Изобретение относится к способу изготовления медной проволоки. В частности данное изобретение относится к способу изготовления медной проволоки, который предусматривает стадию создания кругового диска электроосажденной меди, отслаивание тонкой медной ленты от наружного края диска и продольную резку медной ленты с образованием жил медной проволоки.
Обычные способы изготовления медной проволоки предусматривают следующие стадии. Электролитическую медь (электролитически очищенную, полученную электролизом или и то и другое) плавят, отливают в виде слитка и прокатывают в пруток. Эти прутки затем обрабатывают в холодном состоянии путем пропускания через волочильные доски, которые систематически уменьшают диаметр путем вытягивания проволоки. В обычной операции изготовитель прутков отливает расплавленную электролитическую медь в слиток, имеющий поперечное сечение трапециевидной формы с закругленными краями и площадь поперечного сечения около 45,15 см2 (7 квадратных дюймов). Этот брусок подвергают обработке для сглаживания углов и затем пропускают через 12 валков, из которых получают медный пруток диаметром 0,79 см (0,3125''). Медный пруток затем уменьшают до желаемого размера проволоки при помощи стандартных волочильных досок. Обычно уменьшение сечения прокатыванием осуществляют с помощью комплекта волочильных досок с конечной стадией отжига и в некоторых случаях с промежуточными стадиями отжига для размягчения обработанной проволоки.
Обычно при изготовлении медной проволоки потребляется значительное количество энергии с использованием больших производственных площадей и значительных капитальных затрат. Операции плавления, отливки и горячей прокатки вызывает окисление изделия и потенциальное его загрязнение посторонними материалами, такими как материалы огнеупоров и валков, что может впоследствии создать проблемы при протягивании проволоки, в том числе разрыв проволоки при протягивании.
Способом согласно изобретению можно получить медную проволоку простым и более экономичным образом по сравнению с ранее известным в технике. В способе согласно изобретению в качестве источника меди использована электроосажденная катодная медь и, таким образом, не требуется применение стадий плавления, литья и горячей прокатки для получения медных заготовок.
В патенте US 440548 описан способ изготовления проволоки, содержащий электроосаждение оболочки или цилиндра меди на стержень, форму или сердечник; съем осажденной меди со стержня, формы или сердечника путем термического расширения/усадки или вращательного движения устройства вместе с сжатием валков; установка снятой оболочки или цилиндра осажденной меди в машину для разрезания оболочки или цилиндра на непрерывные ленты или прутки; вытягивание лент или прутков с образованием проволоки.
В патенте US 4771519 описано устройство для изготовления тонких металлических лент из цилиндрических металлических заготовок, который включает способную вращать заготовки опорную конструкцию для концентрически движущихся заготовок, привод для вращения заготовки вокруг ее оси, держатель для удерживания режущего инструмента в контакте с периферической поверхностью цилиндрической заготовки на опорной конструкции, режущий инструмент, закрепленный в держателе, режущий инструмент, имеющий заостренную кромку, которая имеет передний угол наклона с лицевой стороны менее одного миллиметра, подающее устройство для поступательного движения заостренной кромки режущего инструмента поперек оси заготовки для отслаивания тонкой металлической ленты от заготовки, устройство для натяжения ленты для оттягивания образующейся ленты от заготовки, и устройство для регулирования направления ленты с целью регулирования угла выхода ленты относительно переднего угла наклона с лицевой стороны режущего инструмента, который снимает ленту с заготовки.
В патенте US 5516408 описан способ изготовления медной проволоки непосредственно из материала, содержащего медь, предусматривающий: (А) контактирование указанного материала, содержащего медь, с рабочим количеством, по меньшей мере, одного водного выщелачивающего раствора для растворения ионов меди в этом выщелачивающем растворе и образования обогащенного медью водного щелока от выщелачивания; В) контактирование этого обогащенного медью водного щелока от выщелачивания с рабочим количеством, по меньшей мере, одного водонерастворимого экстрагента для перемещения ионов меди из обогащенного медью водного щелока от выщелачивания в указанный экстрагент с образованием обогащенного медью экстрагента и обедненного медью водного щелока от выщелачивания; (С) отделение обогащенного медью экстрагента от обедненного медью водного щелока от выщелачивания; (D) контактирование обогащенного медью экстрагента с рабочим количеством, по меньшей мере одного водного жидкого поглотителя для перемещения ионов меди из экстрагента в жидкий поглотитель с образованием обогащенного медью жидкого поглотителя и обедненного медью экстрагента; (Е) отделение обогащенного медью жидкого поглотителя от обедненного медью экстрагента; (F) пропускание жидкого обогащенного медью поглотителя между анодом и катодом и создание рабочей разности напряжений между анодом и катодом для осаждения меди на катоде; (G) съем меди с катода; (Н) превращение снятой меди со стадии (G) в медную проволоку при температуре ниже температуры плавления меди. В одном из вариантов медь, которая осаждена на катоде на стадии (F), находится в форме медной фольги, и способ предусматривает также (Н-1) продольную резку медной фольги на множество жил медной проволоки и (Н-2) формование жил медной проволоки с целью получения жил медной проволоки с желаемым поперечным сечением. В одном из вариантов медь, которая осаждена на катоде на стадии (F), находится в форме медного порошка, и способ предусматривает (Н-1) экструдирование медного порошка с образованием медного прутка или проволоки и (Н-2) вытягивание медного прутка или проволоки для получения медной проволоки с желаемым поперечным сечением. В одном из вариантов на стадии (G) медь во время съема с катода разрезают с образованием тонких лент меди, которые затем снимают с катода и на стадии (Н) из этой тонкой ленты меди получают медную проволоку с желаемым поперечным сечением.
Краткое изложение сущности изобретения
Данное изобретение относится к способу изготовления медной проволоки, предусматривающему: (А) изготовление кругового диска электроосажденной меди; (В) вращение этого диска вокруг его центральной оси; (С) подачу режущего инструмента к наружному краю диска для срезания с него медной ленты; и (D) продольную резку медной ленты с образованием нескольких жил медной проволоки.
Краткое описание чертежей
На приложенных фигурах показаны существенные детали устройства, обозначенные соответствующими ссылочными позициями.
На фиг.1 показана технологическая схема процесса электроосаждения, примененного для изготовления электроосажденной меди, использованной в способе согласно изобретению.
На фиг. 2 показана технологическая схема процесса экстрагирования растворителем в процессе электроосаждения, примененном для изготовления электроосажденной меди, использованной в способе согласно изобретению.
На фиг. 3 схематически представлена медная пластина, примененная для изготовления кругового медного диска, использованного в способе согласно изобретению.
На фиг. 4 схематически показан круговой медный диск, использованный в способе согласно изобретению.
На фиг.5 схематически показан вид сверху устройства, использованного на стадии снятия ленты в способе согласно изобретению, где режущий инструмент подается к наружному краю кругового медного диска и медная лента отводится от края кругового диска.
На фиг. 5А в увеличенном изображении показан вид сверху режущего инструмента, показанного на фиг.5.
На фиг.5В в увеличенном изображении схематически показан процесс резания наружного края кругового диска с применением режущего инструмента, показанного на фиг.5А, на стадии снятия ленты способом согласно изобретению.
На фиг. 5С в увеличенном изображении схематически показана часть модифицированного режущего инструмента, показанного на фиг.5А.
На фиг.6 схематически показан процесс снятия ленты, примененной в предложенном способе, где ленту меди разрезают с образованием нескольких жил медной проволоки.
На фиг. 7 схематически показан фрагмент медной ленты, которая частично разрезана в способе согласно изобретению.
На фиг. 8 отдельно схематически показано режущее лезвие, использованное для разрезания ленты меди в процессе резки способом согласно изобретению.
На фиг.9 представлена технологическая схема, иллюстрирующая стадию превращения жилы медной проволоки, имеющей квадратное или прямоугольное сечение, в жилу медной проволоки с круглым поперечным сечением.
На фиг. 10 схематически показан способ протягивания медной проволоки способом согласно изобретению.
Описание предпочтительного примера выполнения
Круговой медный диск, который сформирован на стадии (A) способа согласно изобретению, изготовлен с применением электроосаждения. Круговой диск обычно имеет толщину от примерно 0,254 до примерно 2,54 см; и в одном из вариантов выполнения от примерно 0,254 до примерно 1,27 см; и в одном из вариантов выполнения от примерно 0,51 до примерно 0,76 см; и диаметр до примерно 152,4 см, и в одном из вариантов выполнения от примерно 10,16 до примерно 152,4 см, и в одном из вариантов выполнения от примерно, 25,4 до примерно 101,6 см, и в одном из вариантов выполнения от, примерно 60,96 до примерно 101,6 см. В одном из вариантов выполнения круговой диск электроосажден прямо в форме кругового диска.
В одном из вариантов выполнения сначала электроосаждают квадратную или прямоугольную пластину и затем ее режут или формуют с применением известных технологий (например штампование, прессование, механическая обработка и т.д. ) для придания формы кругового диска. Эта пластина обычно имеет толщину в пределах от примерно 0,254 до, примерно 2,54 см, и в одном из вариантов выполнения от (примерно 0,254 до примерно 1,27 см, и в одном из вариантов выполнения от примерно 0,51 до примерно 0,76 см; длина пластины обычно находится в пределах от примерно 30,48 до, примерно 152,4 см, и в одном варианте выполнения от, примерно 60,96 до примерно 101,6 см; ширина находится в пределах от примерно 30,48 до примерно 152,4 см, и в одном из вариантов выполнения от примерно 60,96 до примерно 101, 6 см.
Круговой диск обычно характеризуется содержанием меди по меньшей мере примерно 96 вес.%, и в одном из вариантов выполнения по меньшей мере примерно 98 вес.%, и в одном из вариантов выполнения по меньшей мере примерно 99 вес. %, и в одном из вариантов выполнения по меньшей мере примерно 99,9 вес. %, и в одном из вариантов выполнения по меньшей мере примерно 99,99 вес.%, и в одном из вариантов выполнения по меньшей мере примерно 99,999 вес.%. Плотность кругового диска обычно находится в пределах от примерно 8,96 г/см3, и в одном из вариантов выполнения от примерно 8,5 до примерно 8,96 г/см3, и в одном из вариантов выполнения от примерно 8,7 до примерно 8,96 г/см3, и в одном из вариантов выполнения от примерно 8,8 до примерно 8,96 г/см3, и в одном из вариантов выполнения от примерно 8,9 до примерно 8,96 г/см3, и в одном из вариантов выполнения от примерно 8,92 до примерно 8,96 г/см3. Так как круговой диск или медная пластина, использованная для изготовления кругового диска, образованы путем электроосаждения, иногда дается ссылка на медный катод или катодную медь.
Способ электроосаждения
В одном из выполнений круговой медный диск или медную пластину, использованную для изготовления кругового диска, получают с применением процесса электроосаждения, в котором в качестве медного сырья может применяться любое подходящее для электроосаждения медное сырье, включая медную дробь, отходы металлической меди, отхода медной проволоки, рециклизованную медь, оксид меди, закись меди и подобное. В этом выполнении круговой диск или медная пластина, использованная для изготовления кругового диска, осаждена электролитически в электролизере, снабженном серией катодов и анодов. Обычно катоды смонтированы вертикально и имеют плоскую поверхность. Катоды могут быть круглыми или могут иметь квадратную или прямоугольную форму. Аноды являются смежными с катодами и обычно представляют собой плоские пластинки, имеющие ту же форму, что и катоды. Расстояние между катодами и анодами обычно составляет от примерно 1 до примерно 10 см, и в одном из выполнений от примерно 2,5 до примерно 5 см. В одном из выполнений анод является нерастворимым изготовлен из свинца, сплава свинца или титана и покрыт металлом группы платины (то есть Pt, Pd, Ir, Ru) или его оксидом. Катод имеет гладкую поверхность со всех сторон для съема электроосажденной меди, и в одном из выполнений поверхность выполнена из нержавеющей стали, хромистой нержавеющей стали или из титана. Раствор электролита получают путем растворения медного сырья в серной кислоте.
Раствор электролита наливают в пространство между анодами и катодами и пропускают электрический ток, создавая рабочую разность потенциалов между анодами и катодами для осаждения меди на катодах. Электрический ток может быть постоянным током или переменным током с прямым смещением тока. Скорость протекания раствора электролита через пространство между анодами и катодами обычно находится в пределах от примерно 0,32 до примерно 3,79 л/сек, и в одном из выполнений от примерно 1,26 до примерно 3,15 л/сек, и в одном из выполнений от примерно 1,89 до примерно 2,52 л/сек. Раствор электролита обычно имеет концентрацию свободной серной кислоты в пределах от примерно 10 до примерно 300 г/л, и в одном из выполнений от примерно 60 до примерно 150 г/л, и в одном из выполнений от примерно 70 до примерно 120 г/л. Температура раствора электролита в электролизере обычно находится в пределах от примерно 25oC до примерно 100oC, и в одном из выполнений от примерно 40oC до примерно 60oC. Концентрация ионов меди обычно находится в пределах от примерно 25 до примерно 125 г/л, и в одном из выполнений от 60 до примерно 125 г/л, и в одном из выполнений от примерно 70 до примерно 120 г/л, и в одном из выполнений от примерно 90 до примерно 110 г/л. Концентрация свободных ионов хлора в растворе электролита обычно составляет до примерно 300 частей на миллион (ч. н. м.), и в одном из выполнений до примерно 150 ч.н.м., и в одном из выполнений до примерно 100 ч.н.м., и в одном из выполнений до примерно 20 ч.н. м. В особенно выгодном выполнении концентрация свободных ионов хлора составляет до примерно 10 ч.н.м., и в одном из выполнений до примерно 5 ч.н.м., и в одном из выполнений до примерно 2 ч.н.м., и в одном из выполнений до примерно 1 ч.н.м., и в одном из выполнений до примерно 0,5 ч.н.м., и в одном из выполнений до примерно 0,2 ч.н.м., и в одном из выполнений до примерно 0,1 ч. н. м. , и в одном из выполнений равна нулю или практически равна нулю. В одном из выполнений концентрация свободных ионов хлора находится в пределах от примерно 0,01 до, примерно 10 ч.н.м., и в одном из выполнений от примерно 0,01 ч. н.м. до примерно 5 ч.н.м., и в одном из выполнений от примерно 0,01 ч. н.м. до, примерно 2 ч.н.м., и в одном из выполнений от примерно 0,01 ч.н. м. до примерно 1 ч.н.м., и в одном из выполнений от примерно 0,01 ч.н.м. до примерно 0,5 ч. н.м., и в одном из выполнений от примерно 0,01 до примерно 0,1 ч.н.м. Уровень примесей обычно находится на уровне не более чем около 50 г/л, и в одном из выполнений не более чем около 20 г/л, и в одном из выполнений не более чем около 10 г/л. Плотность тока обычно находится в пределах от примерно 10 до примерно 100 ампер на 9,29 квадратных дециметра (А/9,29 дм2) (ASF), и в одном из выполнений от примерно 10 до примерно 50 А/9,29 дм2.
