Изобретение относится к гидрометаллургической переработке рудных концентратов, а более конкретно к переработке лопаритового концентрата.
Лопаритовый концентрат является сложным комплексным сырьем, содержащим оксиды большого количества химических элементов. Используемый для переработки лопаритовый концентрат марки КЛ-1 с содержанием лопарита в нем не менее 95% в соответствии с действующими техническими условиями содержит, % вес.:
оксид тантала (Ta2O5) - 0,57
оксид ниобия (Nb2O5 - 8,14
оксид титана (TiO2) - 38,1
оксиды редкоземельных металлов цериевой группы, в основном оксид лантана (La2O3), оксид церия (Ce2O3), оксид празеодима (Pr2O3), оксид неодима (Nd2O3) - 32
оксид натрия (Na2O) - 7,9-9,06
оксид кальция (CaO) - 4,2-5,7
оксид стронция (SrO) - 2,3-3,0
оксид железа (Fe2O3) - 2,0-2,5
оксид кремния (SiO2) - 1,95-2,5
оксид алюминия (Al2O3) - 0,6-0,7
оксид калия (K2O) - 0,26-0,75
оксид фосфора (P2P5) - 0,15-0,22
и источник альфа излучения
оксид тория (ThO2) - 0,54
Из лопаритового концентрата извлекают наиболее ценные оксиды тантала, ниобия, титана, а также менее ценные оксиды редкоземельных металлов. Настоящая заявка касается извлечения оксидов тугоплавких металлов тантала, ниобия и титана.
До настоящего времени были известны и применялись два способа переработки лопаритового концентрата, обеспечивающие получение оксидов тугоплавких металлов, именуемые специалистами хлорной и сернокислотной технологиями.
Однако хлорная технология очень опасна и вредна для обслуживающего персонала, а также окружающей среды из-за применяемого в больших количествах хлора, и поэтому на сегодняшний день она совершенно не приемлема для использования с точки зрения экологической безопасности. По этой причине хлорная технология в данной заявке не рассматривается.
Аналогом заявляемого изобретения является способ получения оксидов тугоплавких металлов путем переработки лопаритового концентрата с использованием концентрированной серной кислоты для вскрытия лопарита (смотри А.Н.Зеликман и др. "Металлургия редких металлов", М., Металлургия, 1991, с.101, 103-105).
Этот способ основан на разложении лопаритового концентрата серной кислотой и разделении ценных составляющих с использованием различий в растворимости двойных сульфатов титана, ниобия и тантала, редкоземельных элементов с сульфатами щелочных металлов или аммония.
Исходный концентрат лопарита измельчают и подвергают классификации. Вскрытие концентрата осуществляют с помощью 95% серной кислоты. В результате вскрытия ниобий и тантал в присутствии больших количеств титана входят в состав двойных сульфатов титана в виде изоморфной примеси. Редкоземельные элементы входят в состав двойных сульфатов РЗЭ - R2 (SO4)3•(NH4)2SO4. Продукт сульфатизации - сульфатный спек -подвергают водному выщелачиванию. В результате этого в твердой фазе остаются двойные сульфаты РЗЭ, а в жидкой фазе остается сернокислый раствор титана, ниобия и тантала. При этом активность, обусловленная наличием в лопарите источника альфа излучения тория Th и мезотория MsTh, разделяется между твердой и жидкой фазами по 50%.
Извлечение окислов тугоплавких металлов из их сернокислого раствора начинается с отделения титана от ниобия и тантала. Для отделения титана от ниобия и тантала используют осаждение сульфатом аммония малорастворимой титановой соли (NH4)2TiO(SO4)2•H2O. В осадок выделяется 70-80% титана от его содержания в растворе. Двойной сульфат титана используют как эффективный дубитель в кожевенной промышленности. Термическим его разложением получают технический диоксид титана. Остающийся после выделения титановой соли раствор, именуемый сернокислый маточник, содержит тантал, ниобий и остатки титана. Этот раствор подвергают фторированию 40% плавиковой кислотой HF. После этого осуществляют фильтрацию раствора для отделения осадка фторидов с активностью (торий Th и мезоторий MsTh).
Затем для извлечения тантала и ниобия осуществляют процесс разделительной экстракции на 100% трибутилфосфате ТБФ. После экстракции трибутилфосфат с танталом и ниобием направляют на поочередную реэкстракцию. В результате этого получают реэкстракты тантала и ниобия в виде фтортанталовых и фторниобиевых растворов, которые подвергаются дальнейшей гидрометаллургической переработке. Для этого регенераты тантала и ниобия обрабатывают аммиаком, в результате чего получают гидроокиси тантала и ниобия Та(ОН)5 и Ni(OH)5. Гидроокиси подвергают последовательной отмывке, сушке и прокалке, в результате чего получают готовый продукт - пятиокиси тантала и ниобия Ta2O5 и Ni2O5.
