Изобретение относится к области машиностроения и обработке материалов резанием, а именно к устройствам для охлаждения при шлифовании кругами с аксиально-смещенным режущим слоем.
Известно устройство для подачи смазочно-охлаждающего технологического средства (СОТС) при обработке чашечным шлифовальным кругом, содержащее размещенную внутри корпуса круга емкость для СОТС с каналами для подвода СОТС, образованную двумя сопряженными между собой дисками, один из которых конический [1].
Недостатком устройства является его неэффективное действие при применении шлифовальных кругов с аксиально-смещенным режущим слоем (ШК с АРС), т.е. кругов, у которых торцы наклонены под некоторым острым углом к плоскости, перпендикулярной оси вращения круга.
Потому что участок контакта круга и заготовки осциллирует и СОТС под влиянием воздушного потока, создаваемого вращающимся наклонным кругом как винтом, отбивается и отбрасывается, не имея возможность попасть в эту зону в достаточном количестве.
Это ведет к появлению дефектов в виде прижогов и микротрещин, к снижению качества обработки и производительности.
В качестве прототипа как наиболее близкое к предлагаемому выбрано известное устройство для подачи СОТС при обработке чашечным шлифовальным кругом, у которого емкость для СОТС установлена внутри корпуса таким образом, что конический диск одним своим торцом непосредственно опирается о внутренний торец корпуса круга, а другой торец диска расположен в плоскости сопряжения алмазного слоя с корпусом круга, при этом наружный диаметр упомянутого диска равен внутреннему диаметру алмазного слоя, а каналы для СОТС выполнены в виде радиальных пазов на внутренней поверхности диска с выходом на внутреннюю поверхность алмазного слоя [2].
Недостатком известного устройства является его неэффективное действие при использовании шлифовальных кругов с аксиально-смещенным режущим слоем (ШК с АРС), которые, как известно, устанавливаются наклонно под некоторым острым углом к плоскости, перпендикулярной оси вращения круга.
Торцы таких кругов осциллируют и создают дополнительные воздушные потоки, отрицательно влияющие на течение жидкости, отбрасывая и отбивая СОТС из осциллирующей зоны шлифования. Это заставляет снижать режимы обработки, способствует повышению температуры в зоне контакта круга и заготовки, появлению дефектов в виде микротрещин и прижогов, снижению качества и производительности.
Задачей изобретения является расширение технологических возможностей и сокращение расхода СОТС в виде пластической смазки, а также повышение эффективности охлаждения и подачи СОТС непосредственно в осциллирующую зону резания шлифовальными кругами с аксиально-смещенным режущим слоем (ШК с АРС) за счет образования приторцовых потоков СОТС, направленных на бегущую в продольном направлении зону шлифования.
Это достигается применением разработанного устройства для подачи смазочно-охлаждающего технологического средства (СОТС) при обработке кругами, установленными под острым углом к плоскости, перпендикулярной оси вращения (круги с аксиально-смещенным режущим слоем (АРС), и работающими периферией, содержащего емкости для СОТС с каналами для подвода СОТС, образованные двумя сопряженными между собой дисками.
При этом емкости для СОТС установлены с каждого торца круга и выполняют функции косых шайб, служащих для закрепления круга под углом, а каналы для СОТС выполнены в виде радиальных пазов на внутренней поверхности секторов, закрепленных на диаметрально противоположных частях торцов круга, в местах, где торец наиболее приближен к плоскости, перпендикулярной оси вращения и проходящей через центр симметрии круга, кроме того, сектора изготовлены из легкоразрушающегося материала и охватывают центральный угол не более 180o.
Сущность устройства поясняется чертежами.
