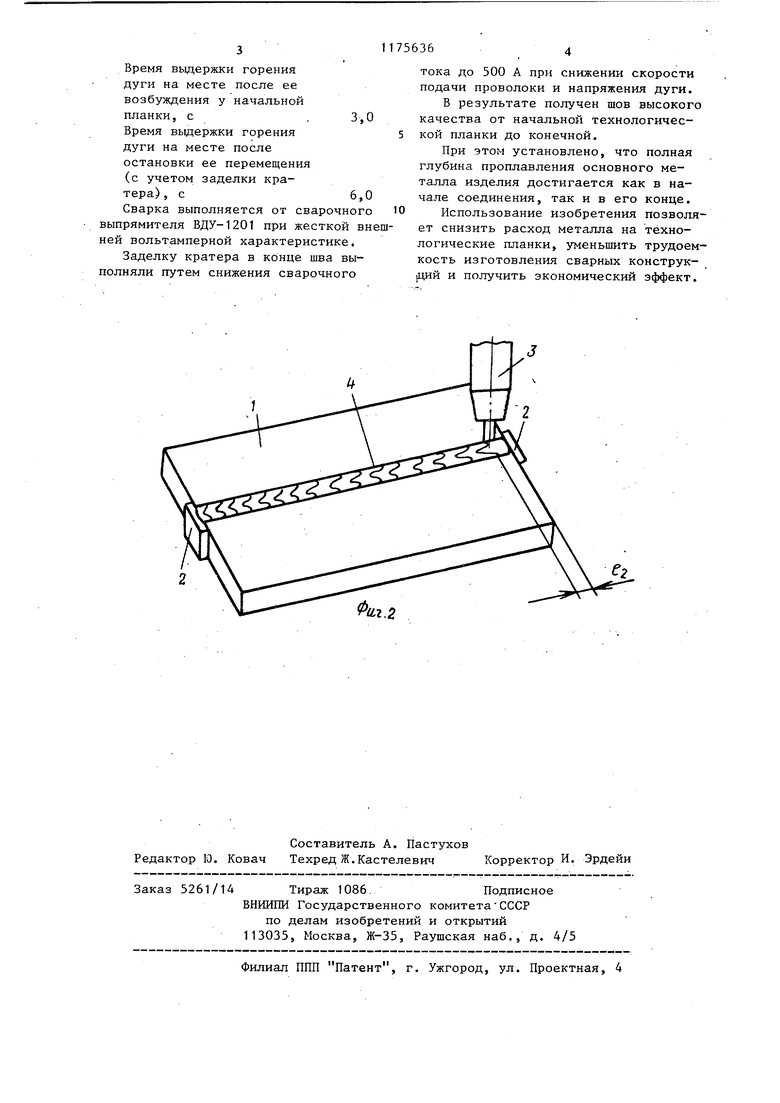
1 Изобретение относится к дуговой сварке и может быть использовано в различных отраслях народного хозяйства. Цель изобретения - снижение стоимости сварки деталей при использовании технологических планок в начале и. конце шва. Минимально допустимый нижний предел продольного по оси шва размера технологических планок, равный 5% толщины свариваемого металла,... установлен исходя из минимально необходимой толщины планок для неполного их проплавления и удержания перегретого металла сварочной ванны от вытекания без прямого действия дуги на внутреннюю сторону технологических планок. Максимально допустимый верхний предел продольного по оси шва размера технологических планок, равный 50% толщины, свариваемого металла, установлен исходя из минимально достаточной толщины планок для удержания жидкого перегретого металла сварочной ванны без полного проплавления технологических планок в самом опасном случае, когда дуга возбужда ется или останавливается в непосред ственной близости от планок и оказывает прямое действие на них. Как показали исследования, в.таких случаях боковая проплавляющая способность ду ги может достигать 50% толищны основ ного металла, т.е. половины от осевой проплавляющей способности дуги. Шнимально допустимый нижний предел расстояний между точками возбуждения и остановки перемещения дуги и технологическими планками, равный 5% толщины, свариваемого металла, обусловлен, с одной стороны, реально возможной точностью установки в нача ле шва и остановки в конце шва сварочной горелки и конца плавящегося электрода, а с другой стороны - опас ностью проплавления технологической планки и вытекания жидкого металла сварочной ванны даже в том случае, когда продольный по оси шва размер (толщина-) технологической планки равен 50% толщины основного металла. Максимально допустимый верхний предел расстояний между точками возбуждения и остановки перемещения дуги и технологическими планками, равный 50% толщины свариваемого металла 36 установлен исходя из резко возрастающей опасности непровара в начале шва (у технологической планки) даже при максимально допустимых режимах для каждой толщины свариваемого металла, обеспечивающих полное проплавление соединения с одной стороны. На фиг. 1 изображена начальная стадия процесса сварки; на фиг.2 завершающая стадия процесса сварки. Способ осуществляется следующим образом. Па подготовленном к сварке соединении 1 устанавливают технологические планки 2, представляющие собой тонкие пластинки, над одним из концов соединения устанавливают сварочную горелку 3 и на расстоянии от начальной технологической планки возбуждают сварочную дугу, задерживают ее горение на месте до сплавления начальной технологической планки с началом шва 4, после чего включают перемещение сварочной дуги по стыку соединения, затем останавливают перемещение дуги на изделие перед конечной технологической планкой на расстоянии Б от нее, задерживают горение дуги на месте и включают ее после сплавления конечной технологической планки с концом шва. Затем отводят в сторону сварочную горелку и убирают сваренное изделие. Пример. Сваривали дуговой однопроходной сваркой под флюсом изделие из листовой стали толщиной 18 мм без скоса кромок. . Материал плавящегося электрода сварочная проволока марки Св-08ГА диаметром 6 мм, флюс - АН-348. Материал технологических планок - сталь толщиной 3 мм. Режим сварки: Сварочньш ток,- А 1200 Напряжение дуги,В 40 Скорость сварки, м/ч 25 Точка начального возбуждения сварочной дуги на изделие на расстоянии 2 от начальной технологической планки, мм 3,0 Точка остановки перемещения сварочной дуги на изделие перед конечной технологической планкой на расстоянии 1г от нее, мм5,0
Время выдержки горения дуги на месте после ее возбуждения у начальной планки, с.3,0
Время вьщержки горения
дуги на месте после остановки ее перемещения (с учетом заделки кратера), с6,0 Сварка выполняется от сварочного выпрямителя ВДУ-1201 при жесткой вненей вольтамперной характеристике.
