Изобретение относится к литейному производству, а именно к камерам прессования для пресс-форм литья под давлением с холодной камерой прессования. Изобретение предназначено для литья под давлением металлов и сплавов.
Наиболее близким к заявляемому техническому решению является конструкция камеры прессования со вставкой из термостойкого металла (проспект фирмы ALLPER, который был представлен на выставках "GIFA-99" (Dusseldorf) и "Euromold-99" и копия которого представлена нами, как приложение 1, а конкретно стр.3).
Вставка из термостойкого металла размещена в расточенном внутреннем участке отверстия камеры прессования в зоне заливочного окна соосно с камерой прессования, а крепление ее в камере прессования осуществляется при затягивании винтов с клиньями, при этом последние разжимают вставку, в результате чего наружный диаметр вставки увеличивается до размера расточенного отверстия камеры прессования, а внутренний диаметр вставки увеличивается до внутреннего диаметра камеры прессования.
Недостатком известного технического решения является сложность конструкции вставки, которая выполнена разрезной, с окном под заливочное отверстие камеры прессования; невозможно обеспечить точную стыковку вставки и рабочей полости камеры прессования по внутреннему глухому торцу расточенного участка камеры прессования; кроме того, в условиях неравномерного разогрева камеры прессования невозможно обеспечить плотную посадку вставки по всей длине.
Заявляемое техническое решение направлено на упрощение конструкции и на увеличение межремонтного срока службы камер прессования в пресс-формах литья под давлением с холодной камерой прессования.
Для этого камера прессования для пресс-форм литья под давлением содержит вставку из термостойкого металла, закрепленную при помощи винтов. Вставка расположена в нижней части камеры прессования напротив заливочного окна и перпендикулярно оси камеры прессования, при этом вставка выполнена с буртом, по высоте которого срезаны лыски, входящие в паз, выполненный на наружной поверхности камеры прессования.
На фиг.1 изображена камера прессования, общий вид;
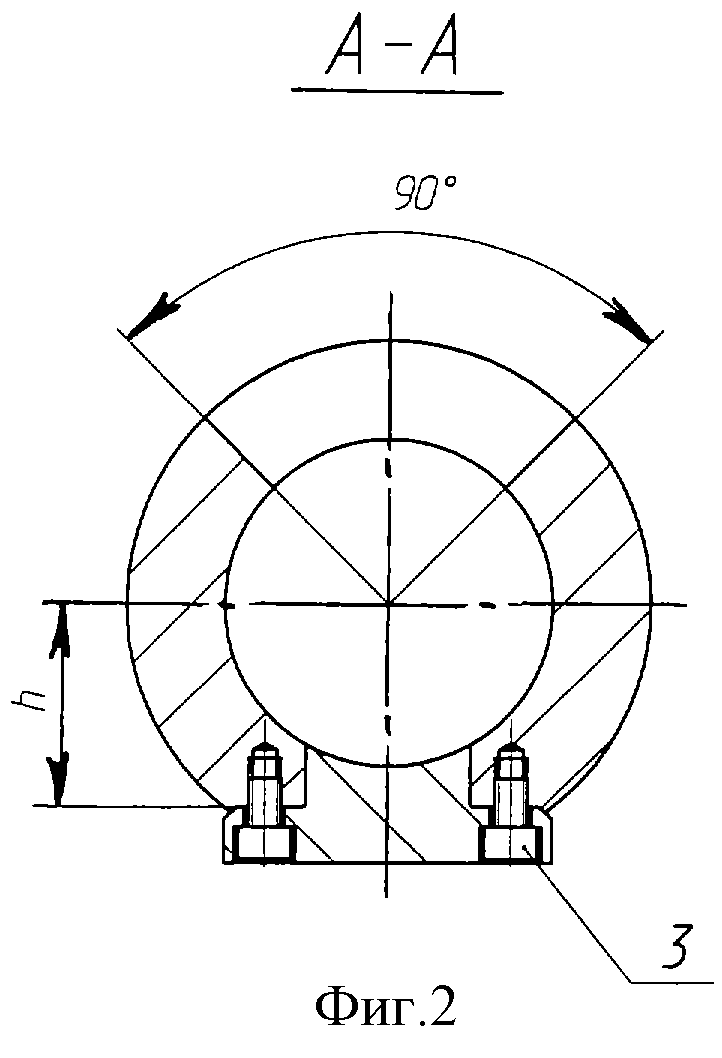
на фиг.2 - разрез А-А на фиг.1;
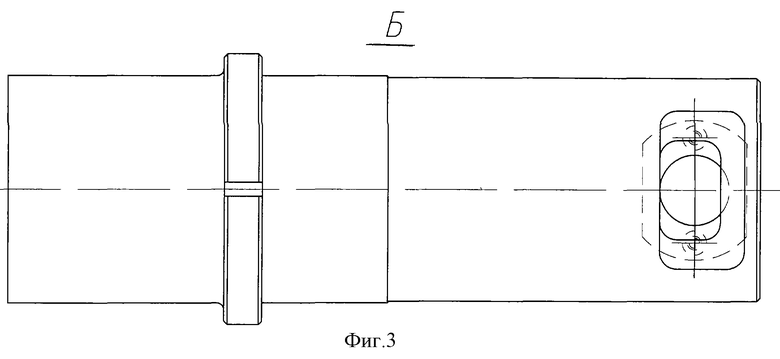
на фиг.3 - вид Б на фиг.1.
Камера прессования для пресс-форм литья под давлением на машины литья под давлением с холодной камерой прессования состоит из собственно камеры прессования 1, в которой закреплена вставка 2 из термостойкого металла. Крепление осуществляется при помощи винтов 3. Отверстие под вставку 2 выполнено в нижней части камеры прессования 1, напротив заливочного окна a, причем ось отверстия под вставку 2 перпендикулярна оси камеры прессования 1.
