Изобретение относится к обработке деталей свободным абразивом и может быть использовано в различных отраслях машиностроения, например, для подготовки поверхности деталей под окраску.
Известно устройство для обработки малогабаритных деталей свободным абразивом в камере, где в нижней части расположены сопла для подачи сжатого воздуха. Камера снабжена в верхней части отражателем и выполнена в виде эллипсоида, а сопла расположены по окружности.
Данное устройство предназначено только для обработки малогабаритных хрупких изделий.
Наиболее близким по техническому решению к изобретению является способ и устройство для обработки деталей свободным абразивом, по которому деталь помещают в псевдоожиженный слой абразива, сообщают ей возвратно-поступательные перемещения, которые создают направленными потоками струй на обрабатываемую деталь.
Данное устройство имеет следующие недостатки:
односторонние возвратно-поступательные перемещения детали не позволяют равномерно обработать детали сложной формы;
невысокая производительность из-за малого количества одновременно обрабатываемых деталей.
Задачей изобретения является повышение качества обработки и производительности.
Это достигается тем, что державка выполнена в виде карусели, на валу в ступице установлены стержни, на концах которых расположен элемент для крепления обрабатываемой детали и ее вращения, выполненный в виде, например, двух стаканов с лопатками на наружной поверхности и внутренней резьбой для обрабатываемой детали и взаимодействующих между собой.
Для повышения качества очистки воздушно-пылевого потока емкость для жидкости содержит водные растворы солей, например NaCl, Na2CO3 и другие. Повышение качества обработки и производительности обеспечивается вращением державки с деталями и вращением самих деталей вокруг своей оси.