В процессе электроосаждения раствор электролита необязательно может содержать одно или более веществ, содержащих активную серу. Термин "вещество, содержащее активную серу" относится к веществам, характеризующимся, в основном, как содержащие двухвалентный атом серы, обе валентности которого непосредственно направлены к атому углероду, который связан с одним или двумя атомами азота. В этой группе соединений двойная связь в некоторых случаях может существовать альтернативно между серой или атомом азота и атомом углерода. В качестве активного серосодержащего вещества применима тиомочевина. Применимы тиомочевины, имеющие ядро
и изотиоцианаты, содержащие группу S=C=N-. Применимы также тиозинамин (аллилтиомочевина) и тиосемикарбазид. Активные серосодержащие вещества должны быть растворимы в растворе электролита и быть совместимыми с другими компонентами. Концентрация активного серосодержащего вещества в растворе электролита во время электроосаждения в одном из выполнений составляет до примерно 20 ч.н.м., и в одном из выполнений находится в пределах от примерно 0,1 до примерно 15 ч.н.м.
Раствор электролита может, необязательно, содержать один или более желатинов. Желатины, которые применимы здесь, являются гетерогенными смесями водорастворимых белков, производных коллагена. Животный клей, предпочтительно, является желатином, поскольку он относительно недорог, коммерчески доступен и удобен в обращении. Концентрация желатина в растворе электролита обычно составляет до примерно 20 ч.н.м., и в одном из выполнений до примерно 10 ч.н.м., и в одном из выполнений в пределах от примерно 0,1 до примерно 10 ч.н.м.
Раствор электролита необязательно может содержать другие органические добавки, известные на практике для регулирования свойств электроосажденной меди. Примеры включают сахарин, кофеин, мелассу, гуаровую смолу, гуммиарабик, полиалкиленгликоли (например полиэтиленгликоль, полипропиленгликоль, полиизопропиленгликоль и т.д.), дитиотреитол, аминокислоты (например пролин, гидроксипролин, цистеин и т.д.), акриламид, сульфопропилдисульфид, тетраэтилтиурамдисульфид, бензилхлорид, эпихлоргидрин, хлоргидроксипропилсульфонат, алкиленоксиды (например этиленоксид, пропиленоксид и т.д.), алкансульфонаты сульфония, тиокарбамоилдисульфид, селеновую кислоту или смесь двух или более из них. В одном из выполнений одну или более этих органических добавок применяют в концентрациях до примерно 20 ч.н.м., и в одном из выполнений до примерно 10 ч.н.м.
В одном из выполнений к раствору электролита не прибавляли органических добавок.
Обратимся теперь к фиг. 1, на которой показан способ электроосаждения медных пластин, применяющихся для изготовления круговых дисков согласно стадии (А) способа. Устройство, использованное в этом способе, состоит из чана 100 для растворения, фильтров 102 и 104 и электролизера 106. Электролизер 106 содержит сосуд 108, вертикально смонтированные аноды 110 и вертикально смонтированные катоды 112. Раствор электролита 114 готовится в чане 100 путем растворения металлической меди в серной кислоте. Металлическая медь поступает в чан 100, как показано стрелкой 116, в любой приемлемой форме, как указано выше, включая медную дробь, отходы металлической меди, отходы медной проволоки, рециклизованную медь, оксид меди, закись меди и тому подобное. Серная кислота, подаваемая в сосуд 100, как показано стрелкой 118, обычно имеет концентрацию серной кислоты в пределах от примерно 10 до примерно 300 г/л, и в одном из выполнений от примерно 60 до примерно 150 г/л. Раствор электролита, возвращенный в повторный цикл из электролизера 106, также поступает в чан 100 по линии 120. Температура раствора электролита 114 в чане 100 обычно находится в пределах от примерно 25oC до примерно 100oC, и в одном из выполнений от примерно 40oC до примерно 60oC. Медное сырье растворяют в серной кислоте и воздухе с образованием раствора электролита 114. Раствор электролита 114 подают из чана 100 в сосуд 108 по линиям 121 и 122. Раствор электролита до подачи в сосуд 108 может быть отфильтрован на фильтре 102 или, в качестве альтернативы, он может обойти фильтр 102 по линии 124. Раствор электролита 144, использованный в сосуде 108, имеет состав, описанный выше.
Раствор электролита 118 протекает между анодами 110 и катодами 112 со скоростью в пределах от примерно 0,32 до примерно 3,79 л/сек, и в одном из выполнений от примерно 1,26 до примерно 3,15 л/сек, и в одном из выполнений от примерно 1,89 до примерно 2,52 л/сек. Между анодами 110 и катодами 112 создают разность потенциалов, чтобы вызвать электроосаждение медных пластин 130 на катодах. В одном из выполнений применяемый ток является постоянным током, и в одном из выполнений он является переменным током с прямым смещением тока. Плотность тока находится в пределах от примерно 10 до, примерно 100 А/9,29 дм2, и в одном из выполнений от примерно 10 до примерно 50 А/9,29 дм2. Ионы меди в электролите 114 приобретают электроны у поверхности катодов 112, в силу чего металлическая медь осаждается или собирается на каждой стороне поверхности катодов 112. Электроосаждение меди на катодах 112 продолжают до тех пор, пока толщина пластины осажденной меди 130 не достигает желаемого уровня, который обычно находится в пределах от примерно 0,254 до примерно 2,54 см, и в одном из выполнений от примерно 0,254 до примерно 1,27 см, и в одном из выполнений от примерно 0,51 до примерно 0,76 см. Электроосаждение затем прерывают. Катоды 112 затем извлекают из сосуда 108. Пластины осажденной меди 130 снимают с катодов 112 известными в технике способами и после этого промывают и сушат. Осажденная медь обычно имеет форму квадратной или прямоугольной пластины 130, как показано на фиг. 3. Однако, как указано выше, осажденная медь может иметь форму кругового диска.
В процессе электроосаждения происходит обеднение раствора электролита 114 ионами меди и, если они использованы, органическими добавками. Эти ингредиенты непрерывно пополняются. Раствор электролита 114 отводят из сосуда 108 по линиям 126 и рециркулируют через фильтр 104, по линии 120, чан 100 для растворения, по линии 121 и фильтр 102 и затем возвращают в сосуд 108 по линии 122. Фильтр 104 может быть обойден по линии 128. Фильтр 102 может быть обойден по линии 124.
Органические добавки могут быть введены в раствор электролита 114 либо в чане 100, сосуде 108, либо на линии 122 до поступления раствора электролита в сосуд 108. Скорость прибавления этих органических добавок в одном из выполнений составляет до примерно 30 мг/мин/кА, и в одном из выполнений от примерно 0,1 до примерно 20 мг/мин/кА, и в одном из выполнений от примерно 2 до примерно 20 мг/мин/кА. В одном из выполнений не вводят органических добавок.
Следующие примеры служат для пояснения данного изобретения. Если не указано иначе, в следующих примерах, как и в пунктах патентной формулы, все части и проценты даны по весу, все температуры - в градусах Цельсия, и все величины давления в атмосферах.
ПРИМЕР 1.
Медная пластина, имеющая размеры 60,96 х 60,96 х 0,64 см, изготовлена с применением электролизера типа, показанного на фиг. 1. Раствор электролита имеет концентрацию ионов меди 50 г/л и концентрацию серной кислоты 80 г/л. Концентрация свободных ионов хлора не могла быть определена, и органические добавки в электролит не вводились.
ПРИМЕР 2.
Медная пластина, имеющая размеры 60,96 х 60,96 х 0,64 см, изготовлена с применением электролизера типа, показанного на фиг. 1. Раствор электролита имеет концентрацию ионов меди 93 г/л и концентрацию свободной серной кислоты 80 г/л. Концентрация свободных ионов хлора находится в пределах 0,03-0,05 ч. н. м. Температура раствора электролита равна 54,4oC и плотность тока 1,51 А/9,29 дм2. В раствор электролита прибавляют животный клей со скоростью 9 мг/мин/кА.
ПРИМЕР 3.
Медная пластина, имеющая размеры 60,96 х 60,96 x 0,64 см, изготовлена с применением электролизера типа, показанного на фиг.1. Раствор электролита имеет концентрацию ионов меди 100 г/л и концентрацию свободной серной кислоты 80 г/л. Концентрация свободных ионов хлора находится в пределах 70-90 ч. н. м. Температура раствора электролита равна 60oC и плотность тока 29 А/9,29 дм2. В раствор электролита прибавляют животный клей со скоростью 4 мг/мин/кА.
ПРИМЕР 4.
Медная пластина, имеющая размеры 60,96 х 60,96 х 0,64 см, изготовлена с применением электролизера типа, показанного на фиг.1. Раствор электролита имеет концентрацию ионов меди 100 г/л и концентрацию свободной серной кислоты 80 г/л. Концентрация свободных ионов хлора находится в пределах 70-90 ч. н. м. Температура раствора электролита равна 58oC и плотность тока 30 А/9,29 дм2. В раствор электролита прибавляют животный клей со скоростью 0,4 мг/мин/кА.
ПРИМЕР 5.
Медная пластина, имеющая размеры 60,96 х 60,96 х 0,64 см, изготовлена с применением электролизера типа, показанного на фиг. 1. Раствор электролита имеет концентрацию ионов меди 100 г/л и концентрацию свободной серной кислоты 80 г/л. Концентрация свободных ионов хлора находится в пределах 2-5 ч. н. м. Температура раствора электролита равна 57oC и плотность тока 20 А/9,29 дм2. В раствор электролита прибавляют животный клей со скоростью 2,1 мг/мин/кА.
ПРИМЕР 6.
Медная пластина, имеющая размеры 60,96 x 60,96 x 0,64 см, изготовлена с применением электролизера типа, показанного на фиг.1. Раствор электролита имеет концентрацию ионов меди 105 г/л и концентрацию свободной серной кислоты 80 г/л. Концентрация свободных ионов хлора менее 0,1 ч.н.м. Температура раствора электролита равна 57oC и плотность тока 24 А/9,29 дм2. В раствор электролита прибавляют животный клей со скоростью 0,07 мг/мин/кА.
ПРИМЕР 7.
Медная пластина, имеющая размеры 60,96 х 60,96 х 0,64 см, изготовлена с применением электролизера типа, показанного на фиг.1. Раствор электролита имеет концентрацию ионов меди 103 г/л и концентрацию свободной серной кислоты 60 г/л. Концентрация свободных ионов хлора равна 2,8 ч.н.м. Температура раствора электролита равна 66oC и плотность тока 24 А/9,29 дм2. Органические добавки не вводились.
ПРИМЕР 8.
Медная пластина, имеющая размеры 60,96 x 60,96 x 0,64 см, изготовлена с применением электролизера типа, показанного на фиг.1. Раствор электролита имеет концентрацию ионов меди 103 г/л и концентрацию свободной серной кислоты 60 г/л. Концентрация свободных ионов хлора равна 2,8 ч.н.м. Температура раствора электролита равна 60oC и плотность тока 20 А/9,29 дм2. Органические добавки не вводились.
Селективная экстракция/процесс электроосаждения
В одном из выполнений круговой диск меди или медную пластину, применяемую для изготовления кругового медного диска, получили по способу, использующему селективную экстракцию в сочетании в электроосаждением. В этом выполнении медным сырьем является любой содержащий медь материал, из которого медь может быть экстрагирована. Этим сырьем может быть медная руда, плавильная колосниковая пыль, медный цемент, медные концентраты, плавильные медные продукты, сульфат меди и медьсодержащие отходы. Термин "медьсодержащие отходы" относится к любому твердому или жидкому материалу отходов (например мусору, шламу, стокам и т.д.), который содержит медь. Эти материалы отходов включают опасные отходы. В частности, отходами могут быть оксиды меди, образующиеся при обработке истощенного медного травильного раствора.
