Изобретение относится к металлургии, конкретнее, к непрерывной разливке стали, в частности, к подготовке к разливке кристаллизаторов, состоящих из отдельных рабочих стенок.
Наиболее близким по технической сущности является способ эксплуатации сборного кристаллизатора для непрерывной разливки стали, включающий нанесение на рабочие стенки кристаллизатора обмазки, последующую подачу в кристаллизатор металла, подачу на мениск металла в кристаллизаторе в процессе разливки шлакообразующей смеси и вытягивание из кристаллизатора слитка.
Обмазка состоит из смеси дисульфида молибдена, парафина и воска. Удельный расход дисульфида молибдена составляет 5 · 10-3 кг/т стали. Эффективность обмазки сохраняется в течение пяти плавок после ее нанесения на рабочие стенки кристаллизатора. Под влиянием высокой температуры стали в процессе разливки дисульфида молибдена диффундирует в медные стенки, в результате чего образуется поверхностный слой, снижающий силы трения и препятствующий прилипанию к стенкам разливаемой стали (см. Лейтес A.B. Защита стали в процессе непрерывной разливки.- М.: Металлургия, 1984, c. 142).
Недостатком известного способа является невозможность заделки щелей в угловых участках кристаллизатора в местах стыка рабочих стенок. Это объясняется химическим составом обмазки и способом ее нанесения на рабочие стенки. В результате вследствие наличия зазоров между рабочими широкими и узкими стенками в них заходит жидкая сталь и кристаллизуется в зазорах. Вследствие этого при вытягивании слитка образуются надрывы и трещины в его угловых участках, что приводит к прорывам металла под кристаллизатором и как следствие к снижению производительности непрерывной разливки стали и к выходу кристаллизатора из работы.
Технический эффект при использовании изобретения заключается в повышении качества непрерывнолитых слитков, производительности процесса непрерывной разливки стали, а также в повышении стойкости кристаллизатора.
Указанный технический эффект достигают тем, что способ эксплуатации сборного кристаллизатора для непрерывной разливки стали включает нанесение на рабочие стенки кристаллизатора обмазки, последующую подачу в кристаллизатор стали, подачу на мениск стали в кристаллизаторе в процессе разливки шлакообразующей смеси и вытягивание из кристаллизатора слитка.
Перед разливкой в стыки между рабочими стенками кристаллизатора подают обмазку, состоящую из 10-20% фосфата алюминия, 60-85% глинозема и 5-20% шлакообразующей смеси, предназначенной для подачи на мениск стали в кристаллизаторе в процессе разливки. Обмазку подают в стыки на длине, равной 0,4-0,6 высоты рабочих стенок со стороны верхнего торца кристаллизатора. После подачи обмазки в стыки между рабочими стенками ее удаляют с поверхности участков стенок, прилегающих к стыкам стенок.
Повышение качества непрерывнолитых слитков будет происходить вследствие устранения затекания жидкой стали в щели, имеющиеся в местах стыка рабочих стенок кристаллизатора. Повышение производительности процесса непрерывной разливки стали будет происходить вследствие сокращения прорывов металла под кристаллизатором из-за устранения трещин и надрывов в угловых участках слитков. При этом повышается стойкость кристаллизации вследствие устранения прогрессирующего разрушения стыков рабочих стенок в процессе эксплуатации кристаллизаторов.
Диапазон значений количества фосфата алюминия в пределах 10-20% объясняется необходимыми физико-механическими свойствами обмазки. При меньших и больших значениях обмазка не будет обладать необходимыми связующими свойствами. В последнем случае будет происходить перерасход фосфата алюминия. Указанный диапазон устанавливается в обратной зависимости от скорости вытягивания слитка из кристаллизатора.
Диапазон значений количества глинозема в пределах 60-85% объясняется термостойкими свойствами обмазки при больших температурах. При меньших значениях обмазка не будет обладать необходимыми термостойкостью и прочностью. При больших значениях обмазка будет хрупкой с низкой стойкостью. При этом будет происходить перерасход кремнезема. Указанный диапазон устанавливается в прямой зависимости от скорости вытягивания слитка из кристаллизатора.