Вставка 2 выполнена с буртом K, по высоте которого срезаны лыски L, входящие в паз M, выполненный на наружном диаметре камеры прессования, за счет чего происходит фиксация вставки 2 от проворота.
Отверстие под вставку 2 расположено как можно ближе к торцу bс камеры прессования 1 для того, чтобы пресс-поршень 4, находясь в крайнем положении, располагался над крайней точкой e вставки 2, а его рабочий торец fg находился перед заливочным окном a.
Диаметр d отверстия под вставку 2 зависит от рабочего диаметра камеры прессования D, и его величина должна быть такой, чтобы не оказывать существенного влияния на направление пресс-поршня 4 в его продольном перемещении в камере прессования 1. Примерное соотношение будет таким: ,
,
где
d - диаметр отверстия под вставку,
D - рабочий диаметр камеры прессования.
Камера прессования 1 может быть выполнена как совмещенной с литниковой втулкой, так и раздельно от литниковой втулки. В первом случае возможна реставрация камеры прессования в ремонтный размер.
Вставку 2 реставрируют обработкой в ремонтный размер по рабочему диаметру камеры прессования 1.
При этом при последующей обработке в размер положение вставки 2 определяется величиной h - размером от оси камеры прессования 1 до бурта вставки 2, позволяющим определить величину припуска на обработку.
Работа камеры прессования заключается в следующем.
Пресс-поршень 4 находится в исходном положении, т.е. расположен над крайней точкой e вставки 2, а его рабочий торец fg находится перед заливочным окном a.
При заливке расплавленного металла в камеру прессования 1 через заливочное окно a струя металла падает на воспринимающую основную нагрузку вставку 2 из термостойкого металла, затем растекается по поверхности рабочего диаметра камеры 1.
Пресс-поршень 4 из исходного положения медленно движется до тех пор, пока не перекроется отверстие заливочного окна a и пока не будет пройден стык диаметра d вставки 2 с камерой прессования 1. Затем начинается ускорение движения пресс-поршня 4 для достижения расчетных технологических параметров.
При возврате пресс-поршень 4 также проходит по стыку диаметра d вставки 2 с камерой прессования 1 и останавливается в исходном положении, т.е. пресс-поршень 4 располагается над крайней точкой e вставки 2, а его рабочий торец fg находится перед заливочным окном a.