Для обеспечения возможности последующего извлечения редкоземельных металлов осуществляют дополнительный самостоятельный технологический цикл конверсии двойных сульфатов РЗЭ в карбонаты, который не является предметом настоящей заявки и поэтому в данной заявке не рассматривается. Оставшийся после извлечения окислов тугоплавких металлов рафинат подвергают переработке для обезвреживания и утилизации. Нейтрализованный рафинат подвергают фильтрации, в результате чего отделяют кек, содержащий Ti(OH)4, CaF2, CaO. Кек подвергают захоронению на шламохранилище. Фильтрат с концентрацией (NH4)2SO4= 300 г/л упаривают и утилизируют в виде малоценного сульфата аммония, применяемого в качестве азотного удобрения.
В данном способе получения окислов тугоплавких металлов из лопаритового концентрата для вскрытия концентрата используется более безопасный для окружающей среды химический реагент по сравнению с хлорной технологией. Однако данный способ обладает рядом существенных недостатков. Основным из них являются значительные потери окислов тугоплавких металлов в процессе их извлечения. Это объясняется тем, что сразу же на первом этапе - вскрытии концентрата - происходит вскрытие и высвобождение этих наиболее ценных компонентов, которые переходят в сернокислый раствор и распределяются среди менее ценных компонентов, находящихся в твердой фазе. В результате этого приходится отделять от наиболее ценных компонентов менее ценные двойные сульфаты РЗЭ, с которыми уходит в различных формах до 25-30% тантала и ниобия. Для возвращения тантала и ниобия приходится осуществлять дополнительную переработку отвального кека, остающегося после переработки двойных сульфатов РЗЭ. Кроме того, происходят безвозвратные потери тантала и ниобия с кристаллами титановой соли при ее высаливании из сернокислого раствора тантала, ниобия и титана. Применение в качестве экстрагента трибутилфосфата делает процесс извлечения окислов тантала и ниобия из их фторидных растворов длительным и трудоемким. Выделение титана из сульфатных растворов в виде двойной титановой соли приводит к большим потерям титана ввиду значительной растворимости титановой соли в этих условиях. В связи с этим сквозное извлечение титана в готовую продукцию составляет не более 72%. Извлекаемые этим способом окислы тугоплавких металлов имеют повышенную активность вследствие перехода в их сернокислый раствор порядка 50% исходной активности. Кроме всего этого, дефицитная и дорогостоящая плавиковая кислота, используемая для сульфатно-фторидной экстракции тантала и ниобия, в данном способе не утилизируется, т.к. концентрация фтора в рафинате после экстракции составляет всего 25-30 г/л, что делает утилизацию экономически нецелесообразной. При реализации способа имеется большой расход серной кислоты, т.к. кислота из рафинатов не извлекается, а только утилизируется в виде малоценного сульфата аммония. Все это делает способ сложным, малоэффективным и экономически невыгодным.
Более эффективным является способ получения окислов тугоплавких металлов из лопаритового концентрата по патенту России N 2149912 от 27.12.99 по М.Кл7 С 22 В 34/24, который был разработан заявителями и является прототипом заявляемого изобретения. В соответствии с этим способом концентрат лопарита измельчается до крупности по меньшей мере 95% частиц не более 0,075 мм мокрым помолом с классификацией частиц и сгущением пульпы лопаритового концентрата. Затем осуществляют азотнокислотное вскрытие пульпы лопарита при атмосферном давлении азотной кислотой HNO3 с концентрацией С=650-700 г/л при температуре t=115-118oC. Поскольку процесс азотнокислотного вскрытия пульпы подробно рассмотрен в ранее поданной заявке этого же заявителя, в данной заявке он раскрывается в обобщенном виде. После азотнокислотного вскрытия получают пульпу вскрытия - азотнокислую пульпу гидратного кека окислов тугоплавких металлов (ОТМ). В результате вскрытия в раствор перешли все окислы редкоземельных металлов, превратившись в растворимую форму нитратов редкоземельных элементов R(NO3)3. Одновременно в процессе вскрытия под воздействием азотной кислоты в раствор перешли в форме нитратов и все примеси лопарита, включая источник альфа активности оксид тория и мезоторий. Наиболее ценные из выделяемых компонентов лопарита - оксиды тантала, ниобия и титана - практически не растворяются азотной кислотой и поэтому полностью, на 100%, остаются в твердой части пульпы, превратившись в гидратированные окислы тугоплавких металлов - гидратный кек окислов тугоплавких металлов. При этом в кеке эти компоненты находятся в смеси, аналогично тому, как они находились в лопарите. Таким образом, в результате вскрытия лопаритового концентрата азотной кислотой происходит полное однократное отделение наиболее ценных компонентов (тантала, ниобия), остающихся в гидратном кеке без каких-либо потерь, от менее ценных компонентов, перешедших в раствор. При этом гидратный кек практически свободен от радиоактивности, т.к. ~95% оксида тория и мезотория находится в азотнокислом растворе нитратов РЗЭ и примесей и поэтому при дальнейшей переработке не требуется специального процесса дезактивации кека ОТМ. Затем азотнокислую пульпу гидратного кека разбавляют водой в 1,5-2,0 раза и охлаждают. После охлаждения осуществляют фильтрацию раствора азотнокислой пульпы гидратного кека и последующую его отмывку от азотнокислых растворов нитратов редкоземельных элементов и примесей. В результате отмывки получают чистый гидратный кек ОТМ в виде пульпы с концентрацией нитратов NO3-2 г/л и концентрацией твердого Ств = 150-200 г/л. Чистый гидратный кек является исходным продуктом для последующего получения из него оксидов тугоплавких металлов, которые полностью остались в нем.