Диапазон значений количества шлакообразующей смеси в обмазке в пределах 5-20% объясняется физико-химическими и теплофизическими закономерностями затвердевания обмазки и ее износа в процессе разливки стали и контакта с поверхностью угловых участков слитка, разливаемого под слоем шлакообразующей смеси на мениске стали в кристаллизаторе. При меньших и больших значениях будет снижаться износ и стойкость обмазки, находящейся в стыках рабочих стенок, в процессе непрерывной разливки. Указанный диапазон устанавливается в прямой зависимости от значения основности шлаковой смеси и содержания в ней углерода.
Диапазон значений длины стыков рабочих стенок, на которой подают обмазку, в пределах 0,4-0,6 высоты кристаллизатора объясняется закономерностями формирования оболочки слитка, разливаемого под слоем шлакообразующей смеси, величины ее основности и содержания в смеси углерода. При меньших значениях возможно затекание стали в стыки рабочих стенок. При больших значениях будет происходить перерасход обмазки вследствие ее подачи в нижней части кристаллизатора. Указанный диапазон устанавливают в обратной зависимости от длины кристаллизатора.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Способ эксплуатации сборного кристаллизатора для непрерывной разливки стали осуществляют следующим образом.
Пример. Перед началом непрерывной разливки стали марки 08пс в сборный кристаллизатор слябового сечения в стыки медных рабочих стенок подают обмазку, состоящую из 10-20% фосфата алюминия (Al(H2PO4)2, 60-85% глинозема Al2O3 и 5-20% шлакообразующей смеси, предназначенной для подачи на мениск стали в кристаллизаторе в процессе разливки. Химический состав разливаемой стали следующий, мас.%: C = 0,05 - 0,11; Si = 0,05 - 0,17; Mn = 0,35 - 0,45; S ≤ 0,025; P ≤ 0,025; Cr = 0,10; Ni ≤ 0,30; Cu ≤ 0,030; Al = 0,01. Химический состав шлакообразующей смеси следующий, мас.%: C = 7 - 10; Al2O3 = 7 - 10; F = 7 - 10; CaO = 30; SiO2 = 30; остальное - сопутствующие элементы MgO, FeO, Na2O, Ka2O и др. Основность шлакообразующей смеси составляет CaO/SiO2 0,8 - 1,3.
Обмазку подают в стыки на длине 0,4-0,6 высоты рабочих стенок со стороны верхнего торца кристаллизатора. Обмазку наносят вручную с помощью, например, скребка. После подачи обмазки в стыки между рабочими стенками ее удаляют с поверхности участков стенок, прилегающих к стыкам стенок, с помощью того же скребка и начинают процесс разливки стали под слоем шлакообразующей смеси указанного выше состава.
В процессе подачи обмазки возможные щели в стыках рабочих стенок заполняют обмазкой, что впоследствии после начала непрерывной разливки устраняет затекание жидкой стали в стыки рабочих стенок. При этом состав обмазки обеспечивает ее прочность и износостойкость в процессе непрерывной разливки.