Заделку кратера в конце шва выполняли путем снижения сварочного
тока до 500 А при снижении скорости подачи проволоки и напряжения дуги.
В результате получен шов высокого качества от начальной технологической планки до конечной.
При этом установлено, что полная глубина проплавления основного металла изделия достигается как в начале соединения, так и в его конце.
Использование изобретения позволяет снизить расход металла на технологические планки, уменьшить трудоемкость изготовления сварных конструк Ций и получить экономический эффект.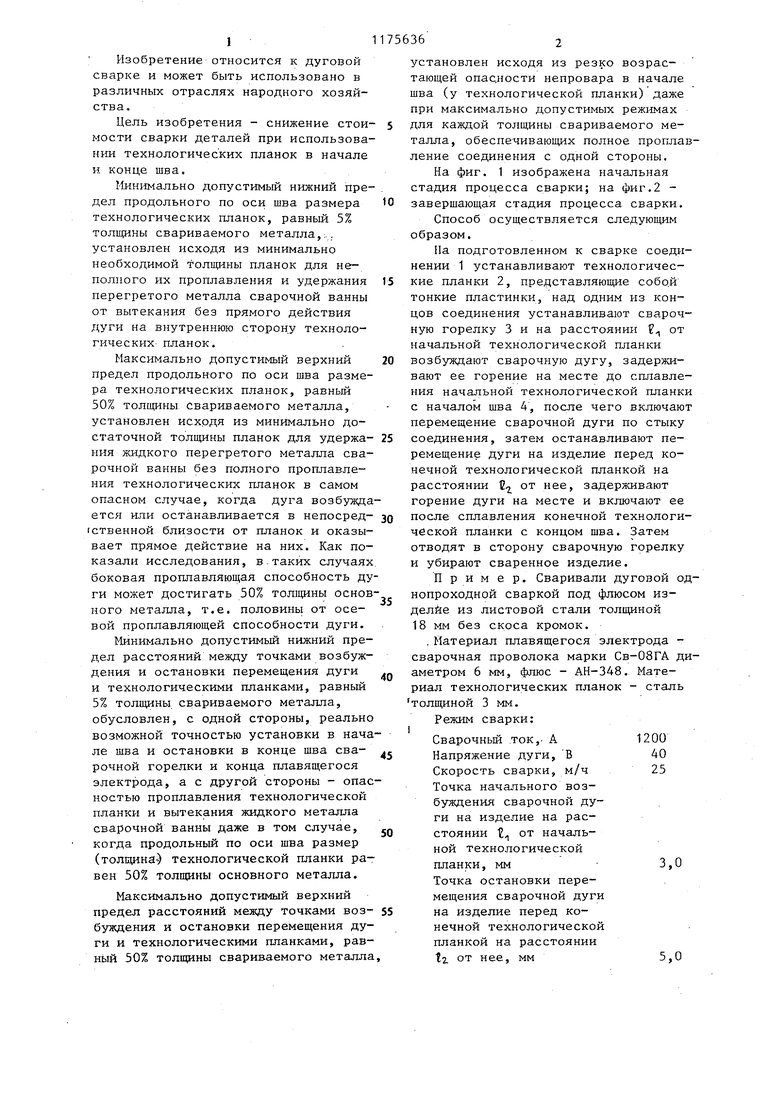
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| ПАТЕНТНО-ТЕХНИЧЕСКАЯБИБЛИОТЕКА | 1971 |
|
SU303158A1 |
| Способ электродуговой сварки толстолистового металла | 1989 |
|
SU1682072A1 |
| Способ электродуговой сварки толстолистового металла | 1987 |
|
SU1493415A1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1999 |
|
RU2158661C2 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Способ сварки сжатой дугой | 1978 |
|
SU806311A1 |
| Способ сварки трехфазной дугой | 1989 |
|
SU1696204A1 |
СПОСОБ ДУГОВОЙ ОДНОПРОХОДНОЙ СВАРКИ, при котором в начале.и в конце соединения используют технологические планки, присоединяемые к торцовым поверхностям соединенных деталей перпендикулярно оси шва, отличающий с. я тем, что, с целью снижения стоимости и повышения качества сварки, размер планки в продольном по оси шва направлении выбирают в пределах 5 - 50% толщины свариваемых деталей, дугу возбуждают и выключают на расстоянии от планки, составляющем 5 - 50% толщины свариваемых деталей, а при возбуждении и выключении дуги производят задержку горения дуги на месте до сплавления планок со швом. сл м СП О) со 05
| Хренов К.К., Ярко В.Н | |||
| Технология дуговой электросварки | |||
| Государственное научно-техническое, издательство машиностроительной литературы, 1940, с | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ ОСАДКИ ВАЛОВ ПАРОВЫХ ТУРБИН | 1917 |
|
SU283A1 |