Извлечение окислов тугоплавких металлов из пульпы чистого гидратного кека осуществляют его фторированием плавиковой кислотой с концентрацией по меньшей мере 40% или более по HF. Фторирование идет с большим выделением тепла. Для снижения температуры отвод тепла из реакционной емкости осуществляют водой, пропускаемой через змеевик. После растворения фторидную пульпу подвергают отстаиванию и фильтрации для удаления из фторидного раствора тантала, ниобия и титана нерастворенной части кека ОТМ, состоящей в основном из фторидов РЗЭ, кальция и кремния. Количество осадка не превышает 10% от исходной массы гидратного кека. Осадок отдувают на фильтре от влаги воздухом. Осадок распульповывают известковым молоком, в результате чего фтор переходит в нерастворимый осадок, и откачивают на шламонакопитель.
Чистый фторидный раствор тантала, ниобия и титана направляют на экстракцию тантала и ниобия с помощью 100% октилового спирта, известного также под названиями октанол-1,1-оксиоктан или октанол. Октанол, насыщенный танталом и ниобием, направляют на 2-х контурную поочередную реэкстракцию (смыв с октанола) ниобия и тантала с помощью чистой воды. В результате этого получают фторниобиевый и фтортанталовый реэкстракты в виде чистой фторниобиевой кислоты HNbF6 и фтортанталовой кислоты HTaF6, а также фтортитановый рафинат в виде фтортитановой кислоты.
Экстрагированные с помощью октанола чистые фторниобиевая и фторанталовая кислоты далее подвергают высокотемпературному пиролизу при температуре 600-650oC, в результате чего получают оксиды (пятиокиси) тантала и ниобия Ta2O5 и Nb2O5, являющиеся готовым продуктом.
Применение высокотемпературного пиролиза в способе стало возможным благодаря использованию в качестве экстрагента октанола, реэкстрагентом для которого является чистая вода.
В данном способе процент извлечения оксидов тантала и ниобия из лопаритового концентрата достигает по меньшей мере 95%, и они практически полностью лишены радиоактивности, т.к. не содержат тория Th и мезотория MsTh. Это объясняется тем, что порядка 5% радиоактивности, переходящие в гидратный кек при вскрытии лопаритового концентрата азотной кислотой, остаются связанными в осадке, остающемся от кека после его растворения плавиковой кислотой. Такой готовый продукт является особо ценным исходным продуктом для металлургии, электроники и технологии полупроводников.
После извлечения тантала и ниобия рафинат подвергают переработке с целью извлечения оставшейся двуоокиси титана. Практически весь титан присутствует в рафинате в виде фтор-титановой кислоты H2TiF6. Перед переработкой рафинат упаривают в 1,5-2,0 до возрастания концентрации TiO2 до С = 350-400 г/л. Переработка рафината заключается в высокотемпературном пиролизе упаренной фтор-титановой кислоты при температуре 600-650oC. В результате пиролиза получают диоксид титана. При необходимости его можно дополнительно прокалить при температуре t = 900-950oC и за счет этого перевести его в рутильную форму, которая предпочтительна для применения в качестве пигмента в лакокрасочной промышленности. Способ обеспечивает высокую степень выделения титана в готовую продукцию. При этом сквозное извлечение титана составляет не менее 98%.
Высокотемпературный пиролиз осуществляют в известных башенных форсуночных печах пиролиза, работающих на природном газе или мазуте. Подвергающиеся пиролизу концентрированные фтортанталовая, фторниобиевая и фтортитановая кислоты распыляют форсунками в верхних частях печей. Окислы тугоплавких металлов, образующиеся в результате пиролиза, удаляют с пода печей. Горячие газообразные продукты пиролиза, содержащие фтористый водород HF, направляют из верхних частей печей сначала на очистку от твердых продуктов пиролиза в циклонах, а затем на охлаждение и абсорбцию HF чистой водой. В результате этого получают 40% плавиковую кислоту, которую возвращают в оборот на растворение гидратного кека.