Медная руда может быть рудой, добываемой в открытом карьере. Руду транспортируют в кучный выщелачиваемый отвал, который обычно расположен на нижележащей площадке с такой прокладкой, как плотная прокладка из полиэтилена высокой плотности, для предотвращения попадания выщелачивающих жидкостей в окружающий водный пласт. Типичный кучный выщелачивающий отвал имеет площадь, например, около 11612,5 м2 и содержит приблизительно 110000 тонн руды. В процессе выщелачивания новые отвалы сооружаются сверху старых отвалов, они становятся все выше и, в конце концов, достигают высоты, например, около 76,2 м и более. На поверхности вновь образующегося отвала лежит система труб и качающихся спринклеров для непрерывного орошения его слабым раствором серной кислоты со скоростью, например, около 3 л/мин на 9,29 м2 площади поверхности. Выщелачивающий раствор фильтруется вниз через слой отвала, растворяет медь в руде, вытекает из основания отвала в виде обогащенного медью водного щелока от выщелачивания, стекает в сборник и перекачивается в питающий бассейн для постепенной обработки с применением способа согласно изобретению.
В некоторых способах разработки месторождений используют процесс выщелачивания in situ (по месту) для экстрагирования имеющей промышленную ценность меди из медной руды. Обращенный медью щелок от выщелачивания, полученный этим способом, может быть использован в способе согласно изобретению в качестве медьсодержащего материала. Выщелачивание in situ применимо, если возврат растворимого в кислоте оксида или уровень ниже открытого участка карьера и выше истощенной части подземного рудника или если залежь расположена слишком глубоко, чтобы ее можно было разрабатывать открытым способом. Скважины для впрыскивания бурят в такие зоны на глубину, например, около 304,8 м. Скважины крепят поливинилхлоридными трубами, часть дна которых прорезана для подачи раствора в руду. Выщелачивающий раствор слабой серной кислоты впрыскивают в каждую скважину со скоростью, зависящей от проницаемости зоны, в которую она пробурена. Раствор фильтруется вниз через зону руды, растворяет медные минералы и собирается в приготовленном месте сбора. Местом сбора может быть, например, откаточная выработка или подземная шахта. Полученный таким образом медьсодержащий водный щелок от выщелачивания откачивают на поверхность при помощи коррозионностойкой системы насосов, где он может быть использован как медьсодержащий материал для способа согласно изобретению.
В горнорудных процессах, в которых применены как выщелачиваемый отвал, так и выщелачивание in situ, медьсодержащие щелока от выщелачивания (иногда называемые обогащенными щелоками от выщелачивания) каждого из них могут быть объединены и использованы в качестве медьсодержащего материла в способе согласно изобретению.
В этом выполнении круговой медный диск или медную пластину, применяемую для изготовления кругового диска, изготавливают следующим образом: (А-1) контактирование медьсодержащего материала с эффективным количеством по меньшей мере одного водного выщелачивающего раствора для растворения ионов меди в этом выщелачивающем растворе и образования обогащенного медью водного щелока от выщелачивания; (А-2) контактирование обогащенного медью водного щелока от выщелачивания с эффективным количеством по меньшей мере одного водонерастворимого экстрагента для перемещения ионов меди из указанного обогащенного медью водного щелока от выщелачивания в этот экстрагент с образованием обогащенного медью экстрагента и обедненного медью водного щелока от выщелачивания; (А-3) отделение обогащенного медью экстрагента от обедненного медью водного щелока от выщелачивания; (А-4) контактирование обогащенного медью экстрагента с эффективным количеством по меньшей мере водного поглощающего раствора для перемещения ионов меди из указанного экстрагента в этот поглощающий раствор с образованием обогащенного медью поглощающего раствора и обедненного медью экстрагента; (А-5) отделение обогащенного медью поглощающего раствора от обедненного медью экстрагента; (А-6) пропускание обогащенного медью поглощающего раствора между анодом и катодом и приложение рабочей разности потенциалов между анодом и катодом для осаждения меди на катоде; (А-7) съем меди с катода, причем снятая медь представляет собой желаемый круговой медный диск или желаемую медную пластину.
Водный выщелачивающий раствор, использованный на стадии (А-1) способа изобретения, является в одном выполнении раствором серной кислоты, раствором галогенводородной кислоты (HCI, HF, HBr и т.д.) или раствором аммиака. Раствор серной или галогенводородной кислоты обычно имеет концентрацию серной или галогенводородной кислоты в пределах от примерно 5 до примерно 50 г/л, и в одном из выполнений от примерно 5 до примерно 40 г/л, и в одном из выполнений от примерно 10 до примерно 30 г/л.
Раствор аммиака обычно имеет концентрацию аммиака в пределах от примерно 20 до примерно 140 г/л, и в одном из выполнений от примерно 30 до примерно 90 г/л. Этот раствор обычно имеет pH от примерно 7 до примерно 11, и в одном из выполнений от примерно 8 до примерно 9.
Богатый медью водный щелок от выщелачивания или обогащенный щелок от выщелачивания, образованный на стадии (А-1), обычно имеет концентрацию ионов меди в пределах от примерно 0,8 до примерно 5 г/л, и в одном из выполнений от примерно 1 до примерно 3 г/л. Если выщелачивающий раствор, использованный на стадии (А-1), является раствором серной кислоты, концентрация свободной серной кислоты в обогащенном медью водном щелоке от выщелачивания обычно составляет от примерно 5 до примерно 30 г/л, и в одном из выполнений от примерно 10 до примерно 20 г/л. Если выщелачивающий раствор, использованный на стадии (А-1), является раствором аммиака, концентрация свободного аммиака в обогащенном медью водном щелоке от выщелачивания обычно составляет от примерно 10 до примерно 130 г/л, и в одном из выполнений от примерно 30 до примерно 90 г/л.
Водонерастворимый экстрагент, использованный на стадии (А-2), может быть водонерастворимым экстрагентом, способным извлекать ионы меди из водной среды. В одном из выполнений экстрагент растворен в не смешивающимся с водой органическом растворителе. (Термин "не смешивающийся с водой" и "водонерастворимый" относится к соединениям, которые не растворимы в воде выше уровня около 1 г/л при 25oC). Растворитель может быть любым не смешивающимся с водой растворителем для экстрагента: могут быть использованы керосин, бензол, толуол, ксилол, нафталин, мазут, дизельное топливо и подобные, причем керосин является предпочтительным. Примерами применимых керосинов являются SX-7 и SX-12, которые имеются в наличии у Phillips Petroleum.
В одном из выполнений экстрагентом является органическое соединение, содержащее по меньшей мере две функциональные группы, присоединенные к различным атомам углерода углеводородной цепи; одна из функциональных групп является -ОН, а другая функциональная группа =NOH. Эти соединения могут быть отнесены к оксимам. В одном из выполнений экстрагент является оксимом, представленным формулой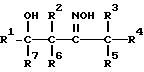
где R1, R2, R3, R4, R5, R6 и R7 независимо - водород или углеводородные радикалы. В одном из выполнений R1 и R4- каждый бутил; R2, R3 и R6- каждый водород; и R5 и R7 - каждый этил. Соединения такого строения имеются в наличии у фирмы Henkel Corporation под торговой маркой LIX 63.
В одном из выполнений экстрагент является оксимом, представленным формулой
где R1 и R2 независимо - водород или углеводородные радикалы. Применимыми выполнениями являются такие, где R1 - алкильная группа с от примерно 6 до примерно 20 атомами углерода, и в одном из выполнений с от примерно 9 до примерно 12 атомами углерода; и R2 - водород, алкильная группа с от 1 до примерно 4 атомами углерода, и в одном из выполнений с 1 или 2 атомами углерода, или R3 - фенил. Фенильная группа может быть замещенной или незамещенной, причем последнее предпочтительно. Соединения (см. таблицу), которые основаны на приведенной выше формуле, имеющиеся в наличии у фирмы Henkel Corporation под торговыми марками, указанными выше, применимы в способе согласно изобретению.
Другими коммерчески доступными материалами, имеющимися в наличии у фирмы Henkel Corporation, которые применимы, являются: LIX 64N (идентифицированы как смесь LIX 65 и LIX 63); и LIX 864 и LIX 984 (идентифицированы как смеси LIX 860 и LIX 84).
В одном из выполнений экстрагентом является бета-дикетон. Эти соединения могут быть представлены формулой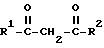
где R1 и R2 независимо - алкильные группы или арильные группы. Алкильные группы обычно содержат от 1 до примерно 10 атомов углерода. Арильными группами обычно являются фенилы. Примером коммерчески доступного экстрагента из Henkel Corporation, соответствующего приведенной выше формуле, является LIX 54. Эти бета-дикетоны применимы, если выщелачивающим раствором, использованным на стадии (А-1), является раствор аммиака. Концентрация экстрагента в органическом растворе обычно находится в пределах от примерно 2 вес.% до примерно 40 вес. %, или от примерно 6% до примерно 8 вес.%, или примерно 7 вес.% LIX 984, а остальное - SX-7.
В одном из выполнений экстрагент является ионообменной смолой. Эти смолы обычно являются мелкозернистым или подобными шарикам материалами, имеющими две принципиальные части: полимерную матрицу, обеспечивающую структурную часть, и ионоактивную группу, выступающую в роли функциональной части. Примерами таких функциональных групп являются -SO3-, -COO-, группа формулы
и группа формулы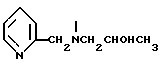
Применимыми полимерными матрицами являются сополимеры стирола и дивинилбензола. Примерами коммерчески доступных полимеров, которые могут быть использованы, являются IRC-718 (продукт фирмы Rohm & Haas, идентифицирован как замещенный третичным амином сополимер стирола и дивинилбензола), IR-200 (продукт фирмы Rohm & Haas, идентифицирован как сульфированный сополимер стирола и дивинилбензола), IR-120 (продукт фирмы Rohm & Haas, идентифицирован как сульфированный сополимер стирола и дивинилбензола), XFS 4196 (продукт фирмы Dow, идентифицирован как макропористый полистирол/дивинилбензольный сополимер, к которому присоединен N-(2-гидроксиэтил)пиколиламин) и XFS 43084 (продукт фирмы Dow, идентифицированный как макропористый полистирол/дивинилбензольный сополимер, к которому присоединен N-(2-гидроксипропил)пиколиламин). Эти полимеры обычно применимы в способе согласно изобретению в виде неподвижных слоев или движущихся слоев. На стадии (А-2) способа изобретения полимеры контактируют с обогащенным медью щелоком от выщелачивания со стадии (А-1), контактирование достаточно для перемещения ионов меди от щелока от выщелачивания к полимеру. Обогащенный медью полимер затем отделяют на стадии (А-4) для получения освобожденного от меди или обедненного медью полимера, который может быть использован на стадии (А-2).
Обогащенный медью экстрагент, который отделяют на стадии (А-3), имеет концентрацию меди в пределах от примерно 1 до примерно 6 г/л экстрагента, и в одном из выполнений от примерно 2 до примерно 4 г/л экстрагента. Истощенный от меди водный щелок от выщелачивания, который отделяют на стадии (А-3), обычно имеет концентрацию ионов меди в пределах от примерно 0,01 до примерно 0,8 г/л, и в одном их выполнений от примерно 0,04 до примерно 0,2 г/л. Если выщелачивающий раствор, использованный на стадии (А-1), является раствором серной кислоты, концентрация свободной серной кислоты в истощенном от меди водном щелоке от выщелачивания, отделенном на стадии (А-3), обычно составляет от примерно 5 до примерно 50 г/л, и в одном из выполнений от примерно 5 до примерно 40 г/л, и в одном из выполнений от примерно 10 до примерно 30 г/л. Если выщелачивающий раствор, использованный на стадии (А-1), является раствором аммиака, концентрация свободного аммиака в истощенном от меди водном щелоке от выщелачивания, отделенном на стадии (А-3), обычно составляет от примерно 10 до примерно 130 г/л, и в одном из выполнений от примерно 30 до примерно 90 г/л.
В одном из выполнений стадии контактирования и разделения (А-2) и (А-3) проведены в два этапа. В этом выполнении стадии (А-2-1) и (А-2-2) являются стадиями контактирования, а стадии (А-3-1) и (А-3-2) являются стадиями разделения. Таким образом, в этом выполнении способ согласно изобретению содержит следующую последовательность стадий: (А-1), (А-2-1), (А-3-1), (А-2-2), (А-3-2), (А-4), (А-5), (А-6) и (А-7); причем способ предусматривает рециркулирование потоков с одних стадий на другие стадии процесса. Стадия (А-2-1) предусматривает контактирование обогащенного медью водного щелока от выщелачивания, образовавшегося на стадии (А-1), с рабочим количеством по меньшей мере одного медьсодержащего водонерастворимого экстрагента со стадии (А-3-2) для перемещения ионов меди из обогащенного медью водного щелока от выщелачивания в этот медьсодержащий экстрагент для образования обогащенного медью экстрагента и первого обедненного медью водного щелока от выщелачивания. Стадия (А-3-1) предусматривает отделение обогащенного медью экстрагента, образовавшегося
на стадии (А-2-1), от первого обедненного медью водного щелока от выщелачивания, образовавшегося на стадии (А-2-1). Обогащенный медью экстрагент, который отделен на стадии (А-3-1), обычно имеет концентрацию меди в пределах от примерно 1 до примерно, 6 г/л экстрагента, и в одном из выполнений от примерно 2 до примерно 4 г/л экстрагента. Первый обедненный медью водный щелок от выщелачивания, который отделен на стадии (А-3-1), обычно имеет концентрацию ионов меди в пределах от примерно 0,4 до примерно 4 г/л, и в одном из выполнений от примерно 0,5 до примерно 2,4 г/л. Если выщелачивающий раствор, использованный на стадии (А-1), является раствором серной кислоты, концентрация свободной серной кислоты в первом обедненном медью водном щелоке от выщелачивания, отделенном на стадии (А-3-1), обычно составляет от примерно 5 до примерно 50 г/л, и в одном из выполнений от примерно 5 до примерно 30 г/л, и в одном из выполнений от примерно 10 до примерно 30 г/л. Если выщелачивающий раствор, использованный на стадии (А-1), является раствором аммиака, концентрация свободного аммиака в первом обедненном медью водном щелоке от выщелачивания, отделенном на стадии (А-3-1), обычно составляет от примерно 10 до примерно 130 г/л, и в одном из выполнений от примерно 30 до примерно 90 г/л.