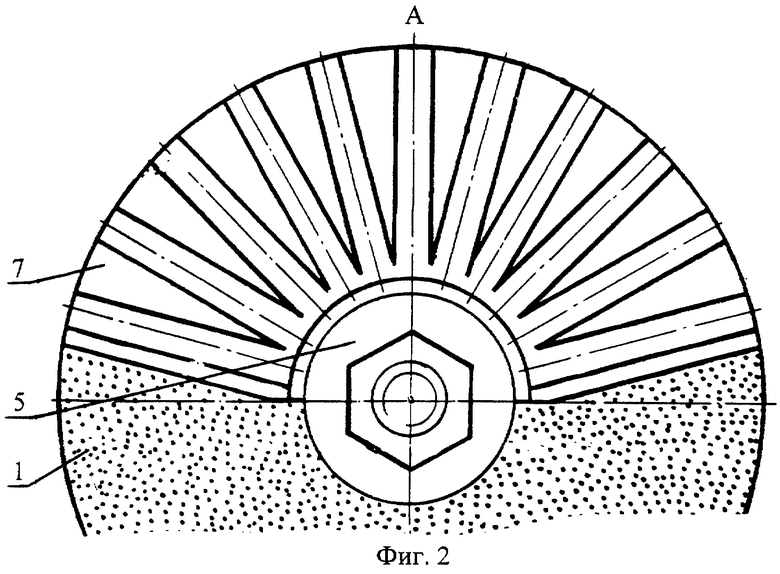
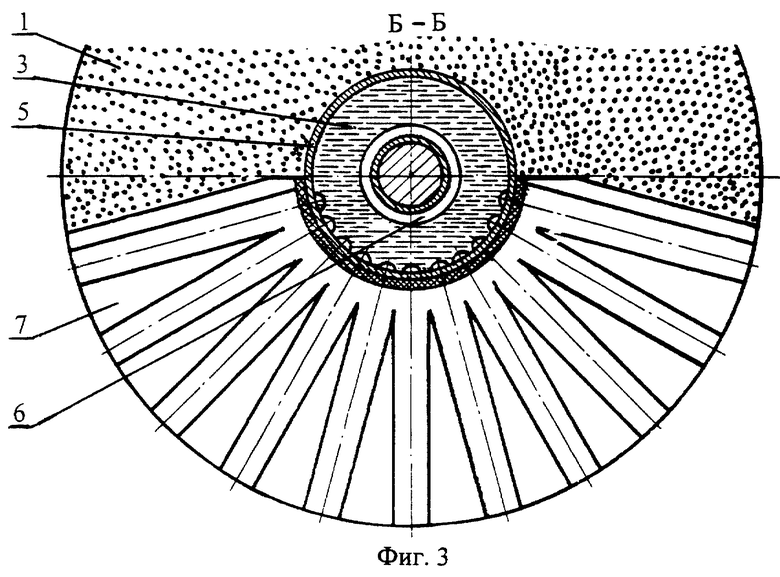
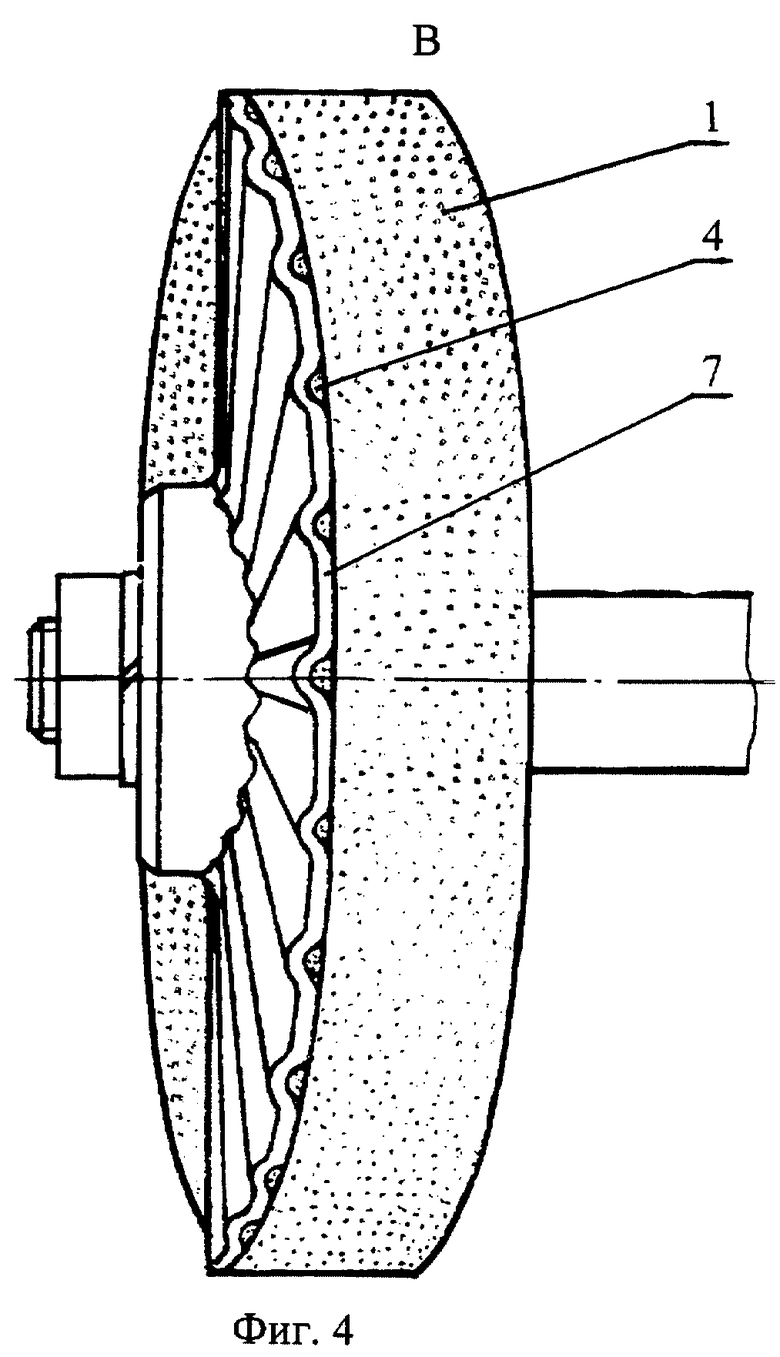
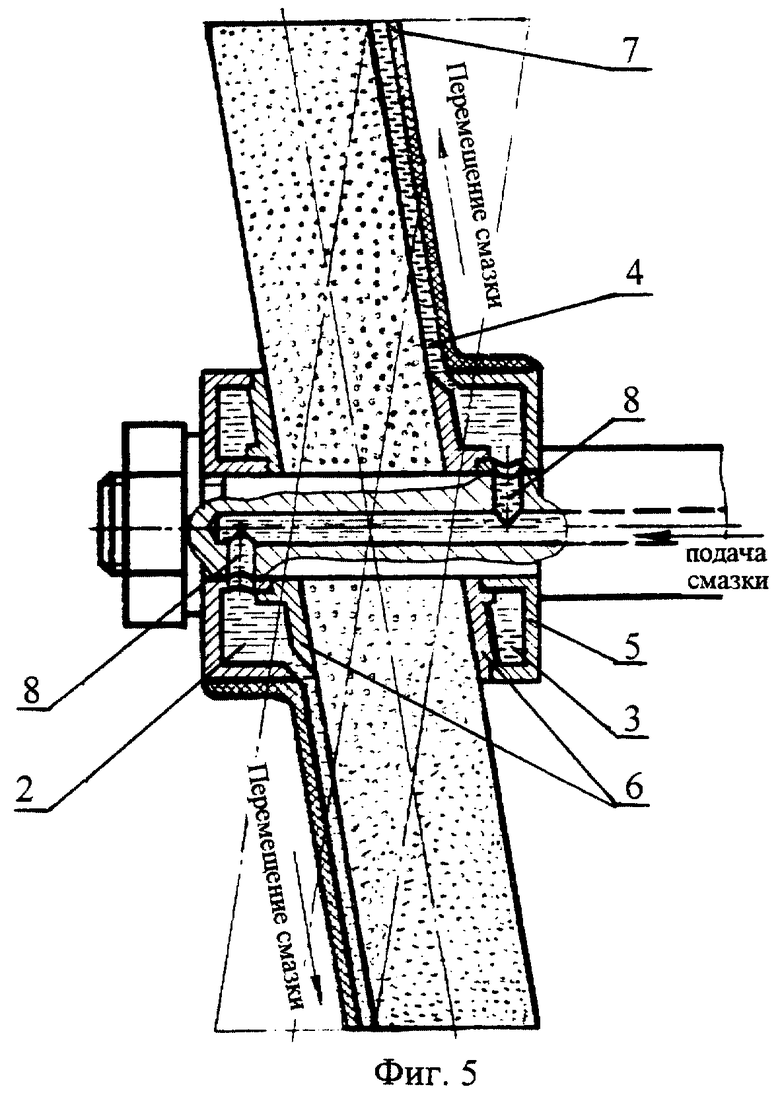