Благодаря такому решению в гидратном кеке сосредоточены практически все 100% извлекаемых окислов тугоплавких металлов. Способ обеспечивает полное без потерь их извлечение в готовый продукт. Реэкстракция тантала и ниобия с октанолового спирта, осуществляемая чистой водой, обеспечивает получение реэкстрактов в виде чистых (без вредных примесей) фтортанталовой и фторниобиевой кислот, каждая из которых, так же как и рафинат, содержащий фтортитановую кислоту, подвергаются высокотемпературному пиролизу. Вследствие пиролиза происходит одновременное получение чистых окислов тугоплавких металлов и выделение вместе с газообразными продуктами пиролиза фтористого водорода HF, который легко абсорбируется водой, превращаясь в плавиковую кислоту, возвращаемую в оборот. Это позволяет утилизировать до 98% дорогостоящей плавиковой кислоты, применяемой в технологическом цикле. Все это обеспечивает существенное по сравнению с сернокислотной технологией упрощение способа, повышение его эффективности и экономичности.
Однако при всех преимуществах данного способа ему присущ ряд недостатков, обусловленных применением для фторирования пульпы гидратного кека плавиковой кислоты. При фторировании пульпы гидратного кека плавиковой кислотой с концентрацией по HF 40% и выше вынуждены отводить из реакционной емкости через охлаждаемые водой змеевики большое количество тепла, которое безвозвратно теряется. Материал реакционной емкости и охлаждающего оборудования должен обладать высокой коррозионной стойкостью из-за избытка фтора при повышенной температуре. Это существенно усложняет и удорожает апаратурное оснащение, применяемое при фторировании пульпы гидратного кека плавиковой кислотой. При этом сам процесс фторирования организовывается в периодическом режиме для обеспечения перевода в раствор извлекаемых ценных компонентов (Та, Ni, Ti) без потери их с нерастворенным остатком. Образующаяся после фторирования пульпа плохо фильтруется и имеет скорость фильтрации всего от 0,07 до 0,113 м3/м2час. Из-за высокой концентрации фтор-иона во фторирующем агенте получаемые фторидные соединения тантала, ниобия и титана загрязняются примесями (железо, кремний, натрий и пр.). Использование плавиковой кислоты приводит к разбавлению получаемых фторидных растворов по ценным компонентам в 1,6 раза, что создает трудности для последующей их экстракции из-за большого объема водной фазы. Для получения плавиковой кислоты на узле ее утилизации осуществляют абсорбцию водой паров фтористого водорода из газообразных продуктов пиролиза, что дополнительно усложняет аппаратурное оснащение способа и сам способ.
В основу настоящего изобретения была положена задача разработать способ получения окислов тугоплавких металлов из лопаритового концентрата, в котором фторирование пульпы гидратного кека осуществлялось бы таким реагентом и протекало при таких условиях, чтобы обеспечивалось упрощение способа, повышение его эффективности и экономичности.
Поставленная задача решается тем, что в способе получения окислов тугоплавких металлов из лопаритового концентрата, включающем измельчение концентрата и вскрытие концентрированной азотной кислотой при атмосферном давлении и температуре свыше 100oC с получением пульпы гидратного кека окислов тугоплавких металлов, последующее ее фторирование для получения фторидного раствора тантала, ниобия и титана, экстрагирование из раствора с помощью октилового спирта с последующей реэкстракцией водой фтортанталовой и фторниобиевой кислот, упарку остающейся фтортитановой кислоты, а также извлечение окислов тантала и ниобия из фтортанталовой и фторниобиевой кислот и диоксида титана из фтортитановой кислоты путем высокотемпературного пиролиза кислот при температуре 600-650oC, новым является то, что фторирование пульпы гидратного кека осуществляют путем абсорбции пульпой газообразного фтористого водорода из топочных газов, образующихся в результате высокотемпературного пиролиза фтортанталовой, фторниобиевой и фтортитановой кислот, для чего топочные газы и пульпу гидратного кека направляют в противотоке друг другу в режиме рециркуляции пульпы.
Благодаря такому решению прежде всего обеспечивается очистка от газообразного фтористого водорода топочных газов, отходящих от печей пиролиза, что исключает необходимость в узле утилизации газообразного фтористого водорода по сравнению со способом-прототипом. Выделяющееся при фторировании пульпы гидратного кека фтористым водородом тепло не надо отводить, т.к. оно будет использоваться на испарение воды, т. е. на концентрирование фтористого раствора по ценным компонентам (Та, Nb, Ti). При фторировании пульпы гидратного кека газообразным фтористым водородом в раствор в первую очередь переходят ценные компоненты. Образующиеся при этом более чистые фторидные растворы при последующей экстрации дадут более чистую готовую продукцию. Концентрация газообразного фтористого водорода в топочных газах мала, что создает щадящие коррозионные условия для работы оборудования. При фторировании газообразным фтористым водородом отсутствует разбавление получаемого фторидного раствора водой, что повышает концентрацию в нем извлекаемых далее ценных компонентов. Вследствие всего этого и достигается упрощение способа, повышение его эффективности и экономичности.