Разделение компонентов отработанного воздушно-пылевого потока обеспечивается водными растворами солей плотностью больше единицы. Так при концентрации NaCl 25 г/л плотность раствора составляет 1,18. Компоненты с меньшей плотностью скапливаются в верхних слоях жидкости, а металлические частицы собираются на дне емкости.
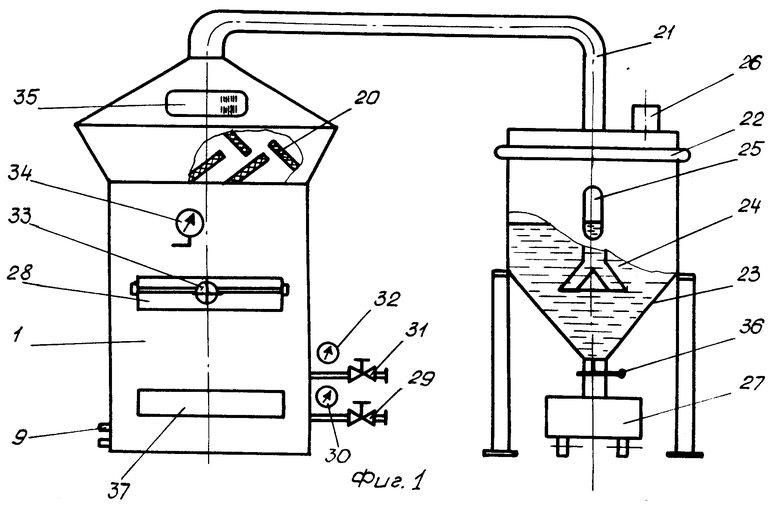
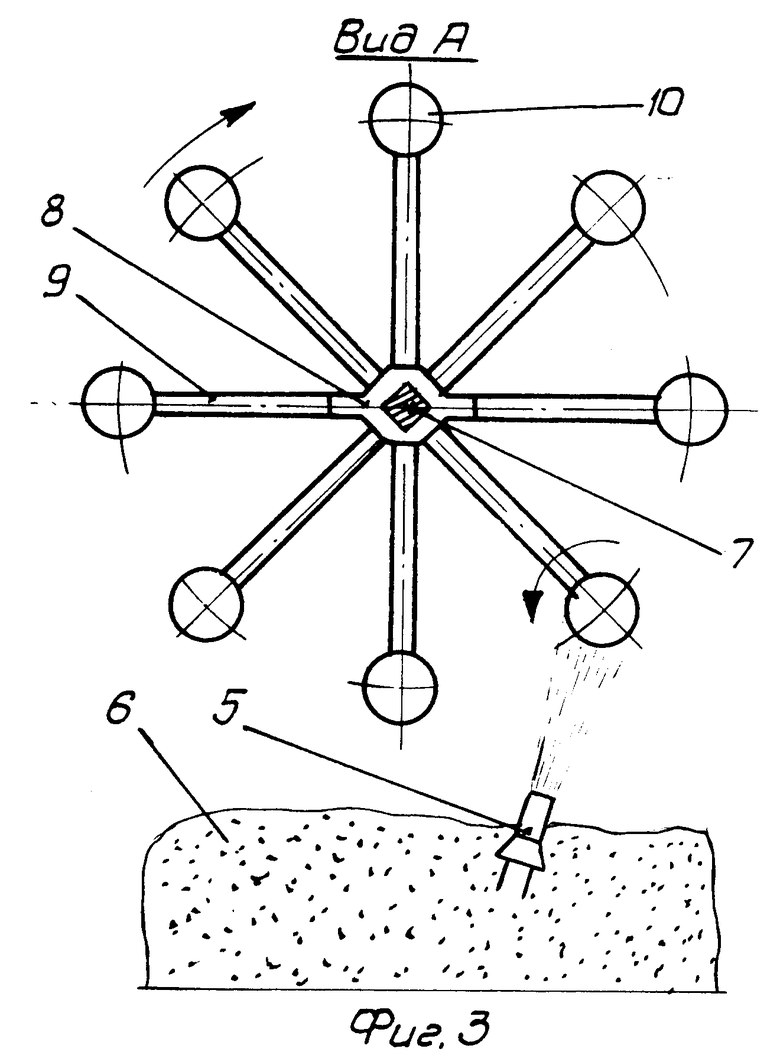
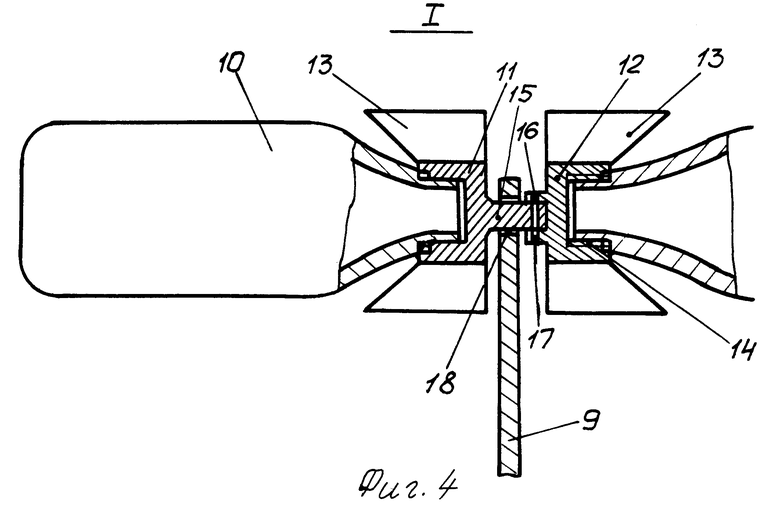
На фиг. 1 представлена установка, общий вид; на фиг.2 державка для крепления и обработки деталей; на фиг.3 вид по стрелке А на фиг.2; на фиг.4 узел I на фиг.2.
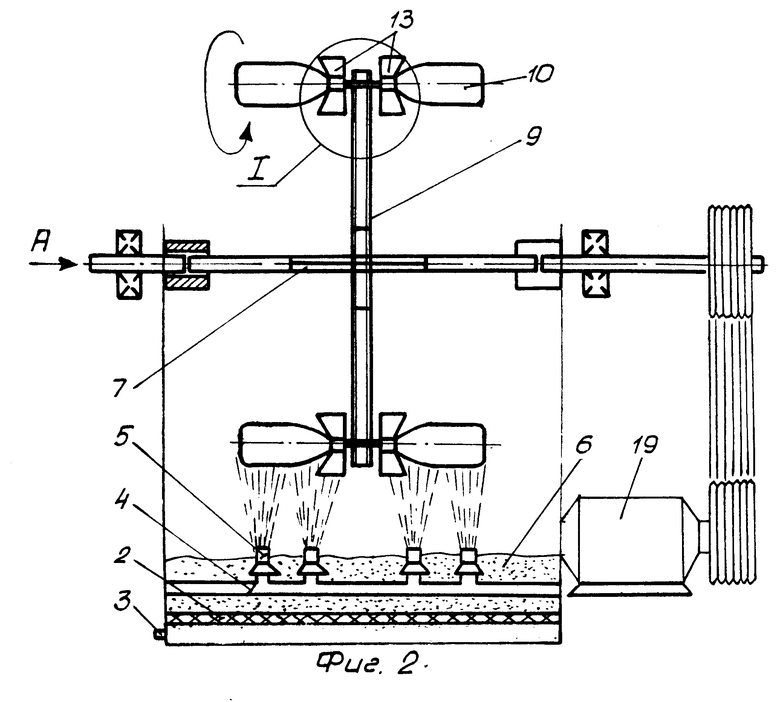
Установка для обработки деталей свободным абразивом содержит рабочую камеру 1, в нижней части которой имеется устройство псевдоожижения, представляющее собой пористую перегородку 2 (фиг.2), например, из войлока, разделяющую камеру на две части, в нижнюю часть из патрубка 3 подается из сети сжатый воздух, а в верхней расположены коллектор 4 с распылительными соплами 5 Лаваля, абразив 6 и державка для крепления и вращения деталей, выполненная в виде карусели, где на валу 7 в ступице 8 установлены стержни 9, на концах которых расположен элемент для крепления обрабатываемой детали 10 и ее вращения, выполненный, например, в виде двух стаканов 11,12 с лопатками 13 на наружной поверхности и внутренней резьбой 14 для обрабатываемой детали, соединенных между собой посредством хвостовика 15 и кольцевого выступа 16 шпонкой 17, где хвостовик 15 входит в отверстие 18 стержня 9. Вращение вала державки осуществляется от привода 19.