Стадия (А-2-2) предусматривает контактирование первого обедненного медью водного раствора от выщелачивания, отделенного на стадии (А-3-1), с эффективным количеством по меньшей мере одного обедненного медью экстрагента со стадии (А-5) для перемещения ионов меди из указанного первого обедненного медью щелока от выщелачивания к этому обедненному медью экстрагенту для образования медьсодержащего экстрагента и второго обедненного медью водного щелока от выщелачивания. Стадия (А-3-2) предусматривает отделение медьсодержащего экстрагента, образовавшегося на стадии (А-2-2), от второго обедненного медью водного щелока от выщелачивания, образованного на стадии (А-2-2). Медьсодержащий экстрагент, который отделен на стадии (А-3-2), обычно имеет концентрацию меди в пределах от примерно 0,4 до примерно 4 г/л экстрагента, и в одном из выполнений от примерно 1 до примерно 2,4 г/л экстрагента. Второй обедненный медью водный щелок от выщелачивания, который отделен на стадии (А-3-2), обычно имеет концентрацию ионов меди в пределах от примерно 0,01 до примерно 0,8 г/л, и в одном из выполнений от примерно 0,04 до примерно 0,2 г/л. Если выщелачивающий раствор на стадии (А-1) является раствором серной кислоты, концентрация свободной серной кислоты во втором обедненном медью водном щелоке от выщелачивания, отделенном на стадии (А-3-2), обычно составляет от примерно 5 до примерно 50 г/л, и в одном из выполнений от примерно 5 до примерно 40 г/л, и в одном из выполнений от примерно 10 до примерно 30 г/л. Если выщелачивающий раствор, использованный на стадии (А-1), является раствором аммиака, концентрация свободного аммиака во втором обедненном медью водном щелоке от выщелачивания, отделенном на стадии (А-3-2), обычно составляет от примерно 10 до примерно 130 г/л, и в одном из выполнений от примерно 30 до примерно 90 г/л.
Поглощающий раствор, использованный на стадии (А-4) способа изобретения, является раствором серной кислоты, который обычно имеет концентрацию свободной серной кислоты в пределах от примерно 80 до примерно 300 г/л. В одном из выполнений концентрация свободной серной кислоты поглощающего раствора, использованного на стадии (А-4), составляет от примерно 80 до примерно 170 г/л, и в одном из выполнений от примерно 90 до примерно 120 г/л.
Стадия электроосаждения (А-6) предусматривает перемещение обогащенного медью поглощающего раствора со стадии (А-5) в электролизер и электроосаждение меди на катодах электролизера. Обогащенный медью поглощающий раствор, обработанный в электролизере, может быть назван либо обогащенным медью поглощающим раствором либо раствором электролита. В одном из воплощений раствор электролита подвергнут очистке или фильтрации перед вводом его в электролизер. Электролизер функционирует таким же образом, как электролизер, обсужденный выше в подразделе "Способ электроосаждения" и приводит к образованию желаемых круговых дисков меди или медных пластин, применимых для изготовления таких круговых дисков на катодах электролизера. Эти круговые диски или медные пластины могут быть названы медными катодами или катодной медью.
Этот способ следует описать со ссылкой на фиг. 2, на которой представлена технологическая схема, иллюстрирующая селективную экстракцию и процесс электроосаждения для изготовления медных пластин, которые применимы для получения круговых дисков, требующихся в способе согласно изобретению. В этом процессе медь проэкстрагирована из выщелачиваемого отвала 200 и обработана в соответствии со стадией (А) способа согласно изобретению с. образованием медных пластин 130. Этот способ предусматривает использование отстойников 202, 204 и 206, сливного бассейна 208, смесителей 210, 212 и 214, чана 100 для растворения, электролизера 106 и фильтров 102, 104 и 216. В этом выполнении стадия (А-1) способа согласно изобретению проведена в выщелачиваемом отвале 200. Стадии (А-2) и (А-3) проведены в две стадии с применением миксеров 210 и 212 и отстойников 202 и 204. Стадии (А-4) и (А-5) проведены с применением миксера 214 и отстойника 206. Стадии (А-6) и (А-7) проведены с применением электролизера 106.
Водный выщелачивающий раствор из линии 220 разбрызгивают на поверхность выщелачиваемого отвала 200. Выщелачивающий раствор является раствором серной кислоты, имеющим концентрацию свободной серной кислоты обычно в пределах от примерно 5 до примерно 50, и в одном из выполнений от примерно 5 до примерно 40, и в одном из выполнений от примерно 10 до примерно 30 г/л. Выщелачивающий раствор просачивается вниз через отвал и экстрагирует медь из руды. Щелок от выщелачивания через промежуток в отвале 222 стекает в виде обогащенного медью водного щелока от выщелачивания (иногда называемого обогащенным щелоком от выщелачивания) по линии 224 в сливной бассейн 208. Щелок от выщелачивания перекачивают из сливного бассейна 208 по линии 226 в смеситель 212. Обогащенный медью щелок от выщелачивания, который перекачен в смеситель 212, имеет концентрацию ионов меди обычно в пределах от примерно, 0,8 до примерно 5, и в одном из выполнений от примерно 1 до примерно 3 г/л и концентрацию свободной серной кислоты обычно в пределах от примерно 5 до примерно 30, и в одном из воплощений от примерно 10 до примерно 20 г/л. В смесителе 212 обогащенный медью водный щелок от выщелачивания смешан с медьсодержащим органическим раствором, который перекачен в смеситель 212 по линии 228 из перелива 230 или отстойника 204. Концентрация меди в медьсодержащем органическом растворе, который прибавлен в смеситель 212, обычно составляет от примерно 0,4 до примерно 4 г/л экстрагента в органическом растворе, и в одном из воплощений от примерно 1 до примерно 2,4 г/л экстрагента в органическом растворе. Во время перемешивания в смесителе 212 органическая фаза и водная фаза образуют смесь. Ионы меди перемещаются из водной фазы в органическую фазу. Смесь перекачивают из смесителя 212 по линии 232 в отстойник 202. В отстойнике 202 водная фаза и органическая фаза разделяются, причем органическая фаза образует верхний слой, а водная фаза образует нижний слой. Органическую фазу собирают в переливе 234 и перекачивают по линии 236 в смеситель 214. Эта органическая фаза является обогащенным медью органическим раствором (который может быть назван нагруженным органическим). Этот обогащенный медью органический раствор обычно имеет концентрацию меди в пределах от примерно 1 до примерно 6 г/л экстрагента в органическом растворе, и в одном из выполнений от примерно 2 до примерно 4 г/л экстрагента в органическом растворе.
Обогащенный медью органический раствор смешивают в смесителе 214 с обедненным медью поглощающим раствором. Обедненный медью поглощающий раствор (который может быть назван тощим электролитом) получен в электролизере 106 и перекачан из электролизера 106 по линии 238 в смеситель 214. Этот обедненный медью поглощающий раствор обычно имеет концентрацию свободной серной кислоты в пределах от примерно 80 до примерно 170, и в одном из выполнений от примерно 90 до примерно 120 г/л; и концентрацию ионов меди в пределах от примерно 40 до примерно 120, и в одном из выполнений от примерно 80 до примерно 100, и в одном из выполнений от примерно 90 до примерно 95 г/л. Свежеприготовленный поглощающий раствор может быть добавлен к линии 238 по линии 240. Обогащенный медью органический раствор и обедненный медью поглощающий раствор смешаны в смесителе 214 с образованием смеси органической фазы с водной фазой. Ионы меди переходят из органической фазы в водную фазу. Смесь перекачивают из смесителя 214 по линии 242 в отстойник 206. В отстойнике 206 органическая фаза отделяется от водной фазы, причем органическая фаза собирается в переливе 244. Эта органическая фаза является обедненным медью органическим раствором (который иногда называют тощим органическим). Этот обедненный медью органический раствор обычно имеет концентрацию меди в пределах от примерно 0,5 до примерно 2 г/л экстрагента в органическом растворе, и в одном из выполнений от примерно 0,9 до примерно 1,5 г/л экстрагента в органическом растворе. Обедненный медью органический раствор перекачивают из отстойника 206 по линии 246 в смеситель 210. Свежеприготовленный органический раствор может быть прибавлен к линии 246 по линии 248.
Медьсодержащий водный щелок от выщелачивания перекачивают из отстойника 202 по линии 250 в смеситель 210. Этот медьсодержащий водный щелок от выщелачивания имеет концентрацию ионов меди в пределах от примерно 0,4 до примерно 4, и в одном из выполнений от примерно 0,5 до примерно 2,4 г/л, и концентрацию свободной серной кислоты в пределах от примерно 5 до примерно 50, и в одном из выполнений от примерно 5 до примерно 30, и в одном из выполнений от примерно 10 до примерно 20 г/л. В смесителе 210 органическая фаза и водная фаза образуют смесь, и ионы меди перемещаются из водной фазы в органическую фазу. Смесь перекачивают по линии 252 в отстойник 204. В отстойнике 204 органическая фаза отделяется от водной фазы, причем органическая фаза собирается в переливе 230. Органическую фазу, которая является медьсодержащим органическим раствором, перекачивают из отстойника 204 по линии 228 в смеситель 212. Этот медьсодержащий органический раствор имеет концентрацию меди обычно в пределах от примерно 0,5 до примерно 4 г/л экстрагента в органическом растворе, и в одном из выполнений от примерно 1 до примерно 2,4 г/л экстрагента в органическом растворе. Водная фаза в отстойнике 204 является обедненным медью водным щелоком от выщелачивания, который перекачивают по линии 220 к выщелачиваемому отвалу 200. Свежеприготовленный выщелачивающий раствор может быть прибавлен к линии 220 по линии 254.
Водная фаза, которая отделяется в отстойнике 206, является обогащенным медью поглощающим раствором. Его перекачивают из отстойника 206 по линии 260 на фильтр 216 и с фильтра 216 по линии 262 и затем: либо по линии 264 в электролизер 106 либо по линии 266 на фильтр 104 и с фильтра 104 по линии 120 в чан 100 для растворения. Фильтр 216 может быть обойден по линии 217. Аналогично фильтр 104 может быть обойден по линии 128. Этот обогащенный медью поглощающий раствор имеет концентрацию ионов меди обычно в пределах от примерно 50 до примерно 150 г/л, и в одном из выполнений от примерно 90 до примерно 110 г/л; и концентрацию свободной серной кислоты обычно в пределах от примерно 70 до примерно 140, и в одном из выполнений от примерно 80 до примерно 110 г/л. Обогащенный медью поглощающий раствор, поступающий в электролизер 106 или в чан 100 для растворения, может быть назван раствором электролита 114. Если состав раствора электролита требует корректировки (например прибавления органических добавок, повышения концентрации ионов меди и т.д.), раствор электролита подается в чан 100 для растворения перед подачей в электролизер 106. Если корректировка состава раствора электролита не требуется, раствор электролита подается непосредственно в электролизер 106 по линии 264. В электролизере 106 раствор электролита 114 протекает между анодами 110 и катодами 112. Когда между анодами и катодами создают разность потенциалов, происходит электроосаждение меди на поверхности катодов, в результате чего образуются пластины 130 электроосажденной меди на каждом из катодов 112.
Раствор электролита 114 превращен в электролизере 106 в обедненный медью раствор электролита и возвращен из электролизера 106 по линии 268 или 238. Обедненный медью раствор электролита как в линии 238, так и в линии 268 имеет концентрацию ионов меди обычно в пределах от примерно 40 до примерно 120 г/л, и в одном из выполнений от примерно 80 до примерно 100 г/л, и в одном из выполнений от примерно 90 до примерно 95 г/л, и концентрацию свободной серной кислоты обычно в пределах от примерно 80 до примерно 170 г/л, и в одном из выполнений от примерно 90 до примерно 120 г/л. Этот обедненный медью раствор электролита либо: (1) перекачивают по линиям 268 и 266 на фильтр 104 (который необязательно может быть обойден по линии 128) и с фильтра 104 (или линии 128) на линию 120, по линии 120 в чан 100 для растворения, и из чана 100 для растворения по линии 121 на фильтр 102, через фильтр 102 (который может быть обойден по линии 124) на линию 122 и обратно в электролизер 106; либо (2) перекачен по линии 238 в смеситель 214 в качестве обедненного медью поглощающего раствора. Необязательно, в чане 100 к раствору электролита добавляют дополнительное медное сырье, как показано стрелкой 116, серную кислоту, как показано стрелкой 118, вещество, содержащее активную серу, желатин и/или другие желательные добавки, как описано выше. Таким образом, загрязнения, такие как ионы хлора, могут быть удалены из раствора электролита 114 с применением одного или обоих фильтров 102 и 104.
Дополнительное медное сырье, поступающее в чан 100, как показано стрелкой 116, может быть в любой подходящей форме, включая медную дробь, металлические отходы, отходы медной проволоки, рециклизуемую медь, оксид меди, закись меди и подобное. Дополнительная серная кислота поступает в чан 100, как показано стрелкой 118. Раствор электролита 114, возвращенный из электролизера 106, поступает в чан 100 по линии 120. Температура раствора электролита 114 в чане 100 обычно находится в пределах от примерно 25oC до примерно 51oC, и в одном из выполнений от примерно 32oC до примерно 43oC. Электролит 114 поступает из чана 100 в сосуд 108 по линиям 121 и 122. Раствор электролита 114 может быть профильтрован на фильтре 102 до поступления в сосуд 108 или, в качестве альтернативы, может быть пущен по линии 124 в сосуд 108 в обход фильтра 102.