Заявляемый способ получения окислов тугоплавких металлов из лопаритового концентрата является усовершенствованием способа-прототипа того же заявителя и отличается от него только видом реагента применяемого для фторирования гидратного кека и процессом утилизации фтористого водорода из газообразных продуктов пиролиза. Заявляемый способ осуществляется следующим образом.
Исходный концентрат лопарита измельчается до крупности по меньшей мере 95% частиц не более 0,075 мм мокрым помолом с классификацией частиц и сгущением пульпы лопаритового концентрата. Затем осуществляют азотнокислотное вскрытие пульпы лопарита при атмосферном давлении азотной кислотой HNO3 с концентрацией С = 650-700 г/л при температуре t = 115-118oC. Поскольку процесс азотнокислотного вскрытия пульпы подробно рассмотрен в ранее поданной заявке этого же заявителя, в данной заявке он раскрывается в обобщенном виде.
После азотнокислотного вскрытия получают пульпу вскрытия - азотнокислую пульпу гидратного кека окислов тугоплавких металлов (ОТМ). В результате вскрытия в раствор перешли все окислы редко земельных металлов, превратившись в растворимую форму нитратов редкоземельных элементов R(NO3 3). Одновременно в процессе вскрытия под воздействием азотной кислоты в раствор перешли в форме нитратов и все примеси лопарита, включая источник альфа активности оксид тория и мезоторий.
Наиболее ценные из выделяемых компонентов лопарита - оксиды тантала, ниобия и титана - практически не растворяются азотной кислотой и поэтому полностью, на 100%, остаются в твердой части пульпы, превратившись в гидратированные окислы тугоплавких металлов - гидратный кек окислов тугоплавких металлов. При этом в кеке эти компоненты находятся в смеси, аналогично тому, как они находились в лопарите. Таким образом, в результате вскрытия лопаритового концентрата азотной кислотой происходит полное однократное отделение наиболее ценных компонентов (тантала, ниобия), остающихся в гидратном кеке без каких-либо потерь, от менее ценных компонентов, перешедших в раствор. При этом гидратный кек практически свободен от радиоактивности, т.к. ~95% оксида тория и мезотория находится в азотнокислом растворе нитратов РЗЭ и примесей и поэтому при дальнейшей переработке не требуется специального процесса дезактивации кека ОТМ.
Затем азотнокислую пульпу гидратного кека разбавляют оборотным раствором в 1,5-2,0 раза и охлаждают. После охлаждения осуществляют фильтрацию раствора азотнокислой пульпы гидратного кека и последующую его отмывку от азотнокислых растворов нитратов редкоземельных элементов и примесей. В результате отмывки получают чистый гидратный кек ОТМ в виде пульпы с концентрацией нитратов NO3 ~ 2 г/л и концентрацией твердого Ств = 150 - 200 г/л. Чистый гидратный кек является исходным продуктом для последующего получения из него оксидов тугоплавких металлов, которые полностью остались в нем. Таким образом, процесс вскрытия лопаритового концентрата в заявляемом способе полностью совпадает с этим этапом в способе-прототипе.
Для извлечения окислов тугоплавких металлов из пульпы чистого гидратного кека осуществляют ее фторирование с помощью газообразного фтористого водорода, содержащегося в объединенных топочных газах, отходящих из печей пиролиза фторниобиевых, фтортанталовых и фтортитановых растворов. Фторирование осуществляется в процессе абсорции в тарельчатых абсорберах, орошаемых пульпой гидратного кека (концентрация порядка 600 г/л по твердому) в режиме рециркуляции пульпы, при противотоке газа и орошающей пульпы в целом по узлу абсорбции, без отвода тепла. Фторирование пульпы гидратного кека газообразным фтористым водородом в режиме абсобции имеет ряд следующих неоспоримых преимуществ.
Прежде всего это обеспечивает очистку от газообразного фтористого водорода топочных газов, отходящих от печей пиролиза, что исключает необходимость в узле утилизации газообразного фтористого водорода по сравнению со способом-прототипом.
Выделяющееся при фторировании пульпы гидратного кека фтористым водородом тепло (260 ккал на 1 кг кека) не надо отводить, т.к. оно будет использоваться на испарение воды, т.е. на концентрирование фторидного раствора по ценным компонентам (Та, Nb, Ti). Это возможно вследствие того, что при фторировании в режиме абсорбции в орошаемом колонном аппарате поверхность контакта фаз газ-жидкость огромна.
При фторировании пульпы гидратного кека газообразным фтористым водородом в раствор в первую очередь переходят ценные компоненты, а примеси могут попасть в раствор только при избытке фтористого водорода, что практически не происходит. Образующиеся при этом более чистые фторидные растворы при последующей экстрации дадут более чистую готовую продукцию.
Концентрация газообразного фтористого водорода в топочных газах мала, что создает щадящие коррозионные условия для работы оборудования.
При фторировании газообразным фтористым водородом отсутствует разбавление получаемого фторидного раствора водой, что повышает концентрацию в нем извлекаемых далее ценных компонентов.
