Изобретение относится к области станкостроения и может быть использовано в зуборезных станках для обработки прямозубых конических колес двумя резцовыми головками по методу обката.
Известен зуборезный станок для нарезания прямозубых конических колес двумя дисковыми головками с резцами по методу обката (В.Н.Кедринский, К.М. Писманик. Станки для обработки конических зубчатых колес, -М.: Машиностроение, 1967, с.247-252, рис.103, с.214-216).
Недостатком является значительная протяженность цепи обката, составленной из механических звеньев, значительная металлоемкость, сложность конструкции.
Известен также зубострогальный станок, цель обката которого включает в себя узел заготовки, узел инструмента, узел составного колеса, звено настройки, выполненное в виде гитары сменных колес (см. Кедринский В.Н. и др. Станки для обработки конических колес, -М.: Машиностроение, 1967, с.214- 216, рис.103).
Недостатком является то, что не может быть осуществлено нарезание прямозубых конических колес по методу обката двумя резцовыми головками.
Технической задачей является упрощение конструкции кинематической цепи обката станка, снижение металлоемкости, повышение точности цепи станка.
Указанная техническая задача достигается тем, что зуборезный станок снабжен размещенными в цепи обката гидравлическими шаговыми двигателями, предназначенными для приведения во вращение заготовки и приведения во вращение люльки с размещенными на ней головками с резцами, и генераторами гидравлических импульсов, размещенными в звеньях настройки упомянутых шаговых гидравлических двигателей и предназначенными для обеспечения передаточного отношения в цепи обката, соответствующего отношению частот импульсов, связанному с расчетным числом рабочих щелей на вращающихся золотниковых втулках упомянутых генераторов гидравлических импульсов.
На чертеже представлена схема зуборезного станка для нарезания прямозубых конических колес по методу обката двумя резцовыми головками с резцами.
Станок включает в себя инструмент 1, размещенный на люльке 2 станка и совершающий вращательное движение от электродвигателя Д через звено настройки iv, заготовку 3, взаимодействующую с инструментом по цепи обката, генераторы гидравлических импульсов 4 и 5, кинематически связанные посредством шестерни 6, находящейся в зацеплении с внутренним периметром составного колеса 7 и шестерни 8, находящейся в зацеплении с внешним периметром вышеупомянутого составного колеса и управляющие шаговыми гидродвигателями 9 и 10, осуществляющими посредством червячных передач 11 и 12 вращение люльки с инструментом и заготовки соответственно, при этом золотниковая втулка с рабочими щелями генератора гидравлических импульсов привода люльки получает вращение от шестерни 8, связанной с внешним периметром составного колеса 7, а золотниковая втулка генератора гидравлических импульсов привода заготовки получает вращение от зубчатого колеса 13, закрепленного на одном валу с шестерней 6, находящейся в зацеплении с внутренним периметром вышеупомянутого составного колеса, получающей вращение от гидромотора 14; рабочая жидкость к генераторам гидравлических импульсов подводится от насосной установки 15 по трубопроводу 16.
Работа станка осуществляется следующим образом.
Вращение люльки 2 с размещенным на ней режущим инструментом 1 и получающим вращение от электродвигателя Д через звено настройки iv, связано с вращением заготовки 3 цепью обката и осуществляется от гидравлического шагового двигателя 9, кинематически связанного посредством червячной передачи 11 с люлькой и управляемого генератором гидравлических импульсов 4 золотниковая втулка, с рабочими щелями которого получает вращение от шестерни 8, находящейся в зацеплении с внешним периметром составного колеса 7.
Вращение заготовки 3 осуществляется шаговым гидродвигателем 10 посредством червячной передачи 12, управляемым генератором гидравлических импульсов 5, золотниковая втулка с рабочими щелями которого получает вращение от зубчатого колеса 13, закрепленного на одном валу с шестерым 6, находящейся в зацеплении с внутренним периметром вышеупомянутого составного колеса и получающей вращение от гидромотора 14.
Предлагаемое изобретение позволит упростить конструкцию станка, повысить точность кинематической цепи за счет сокращения ее протяженности путем исключения из нее значительного числа механических элементов, снизить металлоемкость станка.
Изобретение относится к станкостроению. Станок содержит узел инструмента, размещенный на люльке, узел заготовки, звено настройки, узел составного колеса и цепь обката. Для упрощения конструкции, повышения точности за счет сокращения протяженности кинематической цепи путем исключения из нее ряда механических звеньев и снижения металлоемкости станок снабжен размещенными в цепи обката гидравлическими шаговыми двигателями, предназначенными для приведения во вращение люльки с размещенными на ней головками с резцами и приведения во вращение заготовки, и генераторами гидравлических импульсов, размещенными в звеньях настройки упомянутых шаговых гидравлических двигателей и предназначенными для обеспечения передаточного отношения в цепи обката, соответствующего отношению частот импульсов, связанному с расчетным числом рабочих щелей на вращающихся золотниковых втулках упомянутых генераторов гидравлических импульсов. 1 ил.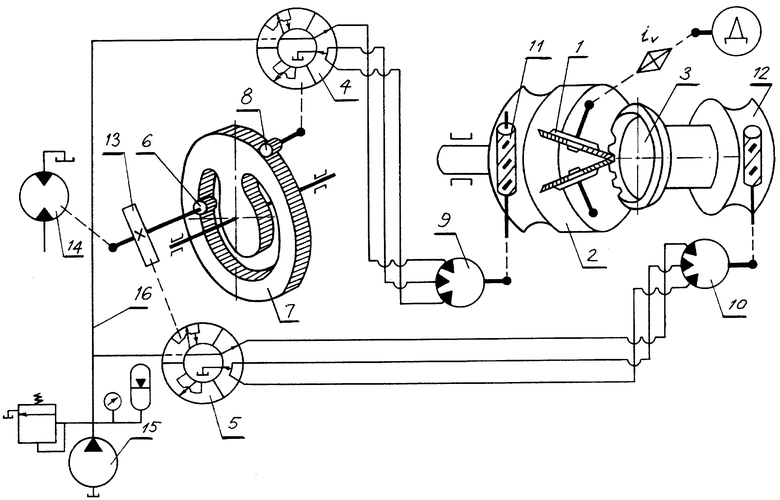
Зуборезный станок для нарезания прямозубых конических колес по методу обката двумя дисковыми головками с резцами, содержащий узел инструмента, размещенный на люльке, узел заготовки, звено настройки, узел составного колеса и цепь обката, отличающийся тем, что он снабжен размещенными в цепи обката гидравлическими шаговыми двигателями, предназначенными для приведения во вращение люльки с размещенными на ней головками с резцами и приведения во вращение заготовки, и генераторами гидравлических импульсов, размещенными в звеньях настройки упомянутых шаговых гидравлических двигателей и предназначенными для обеспечения передаточного отношения в цепи обката, соответствующего отношению частот импульсов, связанному с расчетным числом рабочих щелей на вращающихся золотниковых втулках упомянутых генераторов гидравлических импульсов.
| КЕДРИНСКИЙ В.Н | |||
| и др | |||
| Станки для обработки конических колес | |||
| - М.: Машиностроение, 1967, с.214-216, рис.113, с.247-250 | |||
| Станок для нарезания зубчатых колес методом обкатки | 1951 |
|
SU102465A1 |
| 0 |
|
SU258822A1 | |
| ЦЕПЬ ОБКАТА ЗУБОШЛИФОВАЛЬНОГО СТАНКА | 1994 |
|
RU2087276C1 |
| Устройство для очистки внутренней поверхности трубопроводов | 1985 |
|
SU1269869A1 |