Раствор электролита 114, переведенный из чана 100 в сосуд 108, имеет концентрацию свободной серной кислоты обычно в пределах от примерно 10 до примерно 300 г/л, и в одном из выполнений от примерно 60 до примерно 150 г/л, и в одном из выполнений от примерно 70 до примерно 120 г/л. Концентрация ионов меди обычно находится в пределах от примерно 25 до примерно 125 г/л, и в одном из выполнений от примерно 60 до примерно 125 г/л, и в одном из выполнений от примерно 70 до примерно 120 г/л, и в одном из выполнений от примерно 90 до примерно 110 г/л. Концентрация свободных ионов хлора в растворе электролита обычно составляет до примерно 300 ч.н.м, и в одном из выполнений до примерно 150 ч.н.м., и в одном из выполнений до примерно 100 ч. н. м, и в одном из выполнений до примерно 20 ч.н.м. В частном выгодном выполнении концентрация свободных ионов хлора составляет до примерно 10 ч.н. м., и в одном из выполнений до примерно 5 ч.н.м., и в одном из выполнении до примерно 2 ч.н.м., и в одном из выполнений до примерно 1 ч.н.м., и в одном из выполнений до примерно 0,5 ч.н.м., и в одном из выполнений до примерно 0,2 ч. н. м. , и в одном из выполнений до примерно 0,1 ч.н.м., и в одном из выполнений равно нулю или практически равно нулю. В одном из выполнений концентрация свободных ионов хлора находится в пределах от примерно 0,01 ч. н. м до примерно 10 ч.н.м., и в одном из выполнений от примерно 0,01 ч.н.м. до примерно 5 ч.н.м., и в одном из выполнений, от примерно 0,01 ч.н.м. до примерно 2 ч.н.м., и в одном из выполнений от примерно 0,01 ч.н.м. до примерно 1 ч.н.м., и в одном из выполнений от примерно 0,01 до примерно 0,5 ч. н. м. , и в одном из выполнений от примерно 0,01 до примерно 0,1 ч.н.м. Уровень загрязнений обычно составляет не более чем около 50 г/л, и в одном из выполнений не более чем около 20 г/л, и в одном из выполнений не более чем около 10 г/л. Температура раствора электролита в сосуде 108 обычно находится в пределах от примерно 25oC до примерно 100oC, и в одном из выполнений от примерно 40oC до примерно 60oC.
Раствор электролита 114 протекает между анодами 110 и катодами 112 со скоростью в пределах от примерно 0,32 до примерно 3,79 л/сек, и в одном из выполнений от примерно 1,26 до примерно 3,15 л/сек, и в одном из выполнений от примерно 1,89 до примерно 2,52 л/сек. Разность потенциалов создают между анодами 110 и катодами 112, чтобы вызвать электроосаждение меди на катодах. В одном из выполнений ток, который использован, является постоянным током, и в одном из выполнений - переменным тоном с направленным сдвигом тока. Плотность тока находится в пределах от примерно 10 до примерно 100 А/9,29 дм2, и в одном из выполнений от примерно 10 до примерно 50 А/9,29 дм2. Ионы меди в электролите 114 получают электроны у поверхности катодов 112, при этом металлическая медь осаждается на поверхности катодов в форме медных пластин 130 на каждой стороне каждого катода 112. Электроосаждение меди на катодах 112 продолжается до тех пор, пока толщина медных пластин 130 не достигнет желаемого уровня, который может быть, например, от примерно 0,254 до примерно 2,54 см, и в одном из выполнений от примерно 0,254 до примерно 1,27 см, и в одном из выполнений от примерно 0,51 до примерно 0,76 см. Затем электроосаждение прерывают. Катоды 112 удаляют из сосуда 108. Медные пластины 130 снимают с катодов 112 и затем промывают и сушат. Медные пластины 130 обычно имеют форму квадратов или прямоугольников, как показано на фиг. 3. Однако медные пластины 130 могут также иметь круглую форму. Процесс электроосаждения истощает раствор электролита 114 ионами меди и, если они использованы, органическими добавками. Эти ингредиенты непрерывно пополняют. Раствор электролита 114 отводят из сосуда 108 по линии 268 и рециркулируют через фильтр 104, линию 120, чан 100 для растворения, линию 121 и фильтр 102, и затем снова подают в сосуд 108 по линии 122. Фильтр 104 может быть обойден по линии 128. Аналогично, фильтр 102 может быть обойден по линии 124.
Органические добавки могут быть прибавлены к раствору электролита 114 либо в чан 100, в сосуд 108, либо в линию 122 до поступления раствора электролита в сосуд 108. Скорость прибавления этих органических добавок в одном из выполнений составляет до примерно 30 мг/мин/кА, и в одном из выполнений от примерно 0,1 до примерно 20 мг/мин/кА, и в одном из выполнений от примерно 2 до примерно 20 мг/мин/кА. В одном из выполнений органические добавки не вводились.
ПРИМЕР 9.
Медные пластины 130, имеющие размеры 60,96 х 60,96 x 0,64 см, получают с применением способа, показанного на фиг. 2. Водный выщелачиваемый раствор, разбрызгиваемый на выщелачиваемый отвал 200 по линии 220, является раствором серной кислоты с концентрацией 20 г/л. Обогащенный медью водный щелок от выщелачивания, который перекачивают в смеситель 212 по линии 226, имеет концентрацию ионов меди 1,8 г/л и концентрацию свободной серной кислоты 12 г/л. Органический раствор является 7%-ным по весу раствором LIX 984 в SX-7. Концентрация меди в медьсодержащем органическом растворе, который прибавляют в смеситель 212 из отстойника 204, имеет концентрацию меди 1,95 г/л. Обогащенный медью органический раствор, который перекачивают в смеситель 214 из отстойника 202, имеет концентрацию меди 3 г/л LIX 984. Обедненный медью поглощающий раствор, прибавленный в смеситель 214 по линии 238, имеет концентрацию свободной серной кислоты 170 г/л и концентрацию ионов меди 40 г/л. Обедненный медью органический раствор, который перекачивают из отстойника 206 в смеситель 210, имеет концентрацию меди 1,25 г/л LIX 984. Медьсодержащий водный щелок от выщелачивания, перекачиваемый из отстойника 202 в смеситель 210, имеет концентрацию ионов меди 0,8 г/л и концентрацию свободной серной кислоты 12 г/л. Обедненный медью водный раствор, перекачиваемый из отстойника 204 по линии 220, имеет концентрацию меди 0,15 г/л и концентрацию свободной серной кислоты 12 г/л. Обогащенный медью поглощающий раствор, извлекаемый из отстойника 206, имеет концентрацию ионов меди 50 г/л и концентрацию свободной серной кислоты 160 г/л. 529,96 кубических метров этого обогащенного медью поглощающего раствора рециркулируют через смеситель/отстойник со скоростью 0,126 л/сек. Свежий поток обогащенного медью органического раствора, имеющего концентрацию меди 3 г/л LIX 984 в растворе прибавляют в смеситель также со скоростью 0,126 л/сек. При необходимости прибавляют серную кислоту, чтобы обеспечить приемлемую кинетику поглощения. Температуру обогащенного медью поглощающего раствора поднимают до или выше 37,8oC для предотвращения кристаллизации сульфата меди. Конечный раствор электролита, полученный в результате этого процесса, имеет концентрацию ионов меди 92 г/л и концентрацию свободной серной кислоты 83 г/л. Раствор электролита подают в электролизер 106. Раствор электролита в электролизере 106 не содержит свободных ионов хлора в количестве, поддающемся определению. К этому раствору электролита не вводятся органические добавки. Электроосаждение в электролизере 106 продолжают до образования медных пластин 130.
Стадии металлообработки для получения медной проволоки
Круговой диск из меди, который получен на стадии (А) способа согласно изобретению, либо осажден на электроде сразу в форме кругового диска, либо осажден на электроде в форме квадратной или прямоугольной пластины меди, которую впоследствии подрезают, применяя известные технологии (например штампование, прессование, механическая обработка) для изготовления кругового диска. Круговой диск затем подвергают стадии металлообработки кругового диска, вращающегося вокруг центральной оси, подавая режущий инструмент к наружному краю кругового диска, чтобы вызвать снятие ленты меди с диска, разрезая вдоль ленту меди с образованием множества жил медной проволоки и профилируя жилы медной проволоки с образованием таких жил с желаемыми поперечными формами и размерами.
Стадию снятия ленты в способе согласно изобретению, которая предусматривает вращение кругового диска вокруг центральной оси и подачу режущего инструмента к наружному краю диска, чтобы вызвать снятие ленты меди с диска, в технике иногда называют термином "строгание".
Как показано на фиг. 3 и 4, электроосажденную медную пластину 130 в одном из выполнений обрезают с применением стандартной технологии с образованием формы кругового диска 300. Круговой диск 300 имеет наружный край 302 и центральное отверстие 304. Круговой диск 300 на одной стороне имеет гладкую или блестящую, а на противоположной стороне шероховатую или матовую поверхность. Гладкая или блестящая сторона является стороной, которая находилась в контакте с поверхностью катода в процессе электроосаждения. В одном из выполнений шероховатую или матовую поверхность кругового диска подвергают механической обработке для получения гладкой или блестящей поверхности перед стадией снятия ленты. Однако в одном из выполнений такая стадия механической обработки отсутствует. Фактически одним из преимуществ данного изобретения является то, что не существует необходимости сглаживать шероховатую или матовую поверхность кругового диска перед снятием ленты.
Стадия снятия ленты в способе согласно изобретению может быть лучше всего понята со ссылкой на фиг. 5, 5А, и 5В. Как показано на фиг. 5, устройство, использованное на стадии снятия ленты, содержит суппорт (не показан) для закрепления кругового диска 300. Устройство, поддерживающее диск, может быть любой удобной конструкции, которая обеспечивает вращение диска 300 и подход режущего инструмента 306 к наружному краю 302 диска 300. Например, устройство, поддерживающее диск, может иметь горизонтальную центрирующую коробку передач. Устройство, поддерживающее диск, содержит шпиндель 308, который выступает вверх из суппорта через центр отверстия 304. Диск 300 закрепляют на шпинделе 308. В процессе снятия ленты круговой диск 300 вращается против часовой стрелки в горизонтальной плоскости на устройстве, поддерживающем диск. Режущий инструмент 306 поднимается на направляющем блоке 309. Направляющий блок 309 поднимается на каретке 310 и адаптируется к горизонтальному движению вдоль каретки 310 в радиальном направлении относительно диска 300 (вверх и вниз, как показано на фиг. 5). Каретка 310 имеет горизонтальную поверхность, расположенную ниже и параллельно круговому диску 300. На стадии снятия ленты направляющий блок 309 движется горизонтально вдоль каретки 310 от наружного края диска 300 по направлению к центру диска 300 под действием подающего режущий инструмент мотора (не показан). Движение направляющего блока 309 заставляет инструмент 306 проникать в наружный край 302 кругового диска 300 и снимать медную ленту 312 с края 302, так как диск 300 вращается. Диск 300 вращает двигатель шпинделя 314. Двигатель шпинделя 314 протягивает приводную цепь 316, которая связана с приводом шпинделя 318. Привод шпинделя 318 является частью шпинделя 308, и вращение привода шпинделя 318 вызывает вращение шпинделя 308 и диска 300. Медная лента 312 снимается с наружного края 302 диска 300 и по системе роликов 320, 322 и 324 подается на натяжную катушку 326. Ролик 320 поднимается на направляющем блоке 309. Ролик 322 поднимается на каретке 310. Натяжная катушка 326 вращается натяжным двигателем 328. Натяжной двигатель 328 связан с натяжной катушкой 326 приводной цепью 330 и натяжным драйвером 332. Вращение натяжной катушки 326 приводит к наматыванию медной ленты 312 вокруг натяжной катушки 326 и обеспечивает желаемое натяжение (например, от примерно 0,453 до примерно 9,07 килограмм-силы, и в одном из выполнений от примерно 0,453 до примерно 3,63 килограмм-силы, и в одном из выполнений от примерно 0,453 до примерно 0,91 килограмм-силы) медной ленты 312, по мере того как она снимается с кругового диска 300.
Режущий инструмент показан более детально на фиг.5А. Режущий инструмент 306 закрепляют на держателе 340 и сохраняют в фиксированном положении между зажимами 342 и 344. Зажим 342 образует часть держателя инструмента 340 и выступает вертикально вверх от держателя 340. Зажим 344 прикреплен к зажиму 342 болтом 346. Держатель инструмента 340 смонтирован на направляющем блоке 309 и прикреплен к нему болтом 348. Резец 306 имеет режущую кромку 350, передний угол 352 и задний угол 354. Режущая кромка 350 имеет угол А от примерно 40 до примерно 60o, и в одном из выполнений от примерно 40 до примерно 47o, и в одном из выполнений от примерно 45o до примерно 47o, образованный пересечением переднего угла 352 и заднего угла 354. В одном из выполнений доводка обоих, переднего угла 352 и заднего угла 354, составляет 8-12 RMS. Режущая кромка, предпочтительно, не имеет погрешности более чем примерно 16 микрон. Режущий инструмент 306 является карбидным инструментом типа К68, К91, К910 или VR Wesson 660. В одном из выполнений режущий инструмент 306 содержит карбид вольфрама. В одном из выполнений режущий инструмент 306 имеет состав, содержащий около 60 вес.% карбида вольфрама, около 12 вес.% кобальта и около 28 вес.% карбида тантала.