Сам процесс фторирования в отличие от прототипа может протекать в непрерывном режиме, т. к. фторсодержащие топочные газы отводятся от печей пиролиза газов непрерывно в течение суток.
Далее процесс протекает аналогично тому, как и в способе прототипе. После фторирования пульпу подвергают фильтрации для удаления из фторидного раствора тантала, ниобия и титана нерастворенной части кека ОТМ, состоящей в основном из фторидов РЗЭ, кальция и кремния. Осадок отдувают на фильтре от влаги воздухом. Осадок распульповывают известковым молоком, в результате чего фтор переходит в нерастворимый осадок, и откачивают на шламонакопитель. Чистый фторидный раствор тантала, ниобия и титана направляют на экстракцию тантала и ниобия с помощью 100% октилового спирта, известного также под названиями октанол-1,1-оксиоктан или октанол. При этом фтор-титановая кислота H2TiF6 способствует переходу фторидных соединений тантала и ниобия в октанол. Октанол, насыщенный танталом и ниобием, направляют на 2-х контурную поочередную реэкстракцию (смыв с октанола) ниобия и тантала с помощью чистой воды. В результате этого получают фторниобиевый и фтортанталовый реэкстракты в виде чистой фторниобиевой кислоты HNbF6 и фтортанталовой кислоты HNaF6, а также фтортитановый рафинат в виде фтортитановой кислоты.
Экстрагированные с помощью октанола чистые фторниобиевая и фтортанталовая кислоты далее подвергают высокотемпературному пиролизу при температуре 600-650oC, в результате чего получают оксиды (пятиокиси) тантала и ниобия Ta2O5 и Nb2O5, являющиеся готовым продуктом, получаемым в результате реализации заявляемого способа. В заявляемом способе процент извлечения оксидов тантала и ниобия из лопаритового концентрата достигает по меньшей мере 95%, и они практически полностью лишены радиоактивности, т.к. не содержат тория Th и мезотория MsTh. Это объясняется тем, что порядка 5% радиоактивности, переходящие в гидратный кек при вскрытии лопаритового концентрата азотной кислотой, остаются связанными в осадке, остающемся от кека после его фторирования фтористым водородом. Такой готовый продукт является особо ценным исходным продуктом для металлургии, электроники и технологии полупроводников.
Фтортитановый рафинат подвергают переработке с целью извлечения оставшейся двуоокиси титана. Практически весь титан присутствует в рафинате в виде фтор-титановой кислоты H2TiF6. Перед переработкой рафинат упаривают в 1,5-2,0 до возрастания концентрации TiO2 до С = 350-400 г/л. Упаренную фтор-титановую кислоту так же, как фторниобиевую и фтортанталовую кислоты, подвергают высокотемпературному пиролизу при температуре 600-650oC. В результате пиролиза получают диоксид титана. При необходимости его можно дополнительно прокалить при температуре t = 900-950oC и за счет этого перевести его в рутильную форму, которая предпочтительна для применения в качестве пигмента в лакокрасочной промышленности. Заявляемый способ обеспечивает высокую степень выделения титана в готовую продукцию. При этом сквозное извлечение титана составляет не менее 98%.
Высокотемпературный пиролиз осуществляют в известных башенных форсуночных печах пиролиза, работающих на природном газе, пропане или мазуте. Подвергающиеся пиролизу концентрированные фтортанталовая, фторниобиевая и фтортитановая кислоты распыляют форсунками в верхних частях печей. Окислы тугоплавких металлов, образующиеся в результате пиролиза, удаляют с пода печей. Горячие газообразные продукты пиролиза, содержащие фтористый водород HF, направляют из верхних частей печей сначала на очистку от твердых продуктов пиролиза в циклонах, а затем на абсорбцию газообразного фтористого водорода пульпой гидратного кека окислов тугоплавких металлов. В результате хемосорбции фтористого водорода, содержащегося в газах пиролиза, пульпой гидратного кека, получают практически чистый, без фтористого водорода отходящий газ и профторированную пульпу гидратного кека окислов тугоплавких металлов. В раствор перешел весь тантал, ниобий, титан и некоторые примеси, а в твердом остались нерастворимые фториды примесей и редкоземельные элементы.
Благодаря применению процесса пиролиза регенерация фтористого водорода и возвращение его в технологию осуществляется без использования каких-либо химических реагентов, а последующая абсорбция фтористого водорода по механизму хемосорбции совмещается с параллельно идущими процессами фторирования пульпы гидратного кека и упарки образующегося фторидного раствора Та, Nb, Ti, что очень выгодно для последующей экстракции. При этом возвращаемый в оборот фтористый водород составляет до 98% от общего количества HF, применяемого в технологии.
Ниже заявляемый способ иллюстрируется конкретным примером его осуществления.
Переработали способом азотнокислого вскрытия 1000 кг лопаритового концентрата марки КЛ-1 указанного выше состава.
Вскрытие концентрата осуществляли при следующих условиях.
