Изобретение относится к области машиностроения, а именно к конструкциям устройств для установки, съема и хранения штампов.
Известно устройство для смены штампов на прессе двойного действия "Эрфурт" усилием 800 т (см. книгу Л.С.Сагателян "Средства техники безопасности и механизации в холодноштамповочном производстве". - М.: Машиностроение, 1973, стр. 178, рис. 106).
Устройство состоит из неподвижного стола, вмонтированного с фронтальной стороны пресса и привода для перемещения штампов из рабочей зоны пресса на стол и обратно. Для транспортирования штампов от пресса на позиции хранения (в данном случае - склад) используется мостовой кран.
Недостатком известного устройства является трудоемкость замены штампов, поскольку для этого обязательным условием является наличие мостового крана, так как стол выполнен неподвижным. К тому же последнее обстоятельство затрудняет работу наладчиков, обслуживающих пресс, при закреплении на нем штампа. Следует также сказать, что вынужденное увеличение времени переналадки пресса на другой штамп сказывается на снижении его производительности. При этом наличие неподвижного стола не позволяет сделать производство более гибким, т. е. позволяющим быстро переходить на другую номенклатуру изготавливаемых деталей, особенно в условиях увеличения гаммы выпускаемых изделий, в частности автомобилей семейства "Газелей" и "Соболей" и их комплектующих на ГАЗе.
Известно также устройство для установки и съема штампов (см. а.с. N 783043, МКИ B 30 B 15/02), содержащее тележку на колесах с подвижной рамой, домкраты с опорными башмаками, а также механизм перемещения штампа. Достоинством данного устройства по сравнению с предыдущим является его более высокая мобильность, поскольку вместо неподвижного стола используется перемещаемая на колесах тележка, которую вручную подкатывают к прессу и с помощью механизма перемещения штампа, выполненного в виде лебедки, устанавливают штамп на пресс.
Однако данное устройство предназначено для съема и установки только мелких штампов, что существенно снижает его технологические возможности. При этом следует сказать, что даже наличие подвижной тележки не решает проблему быстрой замены штампов, поскольку тележку сначала необходимо откатить к месту складирования штампов, а затем с помощью вспомогательных приспособлений или грузоподъемных машин заменить штамп на следующий. Все это значительно снижает производительность работы пресса и возможность его использования, как указывалось выше, в условиях увеличения гаммы выпускаемых изделий. Особенно это сказывается в условиях массового или серийного производства при изготовлении деталей на гидравлических прессах, обладающих заведомо малой производительностью. Кроме того, в данном устройстве в зависимости от того, устанавливается ли штамп на пресс или снимается с него, лебедку тоже необходимо переставлять с тележки на цапфы пресса и наоборот, в результате чего также возрастает трудоемкость операции по замене штампов и как следствие - уменьшается производительность пресса в целом, причем существенно снижается безопасность выполняемых работ.
Задача заявляемого изобретения состоит в устранении указанных недостатков, а именно: в расширении технологических возможностей устройства, повышении его производительности, гибкости и степени механизации, а также удобства обслуживания и уровня техники безопасности и получения технического результата, заключающегося в расширении номенклатуры сменяемых штампов и увеличении их количества при одновременном сокращении времени на их замену, производимую непосредственно возле пресса без использования вспомогательного подъемно-транспортного оборудования.