Проникновение режущего инструмента 306 в круговой диск 300 показано на фиг. 5В. Инструмент 306 расположен таким образом, чтобы задний угол резца 354 являлся углом С величиной от примерно 2 до примерно 4o, и в одном из выполнений от примерно 2 до примерно 3o, от касательной к поверхности 360 диска. Во время процесса снятия ленты диск 300 вращается в направлении, показанном стрелкой 364, и с диска снимается медная лента 312. На стадии снятия ленты скорость поверхности диска (например, наружного края 302) составляет от примерно 0,3 до примерно 15,24 м/мин, и в одном из выполнений от примерно 3,05 до примерно 9,14 м/мин. Скорость пробега от примерно 1,52 до примерно 1524 м/мин, и в одном из выполнений от примерно 30,48 до примерно 609,6 м/мин, и в одном из выполнений от примерно 121,92 до примерно 182,88 м/мин, и в одном из выполнений около 152,4 м/мин. Угол D между передней поверхностью 352 резца и медной лентой 312 обычно равен до примерно 5o, и в одном из выполнений от примерно 0,5o до примерно 5o, по мере отделения ленты.
На стадии отделения ленты могут быть использованы, необязательно, охладитель или смазка для охлаждения или смазки режущего инструмента 306. Могут быть использованы любые известные хладагенты или смазки при отделении медной ленты.
Медная лента 312 обычно имеет толщину от примерно 0,005 до примерно 1,27 см, и в одном из выполнений от примерно 0,005 до примерно 0,64 см, и в одном из выполнений от примерно 0,005 до примерно 0,254 см, и в одном из выполнений от примерно 0,005 до примерно 0,13 см, и в одном из выполнений от примерно 0,015 до примерно 0,51 см. Медная лента обычно имеет ширину от 0,254 до примерно 2,54 см, и в одном из выполнений от примерно 0,254 до примерно 1,27 см, и в одном из выполнений от примерно 0,51 до примерно 0,76 см. В одном из выполнений медная лента 312 имеет ширину около 0,64 см и толщину от примерно 0,02 до примерно 0,03 см. Длина медной ленты 312 обычно находится в пределах от примерно 30,48 до примерно 12192 м, и в одном из выполнений от примерно 30,48 до примерно 6096 м, и в одном из выполнений от примерно 30,48 до примерно 3048 м и в одном из выполнений от примерно 152,4 до примерно 1524 м, и в одном из выполнений от примерно 274,32 до примерно 914,4 м.
Модифицированная конструкция резца 306 представлена на фиг.5С. Модифицированный резец 306А, представленный на фиг.5С, идентичен резцу 306, представленному на фиг. 5, 5А и 5В, за исключением того, что инструмент 306А имеет заднюю поверхность 355, увеличенную по сравнению с передней поверхностью резца 352, и отстоит от режущей кромки 350 на угол В к передней поверхности резца 352. Угол В равен примерно до 5o, и в одном из выполнений находится в пределах от примерно 1 до примерно 5o. Длина передней поверхности резца 352, увеличенная от режущей кромки 352 до края 353, равна от примерно 0,005 до примерно 0,025 см, и в одном из выполнений около 0,013 см.
Стадия продольной резки способа изобретения лучше всего проиллюстрирована со ссылками на фиг. 6-8. На этой стадии медную ленту 312, которая снята с кругового диска 300, отделяют с образованием множества проволочных жил, имеющих квадратное или прямоугольное поперечное сечение. В варианте, изображенном на фиг. 6-8, медную ленту 312 разрезают с применением продольно-резального станка 380 с образованием жил 402, 404, 406, 408 и 410. Образуются также отходы проволочных жил 400 и 412. Последовательность операций на этой стадии предусматривает разматывание медной ленты 312 с катушки 326, продвижение ее через накопитель 370 к натяжному блоку 372 и вокруг натяжного блока 372 к продольно-резальному станку 380. Накопитель 370 содержит фиксированный блок 374 и подвижный блок 376, который обеспечивает непрерывное натяжение медной ленты 312 по мере ее поступления на продольно-резальный станок 380. В продольно-резальном станке 380 медную ленту 312 разрезают с образованием жил 402, 404, 406, 408 и 410, и эти проволочные жилы продвигают от продольно-резального станка 380 с образованием бобин 382, 384, 386, 388 и 390 соответственно. На продольно-резальном станке 380 образуются также отходы проволочных жил 400 и 412, и эти жилы продвигают к бобинам 392 и 394 соответственно. Отходы проволочных жил 400 и 412 могут быть возвращены в чан 100 для растворения. Изготовленные проволочные жилы 402, 404, 406, 408 и 410 имеют квадратное или прямоугольное сечение, каждая жила имеет в одном из выполнений ширину от примерно 0,2 до примерно 0,51 мм, и в одном из выполнений от примерно 0,2 до примерно 0,3 мм; и толщину (или высоту) от примерно 0,05 до примерно 5,1 мм, и в одном из выполнений от примерно 0,05 до примерно 2,54 мм, и в одном из выполнений от примерно, 0,15 до примерно 0,25 мм. В одном из выполнений каждая изготовленная проволочная жила имеет прямоугольное поперечное сечение шириной около 0,3 мм и толщиной (или высотой) около 0,2 мм. В одном из выполнений каждая полученная проволочная жила имеет квадратное или в основном квадратное поперечное сечение размерами от примерно 0,13 х 0,13 мм до примерно 1,3 х 1,3 мм или от примерно 0,25 х 0,25 мм до примерно 0,76 x 0,76 мм или примерно 0,15 x 0,15 мм.
Как указано выше, одно из преимуществ способа согласно изобретению состоит в том, что круговой диск 300 не должен выравниваться или подвергаться механической обработке перед стадиями строгания и резки способа согласно изобретению. Фактически на стадии резки это является причиной неровностей краев медной ленты 312, обусловливающих появление отходов проволочных жил 400 и 412.
На продольно-резальном станке 380 медную ленту 312 разрезают с применением комплекта режущих лезвий, который схематически представлен на фиг. 7 и обозначен ссылочной позицией 420. Комплект режущих лезвий 420 содержит боковые прокладки 422, 424, 426 и 428, режущие лезвия 430, 432, 434, 436 и 438 и прокладки 440, 442, 444, 446 и 448. Режущие лезвия могут быть изготовлены из любой инструментальной стали, подходящей для резания медной ленты. Например, такой инструментальной сталью является М2. Толщина (или ширина) режущих лезвий 430, 432, 434, 436 и 438 обычно находится в пределах от примерно 0,05 до примерно 5,1 мм, и в одном из выполнений от примерно 0,2 до примерно 0,35 мм, и в одном из выполнений около 0,27 мм. Толщина (или ширина) прокладок 440, 442, 444, 446 и 448 обычно находится в пределах от примерно 0,05 до примерно 5,1 мм, и в одном из выполнений от примерно 0,2 до примерно 0,35 мм, и в одном из выполнений около 0,28 мм. Толщина (или ширина) боковых прокладок 422, 424, 426 и 428 может находиться в пределах от примерно 0,25 до примерно 1,27 см, и в одном из выполнений от примерно 0,51 до примерно 1,02 см, и в одном из выполнений толщина каждой равна примерно 0,95 см. Диаметры боковых прокладок и режущих лезвий могут находиться в пределах от примерно 5,08 до примерно 15,24 см, и в одном из выполнений от примерно 7,62 до примерно 12,7 см. Диаметры прокладок 440, 442, 444, 446 и 448 могут находиться в пределах от примерно 5,08 до примерно 15,24 см, и в одном из выполнений от примерно 7,62 до примерно 12,7 см. Комплект режущих лезвий 420 может содержать дополнительные лезвия и прокладки, которые не показаны на чертежах, но легко могут быть осуществлены на практике.
В одном из выполнений на поверхность медной ленты 312, когда она продвигается через продольно-резальный станок 380, подают смазку для металлообработки. Сказка может быть любой известной смазкой для обработки металлов, которая применима для резания или расщепления меди. Примером является Die Magic, которая производится Diversified Technology Incorporated.
Как указано выше, медную ленту 312 разрезают на продольно-резальном станке 380 с образованием проволочных жил 402, 404, 406, 408 и 410, так же как и отходов проволочных жил 400 и 412. Все эти проволочные жилы продвигают от продольно-резального станка 380 над направляющими (или роликами) для проволоки 480 и 482 к направляющей 484, и затем под направляющей 484 к направляющей 486. Проволочная жила 402 продвигается над направляющей 486 вокруг направляющей 488 с образованием бобины 382. Направляющая 484 снабжена датчиком натяжения, который воспринимает натяжение в проволочных жилах в контакте с ней, и эта информация используется для регулировки вращения бобины 382 и тем самым регулирования натяжения медной жилы 402. Остальные проволочные жилы продвигают к направляющей 490, и затем под направляющей 490 к направляющей 492. Проволочную жилу 404 продвигают от направляющей 492 к бобине 384. Направляющая 490 снабжена датчиком натяжения, который воспринимает натяжение в проволочных жилах в контакте с ним и выдает сигнал для управления вращением бобины 384 и натяжением проволочной жилы 404. Остальные проволочные жилы продвигают от направляющей 492 к направляющей 494, и затем под направляющей 494 к направляющей 496. Проволочную жилу 406 продвигают от направляющей 496 вокруг направляющей 498 к бобине 386. Направляющая 494 снабжена датчиком натяжения, который воспринимает натяжение в проволочных жилах в контакте с ним и подает сигнал для управления вращением бобины 386 и тем самым натяжением проволочной жилы 406. Остальные проволочные жилы продвигают от направляющей 496 к направляющей 500 и затем под направляющей 500 к направляющей 502. Проволочную жилу 408 продвигают от направляющей 502 к бобине 388. Направляющая 500 снабжена датчиком натяжения, который подает сигнал для управления вращением бобины 388 и тем самым натяжением проволочной жилы 408. Остальные проволочные жилы продвигают от направляющей 502 к направляющей 504 и затем под направляющей 504 к направляющей 506. Проволочную жилу 410 продвигают от направляющей 506 вокруг направляющей 508 к бобине 390. Направляющая 504 снабжена датчиком натяжения, который воспринимает натяжение в проволочных жилах в контакте с ним и выдает сигнал для управления вращением бобины 390 и тем самым натяжением проволочной жилы 410. Остальные проволочные жилы продвигают от направлявшей 506 к направляющей 510, и затем под направляющей 510 к направляющей 512. Проволочную жилу 400 продвигают от направляющей 512 к направляющей 514 и затем вокруг направляющей 514 к бобине 392. Направляющая 510 снабжена датчиком натяжения, который выдает сигнал для управления вращением бобины 392 и тем самым натяжением проволочной жилы 400. Проволочную жилу 412 продвигают от направляющей 512 к направляющей 516, под направляющей 516 к направляющей 518, над направляющей 518 к направляющей 520 и под направляющей 520 к бобине 394. Направляющая 516 снабжена датчиком натяжения, который воспринимает натяжение в проволочной жиле 412 и выдает сигнал для управления вращением бобины 394 и тем самым натяжением проволочной жилы 412.
Хотя продольно-режущий агрегат, показанный на фиг. 6 и 7, позволяет изготовить пять проволочных жил и два отхода проволочных жил согласно существующему уровню техники, могут быть изготовлены дополнительные проволочные жилы путем снабжения режущего комплекта 420 дополнительными режущими лезвиями. Аналогично ширина производимых проволочных жил может изменяться путем изменения размеров прокладок, используемых в агрегате режущих лезвий 420. Длина проволочных жил, получаемых на этом агрегате, также может изменяться путем изменения длины медной ленты 312, которая использована на этой стадии резки. Полученные проволочные жилы могут быть сварены с другими аналогично полученными проволочными жилами с применением известных технологий (например сваркой встык) для образования проволочных жил, имеющих большую длину.
Обычно медная проволока, полученная согласно изобретению, может иметь любую форму поперечного сечения, например круглое поперечное сечение, квадратное, прямоугольное, трапециевидное, многоугольное, овальное и т.д. Края этих форм могут быть острыми или закругленными. Такая проволока может быть изготовлена с применением одной или серии или комбинации фрез с головкой Turks и/или фильер для обеспечения желаемых форм и размеров. Они могут иметь диаметры или основные размеры в пределах от примерно 0,005 до примерно 6,4 мм, и в одном из выполнений от примерно 0,05 до примерно 2,5 мм, и в одном из выполнений от примерно 0,1 до примерно 1,3 мм, и в одном из выполнений от примерно 0,15 до примерно 0,3 мм, и в одном из выполнений от примерно 0,2 до примерно 0,3 мм.
В одном из выполнений жилы медной проволоки прокатаны с применением одной или серии фрез с формующей головкой Turks, причем в каждой формующей фрезе жилы протягивают через две пары жестко закрепленных друг против друга формующих валков. В одном из выполнений эти валки являются желобчатыми для придания форм (например, прямоугольной, квадратной и т.д.) с закругленными краями. Могут быть использованы усиленные фрезы с головкой Turks, в которой перемещаются валки. Скорость фрез с головкой Turks может быть от примерно 30,48 до примерно 11524 м/мин, и в одном из выполнений от примерно 91,4 до примерно 457,2 м/мин, и в одном из выполнений около 182,88 м/мин.
