 20 - 30 минут. Затем вентилятор 6 выключают, выгружают стеклоизделия, загружают новую партию их. В случае необходимости досыпают слой гранул алунда в аппарат.
Решетчатый поддон со стеклоизделиями 3 может быть установлен в аппарате в двух положениях. При отключенном вентиляторе 6 он может занимать верхнее зафиксированное положение над слоем 4 алунда. После включения вентилятора 6 и псевдоожижения слоя 4 алунда поддон со стеклоизделиями погружают (опускают) в псевдоожиженный слой и фиксируют в нижнем положении.
Предлагаемый способ нанесения матовости на стеклоизделия в предложенной конструкции аппарата позволяет одновременно обрабатывать несколько тысяч стеклоизделий (например, бутылок). Способ может осуществляться и в других конструкциях аппаратов с псевдоожиженным слоем.
Исследования показали, что при обработке поверхности стекла потоком алунда с размером частиц менее 1 мм матовости не получается. Частиц с размером более 3 мм у заявителя было очень небольшое количество, поэтому испытания их провести не представилось возможности, хотя есть основания утверждать, что матовость получается.
Нагрев воздуха и стеклоизделий до температуры выше 450o удорожает процесс матирования, хотя конечно же не ухудшает качества поверхностей. Ну а при менее 150oC возможно попадание в аппарат влаги.
Скорости псевдоожижения 1,5 - 4 м/сек оптимальны, т.к. при скорости менее 1,5 м/сек получается слабая матовость при длительном процессе матирования. Скорость более 4 м/сек неэкономична.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ И ГИДРОФОБИЗАЦИИ КЕРАМИЧЕСКИХ ГРАНУЛ | 2002 |
|
RU2229458C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОКСИДА НИКЕЛЯ | 1992 |
|
RU2036154C1 |
| Способ обработки внутренней поверхности и устройство для его осуществления | 1986 |