Для решения вышеперечисленных задач и получения указанного технического результата в известном устройстве, содержащем транспортирующее средство, оснащенное позицией для съема и установки на него штампов, фиксаторы транспортирующего средства, направляющие для троса и механизм перемещения штампов из рабочей зоны пресса на транспортирующее средство, расположенное на упомянутой позиции, транспортирующее средство оснащено по меньшей мере двумя позициями для хранения штампов, расположенными с боковой стороны пресса, а само транспортирующее средство выполнено в виде тележек, установленных на указанных позициях с возможностью их попеременного возвратно-поступательного перемещения с этих позиций на позицию для съема и установки штампов. При этом позиции для хранения штампов могут быть расположены как по обе стороны от позиции для съема и установки штампов на линии, перпендикулярной фронтальной стороне пресса и проходящей через указанную позицию, так и по разные стороны от этой позиции на взаимно перпендикулярных линиях, пересекающихся на указанной позиции, причем одна из линий параллельна фронтальной стороне пресса. Кроме того, тележки снабжены электромеханическим приводом на колеса, которые смонтированы с возможностью взаимодействия с направляющими рельсами, при этом фиксаторы тележек расположены по обе ее стороны и каждый состоит из стержня и откидывающейся рамки, причем стержень установлен с возможностью вертикального перемещения в кронштейне тележки и взаимодействия с отверстием, выполненным в рельсе на позиции для съема и установки штампов, а откидывающаяся рамка, размещенная на указанной позиции, шарнирно закреплена на плите рельса с возможностью взаимодействия посредством винта с кронштейном тележки. Механизм перемещения штампов в заявляемом устройстве выполнен в виде смонтированной отдельно от пресса и тележек и стационарно установленной лебедки, а направляющие для троса выполнены в виде блоков, часть которых установлена на прессе, а другая часть на каждой тележке.
Оснащение транспортирующего средства устройства для смены штампов по меньшей мере двумя позициями для хранения штампов, расположенными с боковой стороны пресса, и размещение на указанных позициях самих транспортирующих средств, выполненных в виде тележек, которые снабжены электромеханическим приводом на колеса и установлены с возможностью попеременного возвратно-поступательного перемещения по рельсам с этих позиций на позицию для съема и установки штампов на пресс, позволяет с наименьшими потерями времени и без использования подъемно-транспортного оборудования производить замену штампов. Причем размещение непосредственно возле пресса на одной или взаимно перпендикулярных линиях необходимого числа позиций для хранения штампов и в дальнейшем быстрой их смены, позволяет увеличить число последних и соответственно расширить их номенклатуру, что особенно важно в условиях массового производства при увеличении гаммы выпускаемых изделий. Кроме того, расположение фиксаторов тележек по обе ее стороны и выполнение каждого из них в виде вертикально перемещаемого в кронштейне тележки стержня, заходящего на позиции съема и установки штампа в отверстие рельса, и шарнирно установленной на плите последнего откидывающейся рамки, взаимодействующей посредством винта с кронштейном тележки, позволяет надежно стопорить тележку при съеме и установке на нее штампа с помощью лебедки. Причем стержень удерживает тележку от сдвига по рельсам, а откидывающаяся рамка - от опрокидывающего момента. При этом следует сказать, что используемая в данном устройстве лебедка может обслуживать не только один, но и линию прессов, каждый из которых имеет по несколько перемещаемых тележек, что создает значительную экономию средств и делает заявляемое устройство более универсальным.
На фиг. 1 показано устройство для смены штампов с двумя позициями для их хранения, расположенными по обе стороны от позиции для съема и установки штампов на одной линии, перпендикулярной фронтальной стороне пресса.