В одном из выполнений проволочные жилы последовательно пропускают через три фрезы с головкой Turks для превращения медной проволоки с прямоугольным поперечным сечением в проволоку с квадратным поперечным сечением. На первой жилы вальцуют от поперечного сечения 0,13 x 0,25 мм до поперечного сечения 0,132 x 0,226 мм. На второй жилы вальцуют от поперечного сечения 0,132 x 0,226 мм до поперечного сечения 0,137 x 0,180 мм. На третьей вальцуют от поперечного сечения 0,137 x 0,180 до поперечного сечения 0,142 x 0,142 мм.
В одном из выполнений жилы проволоки подвергают последовательному пропусканию через две фрезы с головкой Turks. На первой жилы вальцуют от поперечного сечения 0,2 x 0,25 мм до поперечного сечения 0,221 x 0,236 мм. На второй жилы вальцуют от поперечного сечения 0,221 x 0,236 мм до 0,230 х 0,230 мм.
В одном из выполнений жилы проволоки, которые получены согласно изобретению, протягивают через фильеру или серию фильер для получения жил с круглым поперечным сечением. Фильера может быть профилирована (например, квадратная, овальная, прямоугольная и т.д.) до фильер с круглым проходом, где поступающая жила проволоки контактирует с фильерой в движущемся конусе по плоской траектории, выходит из фильеры по плоской траектории. Фильера или фильеры могут быть фильерами для прохода от круглого к круглому. Углы фильеры в одном из выполнений составляют около 8o, 12o, 16o, 24o или другие, известные на практике. В одном из выполнений перед протягиванием жилы проволоки очищают и сваривают (как описано выше).
Может быть получена проволока калибра от примерно 29 американского проволочного калибра (АПК, AWG) до примерно 36 АПК, и в одном из выполнений от примерно 33 АПК до примерно 35 АПК. В одном из выполнений жилу проволоки, имеющей квадратное поперечное сечение 0,142 x 0,142 мм, протягивают через фильеру за один проход с образованием проволоки с круглым поперечным сечением и поперечным диаметром 0,142 мм (АПК 35).
В одном из выполнений проволочные жилы квадратного или прямоугольного поперечного сечения, полученные на стадии
резки способа согласно изобретению, сначала подвергают обработке на формовочной линии, где их поперечное сечение видоизменяют из квадратного или прямоугольного и получают проволочные жилы с круглым или овальным поперечным сечением. Затем проволочные жилы с овальным или круглым поперечным сечением протягивают через круглую фильеру для получения проволочных жил с круглым поперечным сечением желаемого размера. Согласно фиг. 9 проволочную жилу 402 разматывают с бобины 382 и подают к накопителю 540. (В качестве альтернативы, любая из проволочных жил 404, 406, 408 или 410 может быть размотана с бобин 384, 386, 388 или 390, соответственно, и подана к накопителю 540). Проволочную жилу 402 затем из накопителя 540 подают на формовочный агрегат 550. Накопитель 540 содержит фиксированный блок 542 и движущийся блок 544, которые предназначены для создания натяжения проволочной жилы 402 в процессе ее подачи на формовочный агрегат 550. Проволочная жила 402, поступающая на формовочный агрегат 550, обычно имеет квадратное или прямоугольное поперечное сечение шириной от примерно 0,15 до примерно 5,1 мм, и в одном из выполнений от примерно 0,25 до примерно 0,35 мм; и высотой (или толщиной) от примерно 0,05 до примерно 5,1 мм, и в одном из выполнений от примерно 0,15 до примерно 0,25 мм. В одном из выполнений проволочная жила 402, поступающая на формовочный агрегат 550, имеет прямоугольное поперечное сечение размером около 0,2 x 0,3 мм. Формовочный агрегат 550 содержит силовую движущуюся фрезу с головкой Turks, протягивающую фрезу с головкой Turks в комбинации с устройством кабестана или волочильное устройство в комбинации с устройством кабестана. В формовочном устройстве 550 поперечное сечение проволочной жилы 402 трансформируется из прямоугольной или квадратной формы в овальную форму. В одном из выполнений максимальный диаметр овала равен от примерно 0,2 до примерно 0,35 мм, и в одном из выполнений от примерно 0,2 до примерно 0,25 мм; и минимальный диаметр равен от примерно 0,01 до примерно 0,25 мм, и в одном из выполнений от примерно 0,15 до примерно 0,23 мм. В одном из выполнений проволочная жила, сформованная в формовочном агрегате 550, имеет овальное поперечное сечение с максимальным диаметром около 0,25 мм и минимальным диаметром около 0,2 мм. Проволочную жилу подают из формовочного агрегата 550 под собственным весом над подвижным блоком 560 на формовочный агрегат 570. Формовочный агрегат 570 содержит волочильное устройство в сочетании с кабестаном. В формовочном агрегате 570 овальная форма поперечного сечения проволоки скругляется до образования круглого поперечного сечения или близкого к круглому поперечного сечения. В одном из выполнений проволочная жила, которая сформована на формовочном агрегате 570, является круглой или близкой к круглой и имеет максимальный диаметр от примерно 0,2 до примерно 0,3 мм, и в одном из выполнений от примерно 0,23 до примерно 0,25 мм. В одном из выполнений проволочная жила, сформованная на формовочном агрегате 570, является практически круглой и имеет максимальный диаметр 0,23 мм и минимальный диаметр 0,20 мм. Проволочную жилу продвигают от формовочного агрегата 570 через накопитель 580 к бобине 590, где ее наматывают. Накопитель 590 имеет фиксированный блок 582 и движущийся блок 584, которые обеспечивают создание натяжения в медной проволочной жиле по мере того, как ее продвигают с формовочного агрегата 570 к бобине 590.
Теперь, согласно фиг. 10, круглую или практически круглую проволочную жилу 402, полученную на формовочном агрегате 570 (фиг. 9), протягивают через серию фильер в корпусе 610 для получения проволочной жилы с круглым поперечным сечением и желаемым диаметром, которую собирают на катушку 630. Корпус 610 содержит ряд круглых фильер 612, отобранных для уменьшения проволочной жилы до желаемого диаметра или калибра проволоки. На фиг. 10 изображено 14 фильер, но на практике может быть использовано любое желаемое число фильер. Проволоку 402 подают с катушки 590 над блоком 600, через первую фильеру в корпусе 610, вокруг блока 620, под корпусом 610, вокруг блока 600 и к и через вторую фильеру в корпусе 610. Такую последовательность продолжают до тех пор, пока проволочная жила не пройдет через последнюю фильеру корпуса 610, и затем ее подают к блоку 620, и с блока 620 к катушке 630, где ее собирают. Уменьшение, необходимое для каждой фильеры, может быть определено известным на практике способом. В одном из выполнений полное уменьшение достигают на каждой фильере (например от 34 АПК до 35 АПК). В одном из выполнений на каждой фильере достигают 1/3 уменьшения (например от 34 АПК до 34 1/3 АПК). В процессе уменьшения в корпусе 610 применимы любые смазки, принятые в обработке металлов для смазки фильер. Может быть использован любой металлообрабатывающий смазочный материал для протягивания медной проволоки. Примерами являются HSDL N 2 и HSDL N 20, оба производит фирма G.Whitfield Richards Со. На стадии протягивания проволоки проволочная жила может быть уменьшена от примерно 32 АПК до примерно 48 АПК, и в одном из выполнений от примерно 32 АПК до примерно 54 АПК. В одном из выполнений может быть изготовлена медная проволочная жила, имеющая калибр от примерно 32 АПК до примерно 60 АПК. В отдельном предпочтительном выполнении могут быть изготовлены жилы, имеющие калибр от примерно 20 АПК до примерно 60 АПК, и в одном из выполнений от примерно 30 АПК до примерно 60 АПК, и в одном из выполнений от примерно 40 АПК до примерно 60 АПК, и в одном из выполнений от примерно 45 АПК до примерно 60 АПК, и в одном из выполнений от примерно 50 АПК до примерно 60 АПК, и в одном из выполнений от примерно 55 АПК до примерно 60 АПК.
Одним из преимуществ данного изобретения является то, что может быть изготовлена тонкая проволока, имеющая калибр от примерно 50 АПК до примерно 60 АПК, и в одном из выполнений от 55 АПК до примерно 60 АПК. Это обусловлено тем, что зернистая структура медной проволоки может контролироваться в узком диапазоне путем регулирования процесса в электроосадительной ванне, примененной для электроосаждения меди, которая использована для изготовления проволоки.
ПРИМЕР 10.
Медную ленту, имеющую ширину 6,4 мм, толщину 0,2 мм и длину 30,48 м, отделяют от кругового диска 300 меди, имеющего диаметр 15,24 см, используя устройства, показанные на фиг. 5, 5А и 5В. Медную ленту 312 разрезают, используя устройства, показанные на фиг.6 и 7, с образованием пяти жил проволоки, каждая из которых имеет поперечное сечение 0,2 x 0,3 мм. Эти проволочные жилы обезжиривают, промывают, прополаскивают, протравливают, электрополируют, прополаскивают и сушат. Ленты проволоки формуют до круглого поперечного сечения, используя комбинацию валков и протягивающих фильер. При первом проходе используют малогабаритную силовую фрезу с головкой Turks для уменьшения размера стороны 0,3 мм до приблизительно 0,25-0,28 мм. Следующий проход осуществляют через вторую фрезу с головкой Turks, с помощью которой размеры сокращаются до 0,2-0,25 мм с общим поперечным сечением в форме квадрата. Оба прохода являются обжимающими по размерам, указанным выше, с увеличением в поперечном размере (размер в поперечном направлении, перпендикулярном направлению сжатия) и уменьшением длины проволоки. Края закругляются с каждым проходом. Жилы проволоки затем пропускают через протягивающие фильеры, где они скругляются и удлиняются, диаметр уменьшается до 0,202 мм, 32 АПК.
Медная проволока, изготовленная способом согласно изобретению
В одном из выполнений медная проволока, изготовленная способом согласно изобретению, имеет практически однородную неориентированную зернистую структуру, которая преимущественно не имеет столбчатых зерен. В одном из выполнений зернистая структура этой проволоки преимущественно не имеет двойных границ. В одном из выполнений эта проволока преимущественно не имеет пористости. Выражения "преимущественно не имеет столбчатых зерен", "преимущественно не имеет двойных границ" и "преимущественно не имеет пористости" отражают тот факт, что в большинстве случаев анализы с помощью микроскопической или трансмиссионной электронной микроскопии (ТЭМ) проволоки показывают, что такая проволока не имеет столбчатых зерен, не имеет двойных границ и пористости, но в некоторых случаях могут наблюдаться незначительные образования столбчатых зерен, образования двойных границ и/или пористости. В одном из выполнений эта проволока не имеет включений оксидов. Медная проволока, имеющая такие характеристики, легче протягивается, чем проволока, не имеющая таких характеристик.
В одном из выполнений проволока, изготовленная способом согласно изобретению, имеет содержание меди от примерно 99 вес.% до примерно 99,999 вес.%, и в одном из выполнений от примерно 99,9 вес.% до примерно 99,99 вес.%.
В одном из выполнений проволока, изготовленная способом согласно изобретению, имеет предел прочности при растяжении (ППР) при 23oC в пределах от примерно 4082,76 атм до примерно 6464,37 атм, и в одном из выполнений от примерно 4082,76 атм до примерно 5783,91 атм, и в одном из выполнений от примерно 4422,99 атм до примерно 5103,45 атм. В одном из выполнений удлинение этой проволоки при 23oC составляет от примерно 8% до примерно 18%, и в одном из выполнений от примерно 9% до примерно 16%, и в одном из выполнений от примерно 9% до примерно 14%.
В одном из выполнений проволока, изготовленная способом согласно изобретению, подвергнута холодной обработке для уменьшения поперечного сечения примерно на 60% и после этого имеет предел прочности при растяжении в интервале от примерно 4422,99 атм до примерно 6012,41 атм, и в одном из выполнений от примерно 4763,22 атм до примерно 5103,45 атм; и удлинение от примерно 0% до примерно 4%, и в одном из выполнений от примерно 0% до примерно 2%, и в одном из выполнений около 1%.
В одном из выполнений проволока, изготовленная способом согласно изобретению, подвергнута холодной обработке для уменьшения поперечного сечения на 60% и затем отожжена при температуре 200oC в течение двух часов и после этого имеет предел прочности при растяжении от примерно 1701,15 атм до примерно 2721,84 атм, и в одном из выполнений от примерно 1837,24 атм до примерно 2041,38 атм; и удлинение от примерно 30% до примерно 40%.
В одном из выполнений медная проволока, изготовленная способом согласно изобретению, имеет электропроводность, по меньшей мере, около 100% IACS (международный дополнительный медный стандарт, МДМС) (International Annealed Copper Stan-dart), и в одном из выполнений от примерно 100% до примерно 102,7% МДМС.
Проволока, изготовленная способом согласно изобретению, может быть очищена с применением известных химических, механических или электрополировальных способов. Химическая очистка может быть осуществлена путем пропускания проволоки через травильную или рассольную ванну с азотной кислотой или горячей (например, приблизительно, от 25oC до 70oC) серной кислотой. Электрополирование может быть осуществлено с применением электрического тока и серной кислоты. Механическая очистка может быть осуществлена с применением щеток и подобных средств для удаления заусенец и любых шероховатостей с поверхности проволоки. В одном из выполнений проволоку обезжиривают, протравливают, применяя горячую (например около 35oC) серную кислоту, электрополируют, используя серную кислоту, ополаскивают и сушат.