|
SU1355469A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ХЛОРОФОСА | 1996 |
|
RU2134965C1 |
| СПОСОБ НАНЕСЕНИЯ РИСУНКОВ НА ГЛЯНЦЕВУЮ ПОВЕРХНОСТЬ | 2007 |
|
RU2350478C2 |
| СПОСОБ ПРОВЕДЕНИЯ ТЕПЛОМАССООБМЕНА И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2569790C2 |
| СПОСОБ УПРАВЛЕНИЯ РАБОТОЙ РЕАКТОРА ОКСИХЛОРИРОВАНИЯ ЭТИЛЕНА В ПСЕВДООЖИЖЕННОМ СЛОЕ КАТАЛИЗАТОРА | 1999 |
|
RU2157278C1 |
| СПОСОБ МАТИРОВАНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ ИЗ СТЕКЛА | 2021 |
|
RU2770201C1 |
| СПОСОБ ОБРАБОТКИ РАДИОАКТИВНО ЗАРАЖЕННЫХ МЕТАЛЛИЧЕСКИХ И ГРАФИТОВЫХ ОТХОДОВ УРАН-ГРАФИТОВЫХ ЯДЕРНЫХ РЕАКТОРОВ | 2010 |
|
RU2435241C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОЛЕФИНОВЫХ УГЛЕВОДОРОДОВ | 1999 |
|
RU2156233C1 |
Использование: декоративная обработка стекла и стеклоизделий с целью придания им товарного вида. Сущность изобретения: техническая задача изобретения - удешевление и ускорение способа. Способ получения матовой поверхности на стеклоизделиях включает обработку потоком абразива. Обработку поверхности стеклоизделий проводят в псевдоожиженном слое гранул оксидов металлов. Скорость псевдоожижения оптимально составляет 1,5 - 4 м/с, температура ожижающего агента 150 - 450oC. 1 с. и 2 з.п. ф-лы, 1 ил.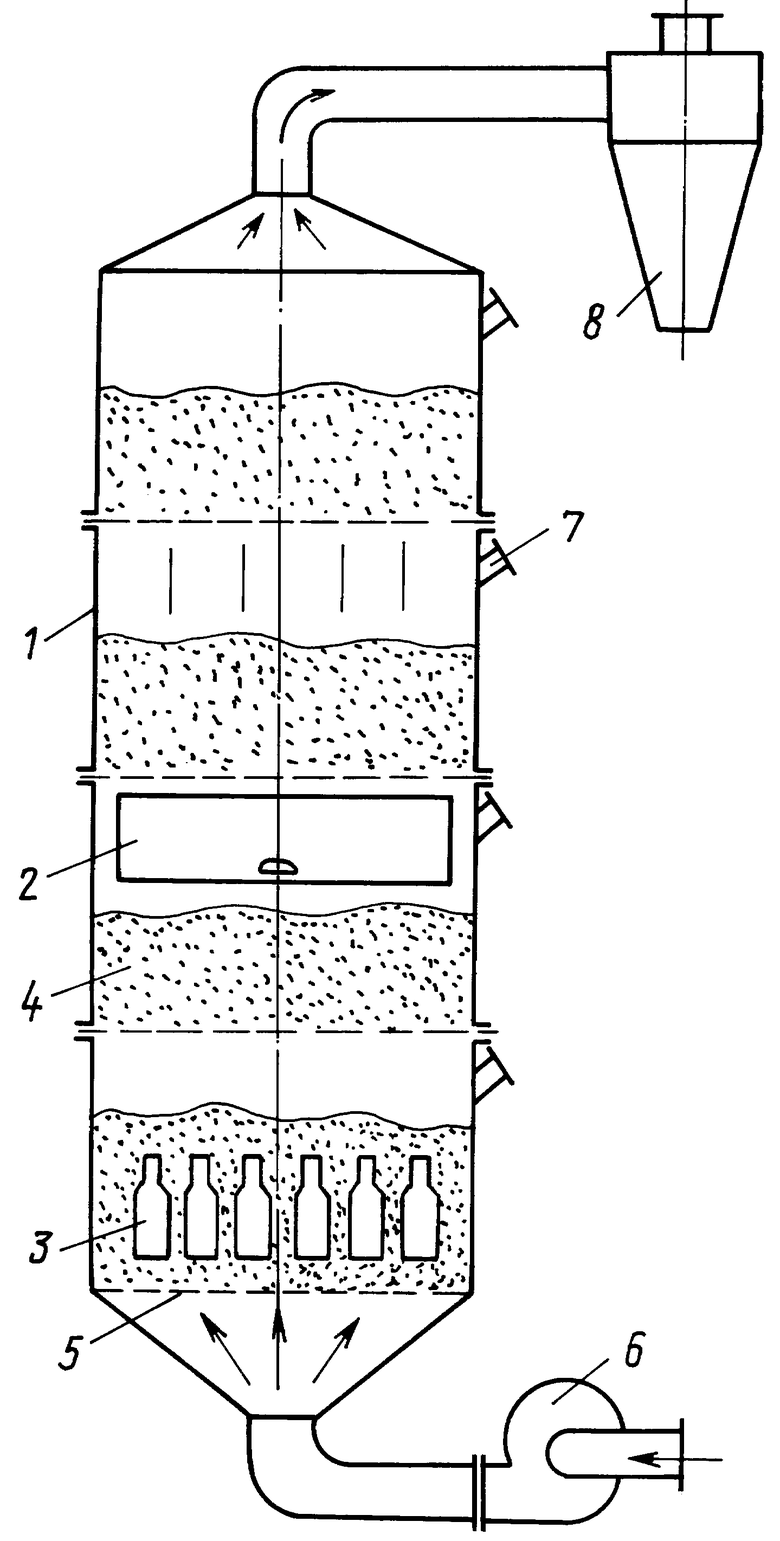
| Способ обработки внутренней поверхности и устройство для его осуществления | 1986 |
|
SU1355469A1 |
| СПОСОБ РЕЗКИ И ОБРАБОТКИ ЭНЕРГЕТИЧЕСКОЙ СТРУЕЙ, НЕСУЩЕЙ АБРАЗИВНЫЙ ПОРОШОК, И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2118587C1 |
| DE 3413576 A1, 24.10.1985 | |||
| US 4960430 A, 02.10.1990 | |||
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ СВОБОДНЫМ АБРАЗИВОМ | 1992 |
|
RU2043910C1 |