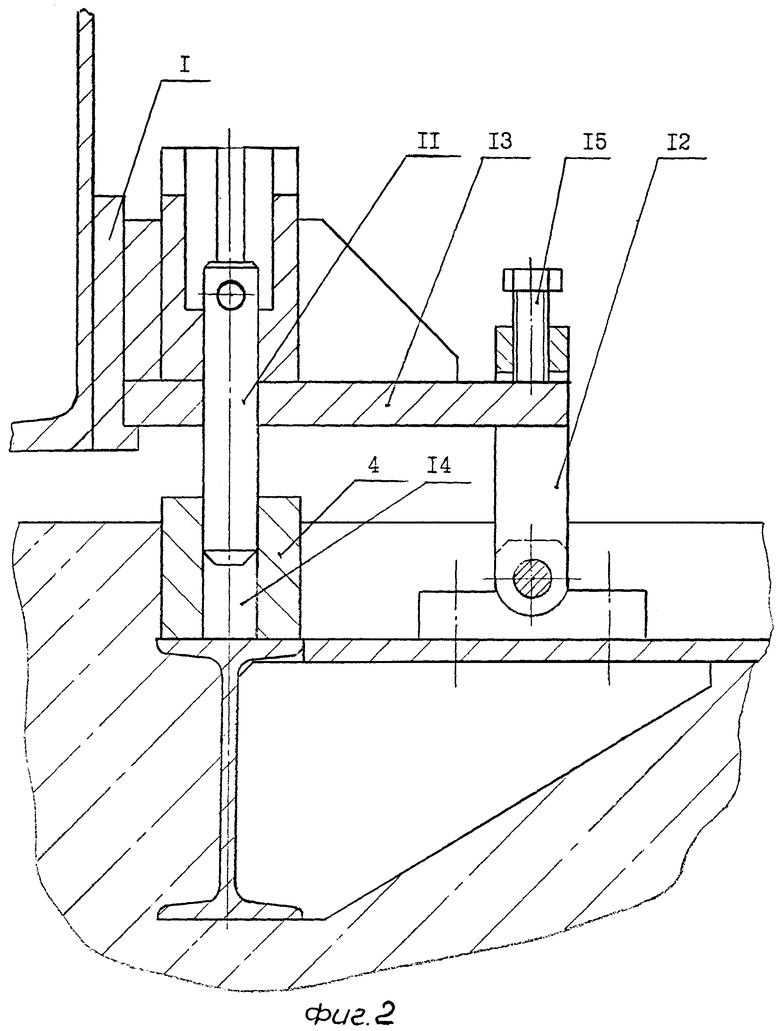
На фиг. 2 - разрез А-А на фиг. 1 - показан один из фиксаторов тележки.
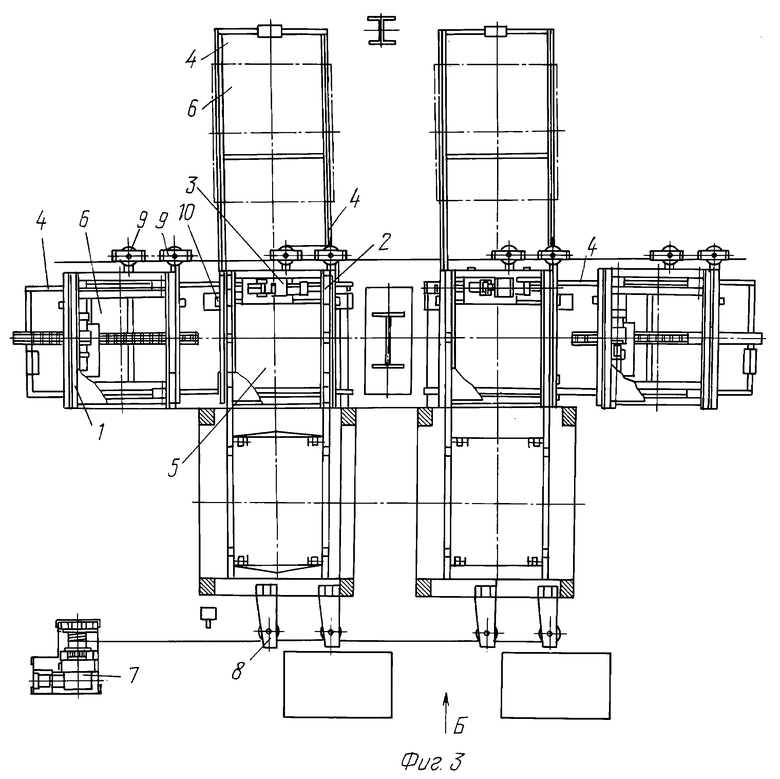
На фиг. 3 - устройство для смены штампов на линии прессов с двумя позициями для хранения штампов у каждого пресса, расположенными по разные стороны от позиции для съема и установки штампов на взаимно перпендикулярных линиях, одна из которых параллельна фронтальной стороне пресса.