Верхняя часть камеры снабжена отражателями 20 и соединена каналом 21 с камерой 22 очистки отработанного воздушно-пылевого потока, содержащей емкость 23 с жидкостью 24 с патрубками входа 25 и выхода 26 отработанного очищенного воздуха. Камера очистки 22 снабжена сборником 27 отходов.
Установка работает следующим образом.
Рабочую камеру 1 заполняют через люк 28 абразивом 6 до уровня распылительных сопл 5. Емкость 23 камеры 22 очистки заполняют жидкостью 24, например насыщенным водным раствором NaCl или Na2CO3, повышающие плотность жидкости, позволяющие разделять компоненты воздушно-пылевого отработанного потока, например металлическую пыль от неметаллической (краски, пластмассы и др.).
Детали 10 вворачивают в стаканы 11,12 державки для крепления деталей (фиг. 2). Открытием крана 29 подают сжатый воздух для псевдоожижения абразива, давление контролируется манометром 30. Открытием крана 31 подается сжатый воздух в распылительные сопла 5. Давление воздуха контролируется манометром 32. Включается привод 19 вращения державки с деталями, например бытовыми сифонами для газированной воды. Абразивная обработка поверхности сифонов под окраску. Количество одновременно обрабатываемых деталей 16, время обработки 5-10 мин, число оборотов державки 10 об/мин. При этом за счет наличия лопаток 13 на стаканах 11,12 детали 10 одновременно вращаются вокруг своей оси, что обеспечивает равномерность съема материала и повышение производительности.
Отработанный воздушно-пылевой поток при встрече с отражателями 20 отделяется от абразива, а наиболее мелкодисперсная его часть с металлической или неметаллической пылью по каналу 21 через патрубок 25 барботирует в жидкость 24, где частицы с малой плотностью собираются на поверхности, а с большой плотностью оседают на дно емкости 23, а очищенный воздух через патрубок 26 поступает в общецеховую вентиляционную систему. По окончании обработки деталей отключается привод 19 вращения державки с деталями, отключается подача сжатого воздуха кранами 29,31, штурвалом 33 открывается люк 28 и производится выгрузка, загрузка деталей. Избыточное давление в камере контролируется манометром 34, а процесс отделения абразива отражателями контролируется визуально через люк 35.
По мере накопления шлама в емкости 23 открывают заслонку 36 и сливают в сборник 27 отходов и отправляют на регенерацию, например, прокаливанием для повторного использования. Выгрузку обработанного абразива проводят через люк 37. Установка отличается простотой исполнения и позволяет за счет вращения державки с деталями и дополнительного вращения каждой обрабатываемой детали вокруг своей продольной оси повысить равномерность обработки поверхности деталей, т.е. качество обработки и производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ И СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2016 |
|
RU2630145C1 |
| Установка для абразивной обработки деталей | 1991 |
|
SU1815194A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ СВОБОДНЫМ АБРАЗИВОМ | 2006 |
|
RU2332288C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ПСЕВДООЖИЖЕННОМ СЛОЕ АБРАЗИВА | 2001 |
|
RU2210484C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ, ТРУБ С ПОМОЩЬЮ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213653C2 |
| УСТАНОВКА ДЛЯ СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2012 |
|
RU2503534C1 |
| Устройство для обработки деталей в свободном абразиве | 1980 |
|
SU867618A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1981 |
|
SU1470492A2 |
| Установка для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1212765A1 |
| Устройство для абразивно-струйной обработки деталей | 1987 |
|
SU1502283A1 |
Использование: в области обработки деталей свободным абразивом, в частности при подготовке поверхности под окраску. Сущность: установка содержит камеру с устройством псевдоожижения абразива и распылительными соплами, державку для деталей, выполненную в виде двух стаканов с лопатками на наружной поверхности и внутренней резьбой, предназначенной для установки детали, при этом стаканы расположены соосно друг другу с возможностью вращения относительно оси ротора и взаимодействия друг с другом посредством хвостовика одного стакана и ответного гнезда другого стакана. 4 ил.
УСТАНОВКА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ СВОБОДНЫМ АБРАЗИВОМ, содержащая камеру с устройством псевдоожижения абразива и распылительными соплами, державку для деталей с элементами крепления, отличающаяся тем, что державка для деталей выполнена в виде ротора, на концах радиальных стержней которого расположены элементы крепления деталей в виде двух стаканов с лопатками на наружной поверхности и внутренней резьбой, предназначенной для установки детали, при этом стаканы расположены соосно друг с другом с возможностью вращения относительно оси, параллельной оси ротора и взаимодействия друг с другом посредством хвостовика одного стакана и ответного гнезда другого стакана.
| Способ обработки деталей свободным абразивом | 1985 |
|
SU1333546A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