1. После исходного мокрого помола концентрата > 95% частиц имеют крупность не более 0,074 мм.
2. Содержание твердого в пульпе вскрытия - 600 г/л.
3. Исходная концентрация азотной кислоты - 700 г/л.
4. Температура вскрытия - 115-118oC.
5. Время вскрытия - 40 часов.
6. Интенсивное перемешивание механической мешалкой (число оборотов n= 200-220 об/мин).
На вскрытие лопаритового концентрата было израсходовано.
1. Азотной кислоты 70% - 1440 кг.
2. Технической воды - 400 кг.
3. Греющего пара (глухого) - 550 кг.
4. Воды на отмывку гидратного кека ОТМ - 3000 кг.
В результате азотнокислой переработки достигнуто вскрытие лопаритового концентрата (по сумме редкоземельных элементов) - 95%.
Получено отмытого гидратного кека ОТМ - 575 кг (по сухому) следующего состава, %:
Та2O5 - 0,99
Nb2O5 - 14,5
TiO2 - 66,2
сумма оксидов РЗЭ - 2,78
ThO2 - 0,05
CaО - 0,4
Na2O - 0,75
Fe2O3 - 0,35
SiO2 - 3,5
NO3 - 0,1
Дезактивированные нитратные растворы РЗЭ перерабатывались по традиционной экстракционной технологии.
Отмытый гидратный кек в виде пульпы с содержанием по твердому ~ 800 г/л перерабатывали по фторидной технологии, т.е. фторировали газообразным фтористым водородом. Затем отфильтрованный фторидный раствор подавали на экстракционный передел с получением пятиокисей тантала и ниобия. Остающийся рафинат перерабатывались с получением диоксида титана. Утилизированный после пиролиза фтористый водород возвращался на фторирование пульпы гидратного кека.
В результате переработки 575 кг гидратного кека по заявляемой фторидной технологии было получено:
- пятиокиси тантала - 5,407 кг; сквозное извлечение - 95,0% по Ta2O5;
- пятиокиси ниобия - 79,2 кг; сквозное извлечение - 95,0% по Nb2O5;
- диоксида титана - 373 кг; сквозное извлечение - 98,0% по TiO2.
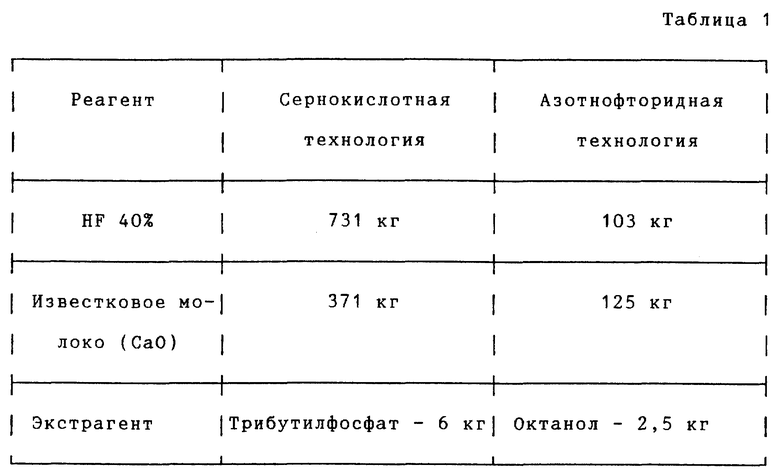
Расход реагентов на получение данной продукции в соответствии с заявляемым способом по сравнению с сернокислотной технологией представлен в таблице 1.
Из приведенных конкретных примеров осуществления заявляемого изобретения для любого специалиста в данной области совершенно очевидна возможность его реализации с одновременным решением поставленной задачи. При этом также очевидно, что при реализации изобретения могут быть сделаны незначительные изменения, которые, однако, не будут выходить за пределы изобретения, определяемые приводимой ниже формулы изобретения.