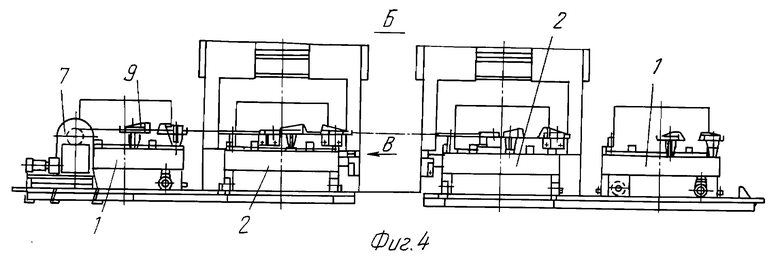
На фиг. 4 - вид Б на фиг. 3.
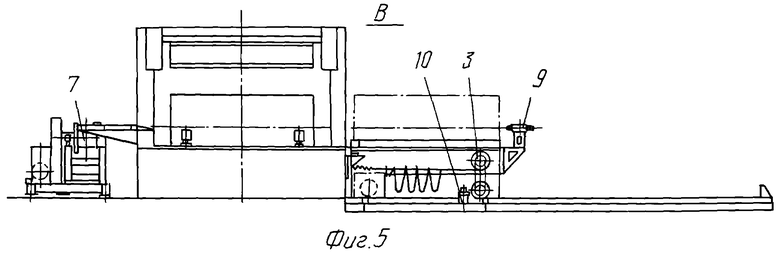
На фиг. 5 - вид В на фиг. 4.
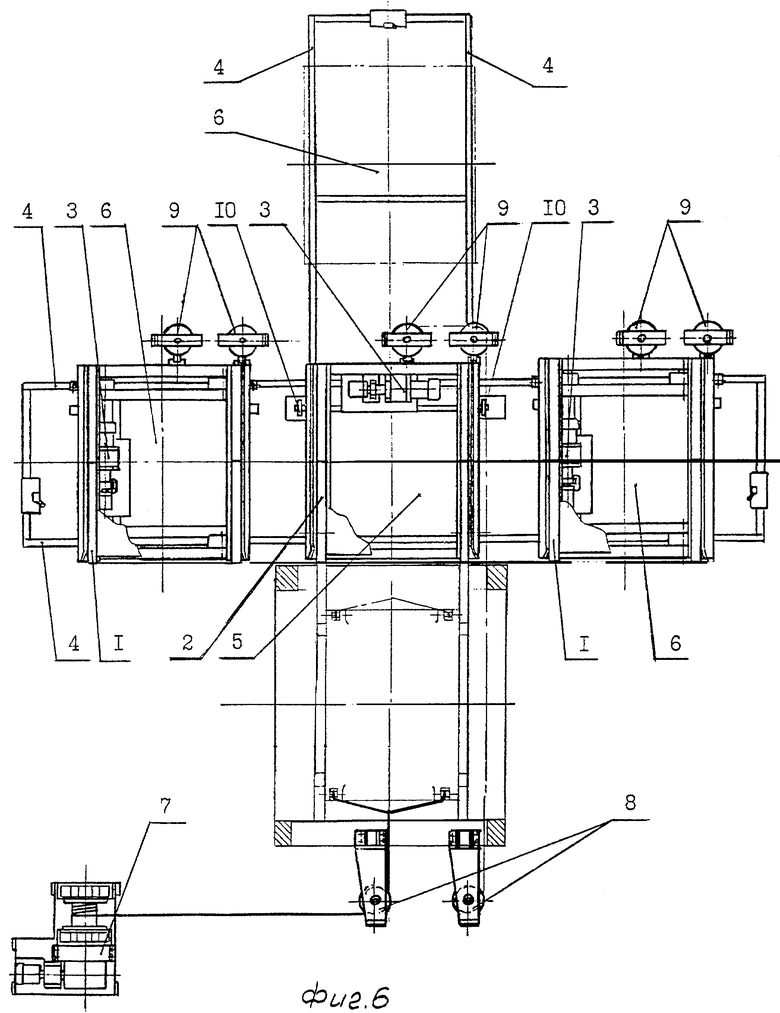
На фиг. 6 - устройство для смены штампов с тремя позициями для их хранения, расположенными по разные стороны от позиции для съема и установки штампов на взаимно перпендикулярных линиях, одна из которых параллельна фронтальной стороне пресса.