Заявляемое техническое решение в сравнении с ранее известными имеет следующие преимущества:
- Простота изготовления и замены вставки.
- Возможность обработки камеры прессования в ремонтный размер.
- Снижено влияние стыка камеры прессования и вставки на технологические параметры процесса ввиду того, что вставка находится под пресс-поршнем в зоне, где давление в гидроцилиндре прессования и скорость пресс-поршня минимальны.
Увеличивается срок службы камеры прессования в несколько раз за счет своевременной замены вставки, подвергающейся ускоренной эрозии струей расплавленного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОРНО-ПОРШНЕВОЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2193675C2 |
| Устройство для прессования металла на машинах литья под давлением | 1979 |
|
SU891212A1 |
| ПНЕВМОМОЛОТОК | 1998 |
|
RU2138388C1 |
| Узел прессования машины литья под давлением | 1980 |
|
SU1028420A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ОТЛИВОК С ВНУТРЕННЕЙ РЕЗЬБОЙ | 1999 |
|
RU2164837C1 |
| Узел прессования машины литья под давлением | 1982 |
|
SU1026944A1 |
| УНИВЕРСАЛЬНЫЙ БЛОК ДЛЯ СМЕННЫХ ПАКЕТОВ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1998 |
|
RU2135323C1 |
| ПРЕСС-КАМЕРА ДЛЯ ПРЕСС-ФОРМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2006 |
|
RU2327545C1 |
| Прессующий поршень машины литья под давлением | 1982 |
|
SU1080922A1 |
| УСТАНОВКА ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА И СПЛАВОВ В ФОРМЫ | 2001 |
|
RU2198068C2 |
Изобретение относится к литейному производству. Камера прессования содержит вставку из термостойкого металла, расположенную в ее нижней части напротив заливочного окна. Вставка выполнена с буртом. Для фиксации вставки по высоте бурта срезаны лыски, входящие в паз, выполненный на наружной поверхности камеры прессования. При заливке металла в камеру вставка воспринимает основную тепловую нагрузку. Точность стыковки вставки с камерой не влияет на технологические параметры процесса вследствие расположения ее в зоне минимального давления и скорости прессования. Обеспечивается простота изготовления и замены вставки, увеличение срока службы камеры. 3 ил.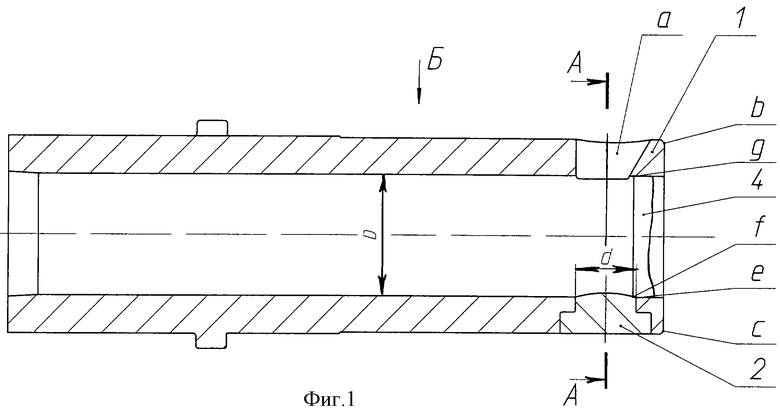
Камера прессования для пресс-форм литья под давлением, содержащая вставку из термостойкого металла, закрепленную при помощи винтов, отличающаяся тем, что вставка расположена в нижней части камеры прессования напротив заливочного окна и перпендикулярно оси камеры прессования, при этом вставка выполнена с буртом, по высоте которого срезаны лыски, входящие в паз, выполненный на наружной поверхности камеры прессования.
| Проспект фирмы ALLPER | |||
| "Einspritz-Technologie" | |||
| Дюссельдорф, 1999 | |||
| DE 4229338 A1, 03.03.1994 | |||
| DE 4302157 A1, 28.07.1994 | |||
| US 3516480, 23.06.1970 | |||
| US 4623015, 18.11.1986 | |||
| Камера прессования машины литья под давлением | 1991 |
|
SU1774900A3 |