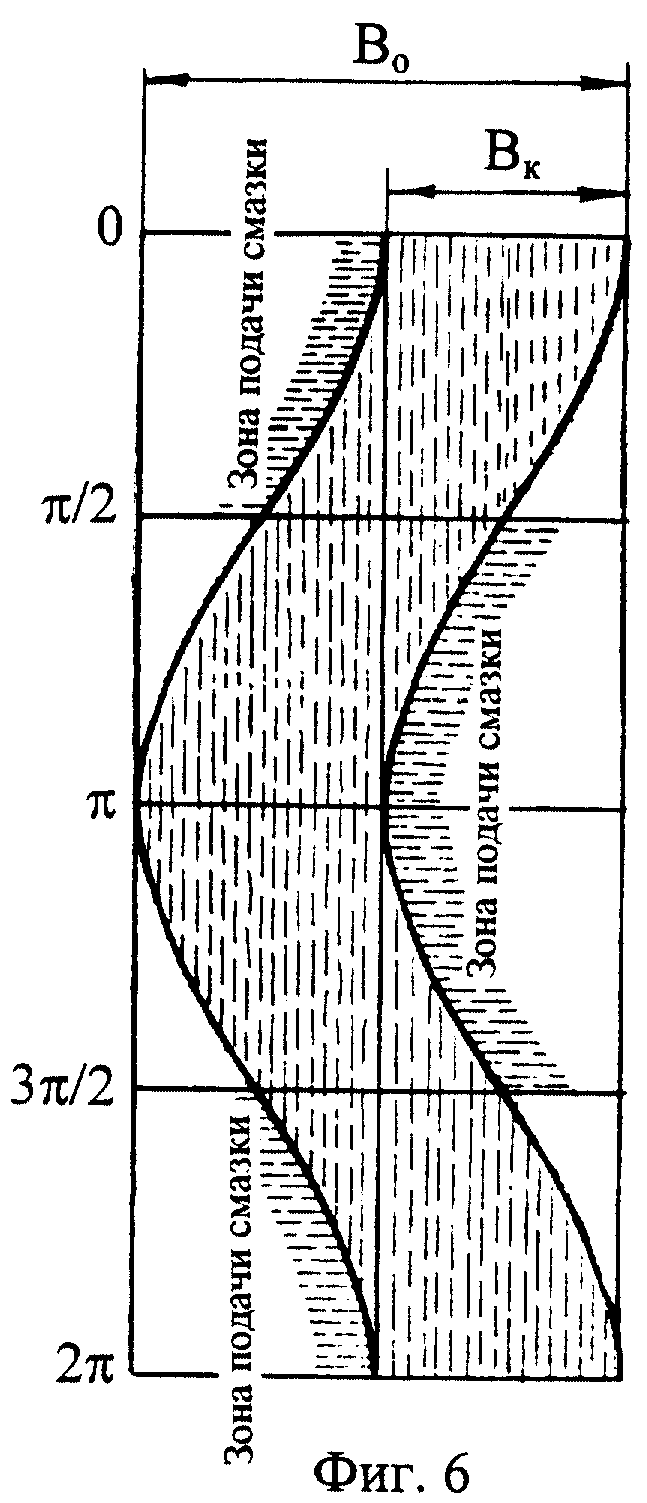
На фиг. 1 приведен продольный разрез устройства; на фиг. 2 - вид по А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид по В на фиг. 1; на фиг. 5 приведен продольный разрез второго варианта устройства с непрерывной подачей смазки через полый шпиндель; на фиг. 6 показана развертка следа круга на обрабатываемой поверхности и места смазки.