Устройство для смены штампов содержит транспортирующее средство, выполненное в виде тележек 1 и 2, снабженных электромеханическим приводом 3 на колеса и перемещающихся соответственно перпендикулярно и параллельно фронтальной стороне пресса по направляющим рельсам 4. Тележки оснащены позицией 5 для съема и установки штампов на пресс и обратно, расположенной с боковой стороны пресса, и размещенными с этой же стороны позициями 6 для хранения штампов. Последние могут быть расположены как по обе стороны от позиции 5 на линии, перпендикулярно фронтальной стороне пресса и проходящей через эту позицию (см. фиг. 1), так и по разные стороны от указанной позиции на взаимно перпендикулярных линиях, пересекающихся на позиции 5 (см. фиг. 3 и 6, соответственно по 2 и 3 позиции для хранения штампов), причем одна из линий параллельна фронтальной стороне пресса. Механизм перемещения штампа из рабочей зоны пресса на каждую пришедшую на позицию 5 тележку выполнен в виде отдельно смонтированной и стационарно установленной лебедки 7 с электромеханическим приводом, а направляющие для ее троса выполнены в виде блоков 8 и 9, причем первые два закреплены на прессе, а вторые - на каждой тележке. Для надежного стопорения тележки во время съема и установки на нее штампа с помощью лебедки 7 предусмотрены фиксаторы 10, расположенные по обе стороны тележки. Каждый из них состоит из стержня 11 и откидывающейся рамки 12, причем стержень установлен с возможностью вертикального перемещения в кронштейне 13 тележек 1 или 2 и взаимодействия с отверстием 14, выполненным в рельсе 4 на позиции 5, а откидывающаяся рамка 12, размещенная на упомянутой позиции, шарнирно закреплена на плите рельса 4 с возможностью взаимодействия посредством винта 15 с кронштейном 13.
Устройство для смены штампов работает следующим образом.
В исходном положении тележки 1 (см. фиг. 1) или тележки 1 и 2 (см. фиг. 3 - 6) находятся на позициях 6, предназначенных для хранения штампов, причем одна из тележек свободна от штампа, который в это время находится в работе на прессе. При необходимости замены штампа, свободная от него тележка по направляющим рельсам 4 с помощью электромеханического привода 3 перемещается вдоль или перпендикулярно фронтальной стороне пресса на позицию 5 и подводится вплотную к столу пресса с боковой его стороны. После этого производят фиксацию тележки, утапливая расположенные по обе ее стороны стержни 11 в отверстия 14 каждого рельса 4, а также накидывая рамки 12 с винтами 15 на кронштейны 13 тележки. Затем, направляя трос лебедки 7 через один из блоков 8, установленный на краю стола пресса, и через оба блока 9, закрепленные на тележке, захватывают цапфы штампа, находящегося на прессе, и с помощью лебедки 7 перемещают его со стола пресса на тележку. Далее производят ее расфиксацию, вынимая стержни 11 из отверстий 14 и откидывая рамки 12, после чего дается команда на отвод тележки и она вместе со штампом перемещается на соответствующую позицию 6 для хранения штампов. На место отведенной тележки с другой позиции 