В одном из выполнений жилы проволоки, изготовленные способом согласно изобретению, имеют длину до примерно 30480 м, и в одном из выполнений от примерно 1524 до примерно 15240 м, и в одном из выполнений от примерно 3048 до примерно 15240 м. В одном из выполнений жилы проволоки, изготовленные способом согласно изобретению, имеют относительно короткую длину (например, от примерно 152,4 до примерно 1524 м, и в одном из выполнений от примерно 304,8 до примерно 914,4 м, и в одном из выполнений около 609,6 м), и эти жилы проволоки могут быть приварены к другим аналогично полученным жилам проволоки с применением известных способов (например, сваркой встык) с образованием жил проволоки, имеющих относительно большую длину (например, длину свыше примерно 30480 м или свыше примерно 60960 м до примерно 304800 м или более).
Одним из преимуществ данного изобретения является то, что свойства проволоки, изготовленной способом согласно изобретению, могут быть отрегулированы в большой степени путем регулирования состава раствора электролита. Так например, растворы электролита, не содержащие органических добавок и имеющие концентрацию свободных ионов хлора ниже 1 ч.н.м, и в одном из выполнений равной нулю или практически равной нулю, подходят, в частности, для изготовления сверхтонкой медной проволоки (например, от примерно 40 АПК до примерно 60 АПК, и в одном из выполнений от примерно 50 АПК до примерно 60 АПК).
В одном из выполнений проволока, изготовленная способом согласно изобретению, покрыта одним или более из следующих покрытий:
(1) Свинец или сплав свинца (80 Pb - 20 Sn) - ASTM B189
(2) Никель - ASTM B355
(3) Серебро - ASTM В298
(4) Олово - ASTM В33
Эти покрытия применяют для (а) сохранения способности к пайке при использовании проволоки в лабораторных схемах; (б) обеспечения барьера между медью и изоляционными материалами, такими как резина, которые могут взаимодействовать с медью и приклеиваться к ней (таким образом затрудняя отделение изоляции от проволоки для осуществления электрического контакта); или (в) предотвращения окисления меди при высокотемпературной эксплуатации. Наиболее обычными являются покрытия сплавами олова-свинца и чисто оловянные покрытия; никель и серебро применяются для специальных и высокотемпературных применений. Медная проволока может быть покрыта горячим погружением в ванну с расплавленным металлом, гальваностегией или плакированием. В одном из выполнений использован непрерывный процесс; это позволяет наносить покрытие "on line" следом за процессом волочения проволоки.
Многожильная проволока может быть получена путем скручивания или переплетения нескольких проволок с образованием гибкого кабеля. Различные степени гибкости для данной допустимой нагрузки электротоком могут быть достигнуты путем варьирования количества, размера и расположения отдельных проволок. Сплошная проволока, коаксиальный кабель, проволочный канат и проложенный пучком кабель обеспечивают повышение степени гибкости; в трех последних видах большое число тонких проволок может обеспечить большую гибкость.
Многожильная проволока и кабель могут быть изготовлены на машинах, известных как "машина для свивки" или "машина для скручивания кабелей". Обычно машины для скручивания применяют для скручивания проволоки малого диаметра (от 34 АПК до 10 АПК). Отдельные проволоки подают с катушек, расположенных рядом с оборудованием, и направляют над бегунком, который вращается около катушек, скручивая проволоки. Скорость вращения бегунка относительно подающих катушек регулирует длину витка в пучке. Для небольших, портативных гибких кабелей отдельные проволоки обычно имеют калибр от 30 до 44 АПК, и в каждом кабеле может быть до 30000 проволок.
Может быть использована трубчатая скручивающая машина, которая имеет до 18 подающих проволоку катушек, смонтированных вместе. Проволоку подают от каждой катушки и при ее горизонтальном направлении обрабатывают вдоль трубчатого барабана и свивают вместе с другими проволоками путем вращательного движения барабана. На принимающем конце пучок пропускают через замыкающую головку для получения окончательной формы кабеля.
В одном из выполнений проволока плакирована или покрыта изоляционным материалом или рубашкой. Могут быть использованы три типа изолирующих материалов или рубашек. Это полимеры, эмали или бумага и масло.
В одном из выполнений могут применяться полимеры, в частности, поливинилхлорид (ПВХ), полиэтилен, этиленпропиленовый каучук (ЭПК), силиконовый каучук, политетрафторэтилен (ПТФЭ) и фторированный этиленпропилен (ФЭП). Полиамидные покрытия применяют, когда в первую очередь важна огнестойкость, например в электропроводке для обитаемых космических кораблей. Может быть использован натуральный каучук. Могут быть использованы синтетические каучуки, если должна иметься хорошая гибкость, например в кабелях для сварочных работ или в горном производстве.
Могут применяться разные варианты ПВХ. В том числе некоторые, являющиеся огнестойкими. ПВХ имеют хорошую диэлектрическую прочность и гибкость и широко применяются, поскольку являются одними из наиболее дешевых материалов для изоляции и оболочки. Их обычно применяют для проводной связи, регулировочных кабелей, проводки в зданиях и низковольтных силовых кабелей. ПВХ-изоляцию обычно выбирают для применений, требующих непрерывного использования при низких температурах, до примерно 75oC.
Полиэтилен вследствие его низкой и постоянной диэлектрической проницаемости применяют, если требуются более высокие электрические свойства. Он устойчив к истиранию и растворителям. Его применяют, главным образом, для проволочной связи в цепях или контурах и в высоковольтных кабелях. Поперечно-сшитый полиэтилен (ПСПЭ), который получают путем прибавления органических пероксидов к полиэтилену с последующей вулканизацией смеси, дает лучшую теплостойкость, лучшие механические свойства, лучшие характеристики старения и не причиняет вреда окружающей среде при разложении. Специально составленная смесь может обеспечить огнестойкость в поперечно-сшитом полиэтилене. Обычно максимально поддерживаемая температура операций равна примерно 90oC.
ПТФЭ и ФЭП применимы для изолирования силовых проводов, проводов в электронном оборудовании и специальных регулировочных кабелей, где важны теплостойкость, стойкость к растворителям и высокая надежность. Эти электрические кабели могут работать при температурах до примерно 250oC.
Эти полимерные соединения могут быть нанесены на проволоку экструзией. Экструдеры являются машинами, которые преобразуют гранулы или порошки термопластичных полимеров в непрерывные покрытия. Изолирующий материал загружают в бункер, который подает его в длинную нагретую камеру. Непрерывно вращающийся шнек продвигает гранулы в горячую зону, где полимер плавится и становится жидким. У конца камеры расплавленный материал продавливают через маленькую фильеру над движущейся проволокой, которую также пропускают через открытую фильеру. Как только изолированная проволока выходит из экструдера, ее охлаждают водой и подают на катушку. Проволока, покрытая ЭПК и ПСПЭ, предпочтительно проходит через камеру вулканизации перед охлаждением для завершения процесса поперечной сшивки.
Покрытая пленкой проволока, обычно очищенная магнитом проволока, как правило, является медной проволокой, покрытой тонкой гибкой эмалевой пленкой. Эти изолированные медные проволоки применяют для электромагнитных катушек в электрических устройствах, и они должны быть способны выдерживать высокое разрушающее напряжение. Рабочий диапазон температур составляет от примерно 105oC до примерно 220oC, в зависимости от состава эмали. Применяемые эмали основаны на поливинилацеталях, сложных полиэфирах и эпоксидных смолах.
Оборудование для покрытия проволоки эмалью сконструировано для изоляции большого числа проволок одновременно. В одном из выполнений проволоки пропускают через аппликатор, который осаждает жидкую эмаль на проволоку с регулируемой толщиной. Затем проволоку пропускают через серию печей для отверждения покрытия и, наконец, собирают проволоку на катушки. Чтобы нанести толстое эмалевое покрытие, необходимо пропустить проволоку через систему подобных циклов. Применимы также способы порошкового покрытия. При этом избегают выделения растворителей, которое характерно для отверждения обычных эмалей, и, таким образом, облегчают изготовление с соблюдением стандартов OSHA (Администрации профессиональной безопасности и здоровья (США)) и ЕРА (Управления по охране окружающей среды (США)).
Хотя данное изобретение описано на примере его предпочтительных выполнений, возможны его различные модификации с учетом существующего уровня техники и технических условий. Однако изобретение, описанное здесь, охватывает все модификации в рамках нижеприведенной формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МЕДНОГО МЕТАЛЛИЧЕСКОГО ПОРОШКА, ОКСИДОВ МЕДИ И МЕДНОЙ ФОЛЬГИ | 1996 |
|
RU2134311C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНОЙ ФОЛЬГИ | 1994 |
|
RU2123543C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕДНОЙ ПРОВОЛОКИ | 1995 |
|
RU2127332C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ПОРОШКА, ОКСИДОВ МЕДИ И МЕДНОЙ ФОЛЬГИ | 1994 |
|
RU2126312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 1996 |
|
RU2149225C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ МЕТАЛЛА ИЗ РУДЫ ИЛИ КОНЦЕНТРАТА | 1998 |
|
RU2224036C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ НИКЕЛЯ И/ИЛИ КОБАЛЬТА (ВАРИАНТЫ) | 1996 |
|
RU2174562C2 |
| Способ извлечения меди из водных растворов, содержащих ион хлора | 1982 |
|
SU1734577A3 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОЧИСТОГО ГИДРАТИРОВАННОГО СУЛЬФАТА НИКЕЛЯ | 2019 |
|
RU2797855C2 |
| СПОСОБ ГИДРОМЕТАЛЛУРГИЧЕСКОГО ИЗВЛЕЧЕНИЯ | 1995 |
|
RU2124573C1 |



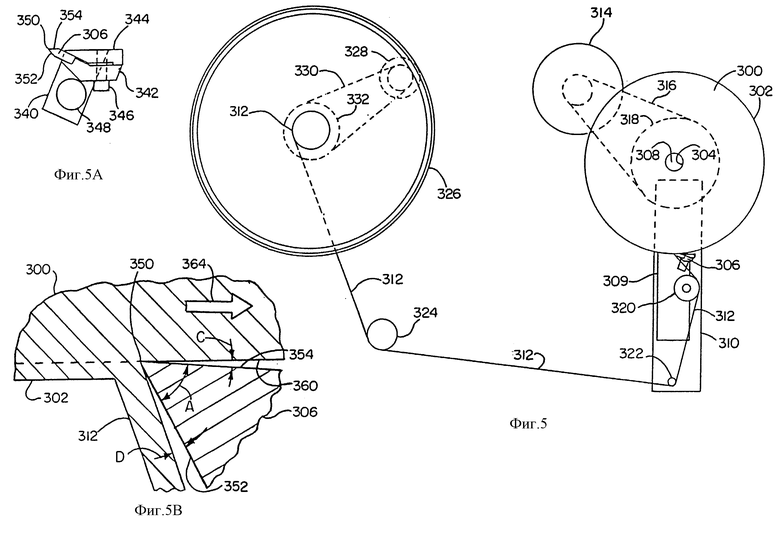






Изобретение относится к способу изготовления проволоки, предусматривающему: (А) изготовление кругового диска электроосажденной меди, (В) вращение указанного диска вокруг его центральной оси, (С) подачу режущего инструмента к наружному краю указанного диска для снятия медной ленты с указанного диска, и (D) формование указанной ленты меди для получения множества жил медной проволоки, обеспечивается упрощение и удешевление процесса. 2 с. и 23 з.п. ф-лы, 10 ил., 1 табл.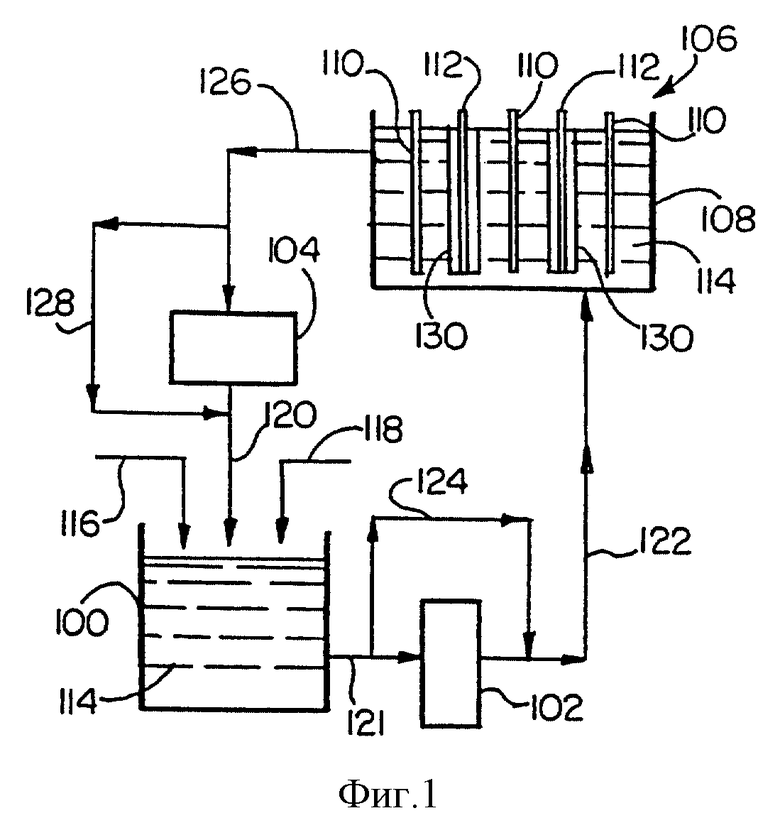

где R1, R2, R3, R4, R5, R6 и R7 независимо являются водородом или углеводородными группами, или формулой
где R1 и R2 независимо являются водородом или углеводородными группами, или формулой
где R1 и R2 независимо являются алкильными или арильными группами.
| US 5516408, 14.05.1996 | |||
| Муфта включения | 1986 |
|
SU1548550A1 |
| US 5366612, 22.11.1994 | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