Устройство для подачи СОТС при обработке шлифовальным кругом 1, установленным под острым углом к плоскости, перпендикулярной оси вращения (шлифовальный круг с аксиально-смещенным режущим слоем (ШК с АРС), и работающим периферией, содержит размещенные с каждого торца круга емкости 2 и 3 для СОТС с каналами 4 для подвода СОТС.
Емкость образована двумя сопряженными между собой дисками, один из которых - полый диск 5, второй диск - фланец 6. Емкости 2 и 3 для СОТС установлены с каждого торца круга и выполняют функции косых шайб, служащих для закрепления круга под острым углом к плоскости, перпендикулярной оси вращения, т.е. для получения ШК с АРС.
В месте соединения полого диска 5 с фланцем 6 выполнены радиальные отверстия для СОТС, переходящие в радиальные пазы 4 на внутренней поверхности сектора 7 с выходом на периферийную поверхность ШК с АРС 1.
Сектора 7 закреплены на диаметрально противоположных частях торцов круга в местах, где торец наиболее приближен к плоскости, перпендикулярной оси вращения и проходящей через центр симметрии круга.
Кроме того, сектора 7 изготовлены из легкоразрушающегося материала и охватывают центральный угол не более 180o. Сектора 7 закреплены к торцам круга и к периферии полых дисков 5 известными способами (например, приклеены).
Устройство работает следующим образом.
Пластичную смазку, определяемую по ГОСТ 23258-78, располагают в емкостях 2 и 3 и включают вращение ШК с АРС 1. Смазка также может непрерывно подаваться в емкости 2 и 3 при вращении ШК с АРС 1 через полый шпиндель и радиальные каналы 8 (фиг. 5). Под действием сил инерции смазка начинает перемещаться через радиальные отверстия в полых дисках 5 и фланцев 6 по каналам 4 секторов 7 к периферийному аксиально-смещенному режущему слою в местах, где торцы ШК с АРС наиболее приближены к плоскости, перпендикулярной оси вращения (фиг. 6). На только что обработанной поверхности она растекается тонким слоем, охлаждая его, и при набегании торца ШК с АРС на заготовку попадает в зону обработки, когда идет процесс шлифования. В процессе обработки смазка растирается по всей поверхности режущего профиля.
Каналы 4 в виде радиальных пазов на торцах круга 1 обеспечивают передачу смазки из емкостей на аксиально-смещенный режущий слой одновременно в нескольких направлениях в тех местах, где торцы наиболее приближены к плоскости симметрии, т.е. во впадины синусоиды, для равномерного распределения. Таким образом, вся пластичная смазка попадает на режущий профиль круга в зону обработки, практически отсутствует выброс, что обеспечивает снижение ее расхода.
Легкоразрушаемые сектора 7 с каналами 4 обеспечивают подачу СОТС до полного износа абразивного круга. Установка секторов 7 на диаметрально противоположных частях торцов круга в местах, наиболее приближенных к плоскости, перпендикулярной оси вращения и проходящей через центр симметрии круга, обеспечивает целевое попадание смазки во впадины синусоиды осциллирующей зоны резания, расширяет технологические возможности и повышает эффективность обработки.