6 подводится очередная тележка со своим штампом. Аналогичным образом производят ее фиксацию, после чего, направляя трос через один из блоков 8, расположенный по оси пресса, захватывают цапфы штампа и с помощью лебедки 7 перемещают его с тележки на стол пресса. После этого производят расфиксацию тележки и она отводится в исходную позицию 6 для хранения штампов, благодаря чему наладчики беспрепятственно могут подходить к столу пресса со всех сторон. По мере необходимости таким же образом происходит следующая замена штампа. Следует также сказать, что в случае работы нескольких прессов, стоящих в линию (см. фиг. 3), съем и установка штампов на каждом из них производится с помощью одной лебедки.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС ДЛЯ ПОДЗЕМНОГО СБОРА И ХРАНЕНИЯ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ | 2009 |
|
RU2408516C1 |
| СКРЕБКОВЫЙ КОНВЕЙЕР ДЛЯ РАЗГРУЗКИ СКЛАДОВ НАСЫПНОГО ПРОДУКТА | 1997 |
|
RU2137695C1 |
| Гибкая производственная система листовой штамповки | 1991 |
|
SU1796325A1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ РЕССОР | 2001 |
|
RU2202430C2 |
| Установка для прессования шашек из взрывчатого вещества групповым способом | 1970 |
|
SU1841255A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ | 1993 |
|
RU2048211C1 |
| Устройство для снаряжения боеприпасов | 1971 |
|
SU1841266A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ | 1996 |
|
RU2085392C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| КОМПЛЕКС ДЛЯ ПОДЗЕМНОГО СБОРА И ХРАНЕНИЯ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ | 2010 |
|
RU2415799C1 |
Изобретение относится к машиностроению, а именно к конструкциям устройств для установки, съема и хранения штампов. Техническим результатом изобретения является расширение технологических возможностей устройства, повышение его производительности, гибкости и степени механизации, а также удобства обслуживания и уровня техники безопасности. Устройство для смены штампов содержит транспортирующее средство, оснащенное позицией для съема и установки на него штампов, фиксаторы транспортирующего средства. Устройство содержит направляющие для троса и механизм перемещения штампов из рабочей зоны на транспортирующее средство, расположенное на упомянутой позиции. Транспортирующее средство выполнено в виде тележек, снабженных электромеханическим приводом, оснащено по меньшей мере двумя позициями для хранения штампов, размещенными с боковой стороны пресса. Тележки установлены на позициях с возможностью попеременного возвратно-поступательного перемещения с этих позиций по рельсам на позицию для съема и установки штампов на пресс. 4 з.п. ф-лы, 6 ил.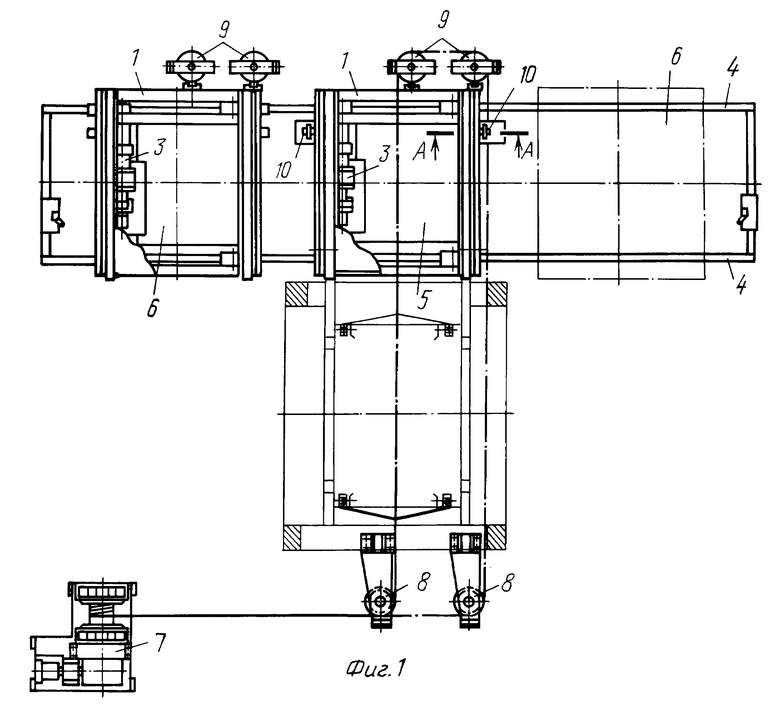
| SU 784047, 30.11.1980 | |||
| Устройство для установки и съема штампов | 1982 |
|
SU1140878A1 |
| Многопозиционное устройство для перемещения штампов на плите пресса | 1983 |
|
SU1219221A1 |
| US 5040403 А, 20.08.1991 | |||
| US 5040404 А, 20.08.1991 | |||
| WO 97100784 А, 24.01.1991 | |||
| JP 57068229 А, 26.07.1984. | |||