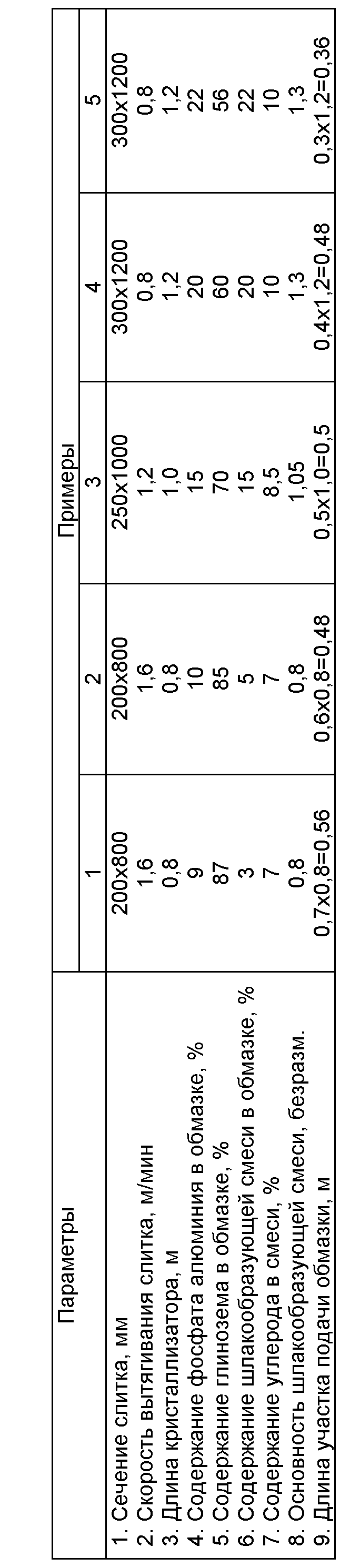
В таблице приведены примеры использования способа с различными технологическими параметрами.
В первом примере вследствие малой длины участка подачи в стыки рабочих стенок обмазки и отсутствия необходимого состава обмазки не происходит надежного заделывания щелей в стыках рабочих стенок, что приводит к снижению качества угловых участков слитков, к прорывам металла под кристаллизатором и к снижению стойкости кристаллизатора.
В пятом примере вследствие отсутствия необходимого содержания компонентов в обмазке не обеспечивается надежная заделка стыков рабочих стенок. Большая длина участка заполнения стыков рабочих стенок приводит к перерасходу обмазки.
В оптимальных примерах 2-4 вследствие необходимого состава обмазки и длины участков стыков, на которые подается обмазка, повышается стойкость кристаллизатора на 5-10%, а также снижаются прорыва металла под кристаллизатором на 2-3%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2100132C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1995 |
|
RU2085326C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ МЕТОДОМ ПЛАВКА НА ПЛАВКУ | 2002 |
|
RU2214884C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ КРИСТАЛЛИЗАТОРА | 2002 |
|
RU2214885C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2092273C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1995 |
|
RU2090302C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2065338C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1995 |
|
RU2085325C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037366C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2113932C1 |
Изобретение относится к металлургии, конкретнее, к непрерывной разливке стали, в частности, к подготовке к разливке кристаллизаторов, состоящих из отдельных рабочих стенок. Технический эффект заключается в повышении качества непрерывнолитых слитков, производительности процесса непрерывной разливки стали и в повышении стойкости кристаллизатора. Способ эксплуатации сборного кристаллизатора для непрерывной разливки стали включает нанесение на рабочие стенки кристаллизатора (К) обмазки, последующую подачу в К стали, подачу на мениск стали в К в процессе разливки шлакообразующей смеси и вытягивание из кристаллизатора слитка. Перед разливкой в стыки между рабочими стенками (К) подают обмазку, состоящую из 10-20% фосфата алюминия, 60-85% глинозема и 5-20% шлакообразующей смеси, предназначенной для подачи на мениск стали в (К) в процессе разливки. Обмазку подают в стыки на длине, равной 0,4-0,6 высоты рабочих стенок со стороны верхнего торца (К). После подачи обмазки в стыки между рабочими стенками ее удаляют с поверхности участков стенок, прилегающих к стыкам стенок. 1 з.п.ф-лы, 1 табл.
| ЛЕЙТЕС А.В | |||
| Защита стали в процессе непрерывной разливки | |||
| - М.: Металлургия, 1984, с.142 | |||
| JP 6038222, 30.08.1985 | |||
| Матричный электрод для электроэнцефалографии | 1985 |
|
SU1326242A1 |
| СПОСОБ РЕМОНТА КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1997 |
|
RU2118228C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1997 |
|
RU2113934C1 |
| Кристаллизатор для непрерывного литья стали | 1989 |
|
SU1662743A1 |
| Способ подготовки графитового кристаллизатора | 1981 |
|
SU979020A1 |
| DE 4007647, 12.09.1991. | |||