Устройство улучшает условия выноса шлама из зоны резания, снижает вероятность появления прижогов и микротрещин, что повышает производительность процесса обработки и обеспечивает возможность повышения износостойкости шлифовальных кругов с аксиально-смещенным режущим слоем.
Источники информации
1 А. с. СССР N 1315269, кл. В 24 В 55/02, 1986.
2 А. с. СССР N 1812083, кл. В 24 В 55/02. Заявка N 4858728/08, заявл. 08.08.90, опубл. 30.04.93. Бюл. N 16 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 1998 |
|
RU2151688C1 |
| СБОРНЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2198086C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 2001 |
|
RU2204474C2 |
| УСТРОЙСТВО ДЛЯ ОСЦИЛЛИРУЮЩЕЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1999 |
|
RU2162789C2 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1999 |
|
RU2162787C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ С РАДИАЛЬНЫМИ ОТВЕРСТИЯМИ И АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2190517C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ С ИСПОЛЬЗОВАНИЕМ ГИДРОУДАРА ПРИ ШЛИФОВАНИИ | 2001 |
|
RU2190516C1 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2200083C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ПОНИЖАЮЩЕГО ТЕМПЕРАТУРУ ШЛИФОВАНИЯ | 2001 |
|
RU2199429C1 |
| СПОСОБ НАПОРНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ | 2001 |
|
RU2196040C1 |
Изобретение относится к машиностроению и может быть использовано для охлаждения шлифовальных кругов с аксиально-смещенным режущим слоем. Устройство для подачи смазочно-охлаждающего технологического средства (СОТС) содержит емкости для СОТС с каналами для его подвода, образованные двумя сопряженными между собой дисками. Емкости установлены с каждого торца круга и выполняют функции косых шайб, служащих для закрепления круга под углом. Каналы для СОТС выполнены в виде радиальных пазов на внутренней поверхности секторов, закрепленных на диаметрально противоположных частях торцов круга в местах, где торец наиболее приближен к плоскости, перпендикулярной