Заявляемый способ получения окислов тугоплавких металлов из лопаритового концентрата обеспечивает полное однократное отделение наиболее ценных компонентов тантала, ниобия и титана от менее ценных компонентов и примесей. При этом наиболее ценные компоненты извлекаются практически без потерь и абсолютно чистыми от радиоактивности. Способ имеет высокую экономическую эффективность, т.к. особо экологически вредный фтористый водород практически полностью регенерируется после использования и возвращается в оборот. Способ значительно проще в аппаратурном оформлении по сравнению со способом-прототипом и легко поддается полной автоматизации ввиду практической непрерывности процесса. Способ создает более щадящие (менее коррозионные) условия для работы оборудования. Уменьшает затраты и трудоемкость на поддержание оборудования в рабочем состоянии, а также количество обслуживающего персонала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОКИСЛОВ ТУГОПЛАВКИХ МЕТАЛЛОВ ИЗ ЛОПАРИТОВОГО КОНЦЕНТРАТА | 1999 |
|
RU2149912C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКИСЛОВ ТУГОПЛАВКИХ МЕТАЛЛОВ ИЗ ЛОПАРИТОВОГО КОНЦЕНТРАТА | 1999 |
|
RU2147621C1 |
| СПОСОБ ПЕРЕРАБОТКИ ЛОПАРИТОВОГО КОНЦЕНТРАТА | 1999 |
|
RU2145980C1 |
| СПОСОБ ПЕРЕРАБОТКИ ЛОПАРИТОВОГО КОНЦЕНТРАТА | 2000 |
|
RU2171303C1 |
| СПОСОБ ПЕРЕРАБОТКИ ЛОПАРИТОВОГО КОНЦЕНТРАТА | 2000 |
|
RU2168556C1 |
| СПОСОБ ОБРАБОТКИ СМЕСИ ОКСИДОВ НИОБИЯ И/ИЛИ ТАНТАЛА И ТИТАНА | 2012 |
|
RU2507281C1 |
| СПОСОБ ПЕРЕРАБОТКИ ЛОПАРИТОВОГО КОНЦЕНТРАТА | 2001 |
|
RU2211871C1 |
| СПОСОБ ПЕРЕРАБОТКИ КОЛУМБИТОВОГО КОНЦЕНТРАТА | 2014 |
|
RU2576562C1 |
| СПОСОБ ПЕРЕРАБОТКИ ЛОПАРИТОВОГО КОНЦЕНТРАТА | 2001 |
|
RU2211870C1 |
| СПОСОБ ПЕРЕРАБОТКИ КОМПЛЕКСНОЙ РУДЫ, СОДЕРЖАЩЕЙ В КАЧЕСТВЕ ОСНОВНЫХ КОМПОНЕНТОВ НИОБИЙ И РЕДКОЗЕМЕЛЬНЫЕ ЭЛЕМЕНТЫ | 2020 |
|
RU2765647C2 |
Изобретение относится к способу получения окислов тугоплавких металлов из лопаритового концентрата. Он включает измельчение концентрата и вскрытие концентрированной азотной кислотой при атмосферном давлении и температуре свыше 100oC с получением пульпы гидратного кека окислов тугоплавких металлов, последующее ее фторирование для получения фторидного раствора тантала, ниобия и титана. Экстрагирование из раствора ведут с помощью октилового спирта с последующей реэкстракцией водой фтортанталовой и фторниобиевой кислот, упарку остающейся фтортитановой кислоты. Извлечение окислов тантала и ниобия из фтортанталовой и фторниобиевой кислот и диоксида титана из фтортитановой кислоты ведут путем высокотемпературного пиролиза кислот при 600 - 650oC. Фторирование пульпы гидратного кека осуществляют путем абсорбции пульпой газообразного фтористого водорода из топочных газов, образующихся в результате высокотемпературного пиролиза фтортанталовой, фторниобиевой и фтортитановой кислот, для чего топочные газы и пульпу гидратного кека направляют в противотоке друг другу в режиме рециркуляции пульпы. Техническим результатом является упрощение способа, повышение его эффективности и экономичности. 1 табл.
Способ получения окислов тугоплавких металлов из лопаритового концентрата, включающий измельчение концентрата и вскрытие концентрированной азотной кислотой при атмосферном давлении и температуре свыше 100oC с получением пульпы гидратного кека окислов тугоплавких металлов, последующее ее фторирование для получения фторидного раствора тантала, ниобия и титана, экстрагирование из раствора с помощью октилового спирта с последующей реэкстракцией водой фтортанталовой и фторниобиевой кислот, упарку остающейся фтортитановой кислоты и извлечение окислов тантала и ниобия из фтортанталовой и фторниобиевой кислот и диоксида титана из фтортитановой кислоты ведут путем высокотемпературного пиролиза кислот при 600 - 650oC, отличающийся тем, что фторирование пульпы гидратного кека осуществляют путем абсорбции пульпой газообразного фтористого водорода из топочных газов, образующихся в результате высокотемпературного пиролиза фтортанталовой, фторниобиевой и фтортитановой кислот, для чего топочные газы и пульпу гидратного кека направляют в противотоке друг другу в режиме рециркуляции пульпы.
| СПОСОБ ПОЛУЧЕНИЯ ОКИСЛОВ ТУГОПЛАВКИХ МЕТАЛЛОВ ИЗ ЛОПАРИТОВОГО КОНЦЕНТРАТА | 1999 |
|
RU2149912C1 |
| СПОСОБ ВСКРЫТИЯ ЛОПАРИТОВЫХ КОНЦЕНТРАТОВ | 0 |
|
SU198654A1 |
| Способ переработки тантало-ниобиевого сырья | 1982 |
|
SU1041595A1 |
| Реферативный журнал Металлургия, 1987, реферат 6Г 268П | |||
| Реферативный журнал Металлургия, 1992, реферат 10Г166 | |||
| DE 4207145 A1, 29.04.1993 | |||
| US 5084253 28.01.1992. | |||