оси вращения и проходящей через центр симметрии круга. Сектора изготовлены из легкоразрушающегося материала и охватывают центральный угол не более 180°. При вращении круга радиальные пазы обеспечивают передачу смазки из емкостей на аксиально-смещенный режущий слой одновременно в нескольких направлениях. Выброс смазки практически отсутствует, что снижает ее расход. Легкоразрушаемые сектора с каналами подают СОТС до полного износа абразивного круга. Данная конструкция расширяет технологические возможности, повышает эффективность обработки, снижает вероятность появления прижогов и микротрещин и повышает производительность процесса. 6 ил.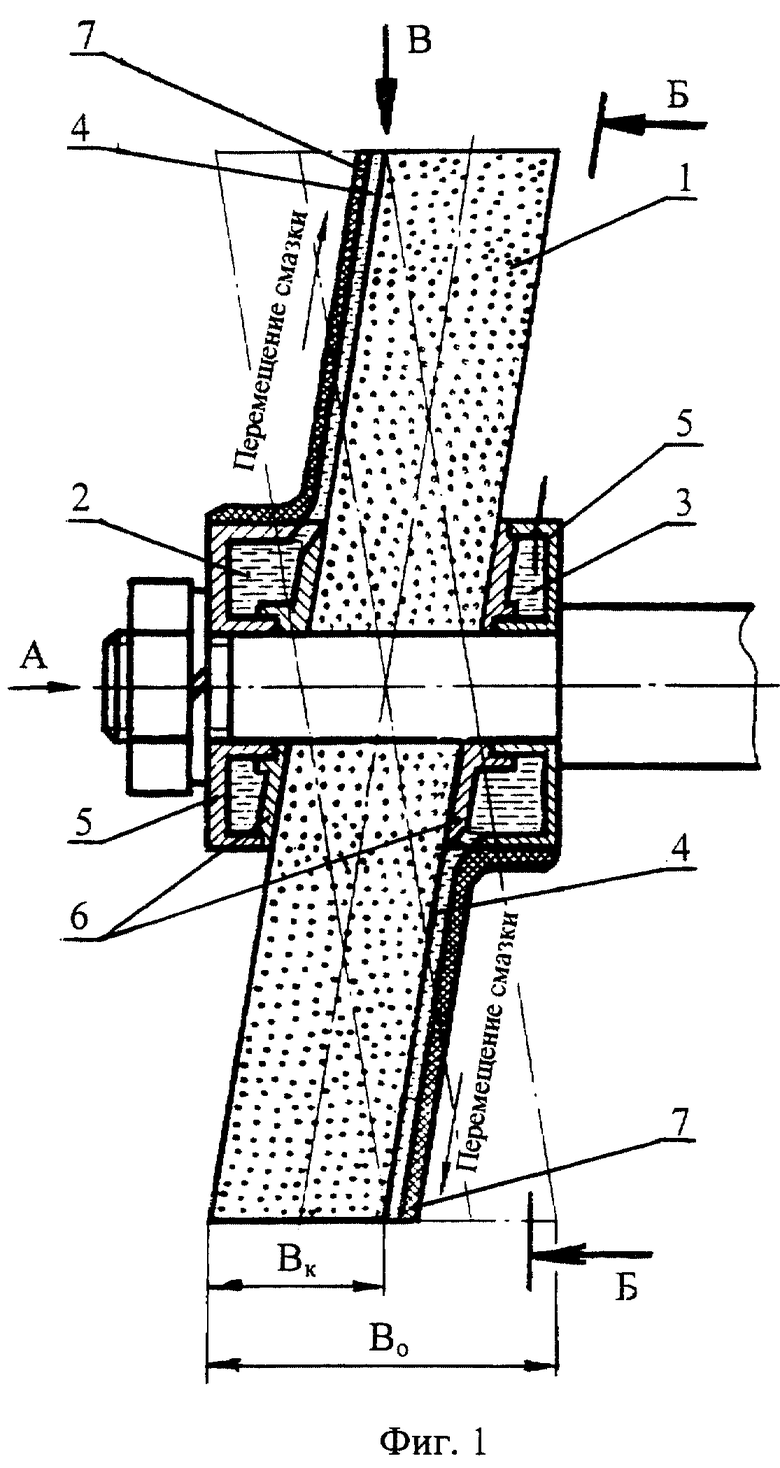
Устройство для подачи смазочно-охлаждающего технологического средства (СОТС) при обработке шлифовальным кругом, содержащее емкость для СОТС с каналами для его подвода, отличающееся тем, что оно снабжено второй емкостью для СОТС с каналами для его подвода и выполненными из легкоразрушаемого материала двумя секторами с центральным углом не более 180°, при этом емкости установлены с каждого торца круга, имеющего аксиально-смещенный режущий слой и периферийную рабочую поверхность, и выполнены в виде двух дисков, сопряженных между собой из условия образования косых шайб для крепления круга под острым углом к плоскости, перпендикулярной оси вращения, а сектора закреплены на диаметрально противоположных частях торцов круга в местах наибольшего приближения торца к плоскости, перпендикулярной оси вращения круга и проходящей через центр симметрии последнего, причем каналы для подвода СОТС выполнены в виде радиальных пазов на внутренней поверхности секторов.
| Устройство для подачи смазочно-охлаждающего технологического средства | 1990 |
|
SU1812083A1 |
| Устройство для подачи смазочно-охлаждающих жидкостей | 1980 |
|
SU872234A1 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1980 |
|
SU895630A1 |
| SU 1484655 A1, 07.06.1989 | |||
| SU 1222519 A, 07.04.1986 | |||
| Способ очистки поверхностей | 1988 |
|
SU1652003A1 |
