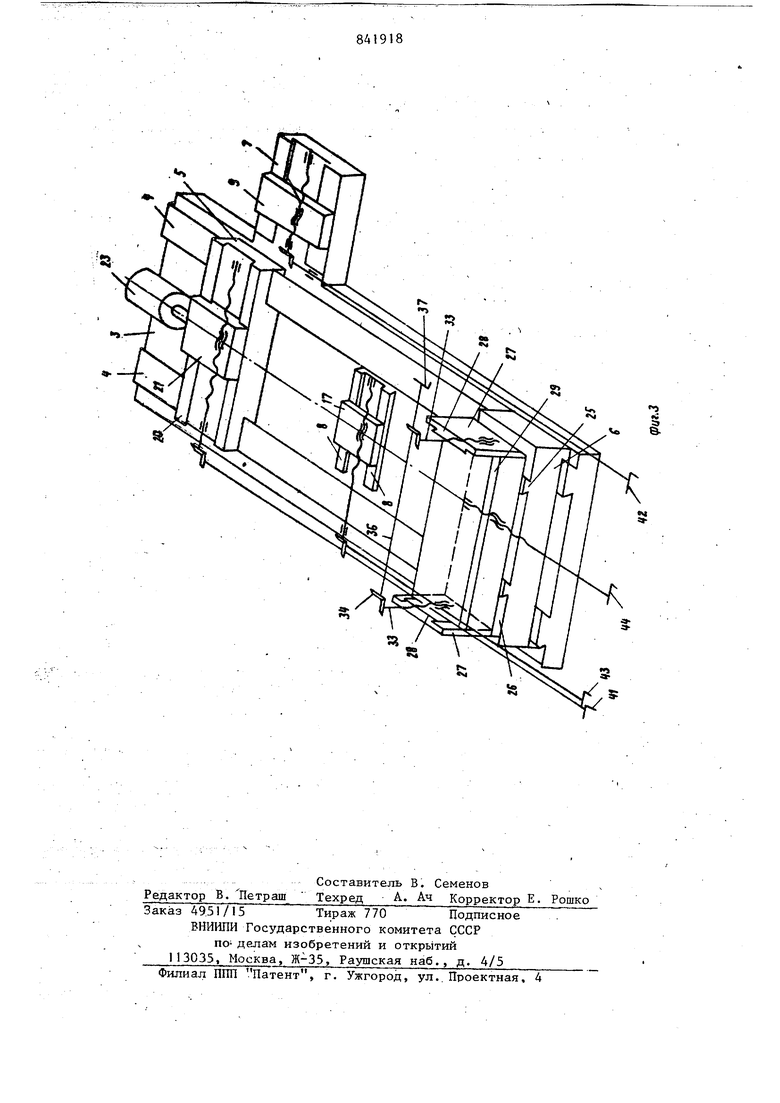
38 45HRC) связана с высокой трудоемкостью, значительным расходом режущего инструмента, а в ряде случаев невозможна. Цель изобретения - разработка установки, обеспечивающей полное совмещение операций восстановления с использованием тепла операции наплавки. Поставленная цель достигается тем, что основная каретка устройства выполйена в виде плиты, снабжена дополнительными поперечными направляющими для суппорта фрезерной головки, размешенной соосно с кареткой накатного ролит ,ка с противоположной стороны обрабать| ваемой детали, суппорт фрезерной голов ки при этом выполнен с вертикальными направляющими для поперечной каретки , на которой размещены электропривод и фрезерная головка. На фиг. 1 изображена установка, вид сбоку; на фиг. 2 - вид А на фиг.1 на фиг. 3 - кинематическая схема установки, изометрия. На основной каретке 1, расположенной на станине 2 токарного станка, укреплена плита 3, имеющая направляющие 4 для суппорта 5 (накатного роли ка) и суппорта 6 (фрезерной головки), установленных соосно и размещенных с диаметрально противоположных сторон восстанавливаемой детали. Плита 3 снабжена продольныминаправ ляющими 7 и 8, на которых, соответственно, расположены суппорт 9 с установленнь1М на нем крошптейном 10, удер живающим сварочный автомат 11 с мундштуком 12, бункер 13 с фпюсом, флюсопровод 14, барабан 15 со сварочной проволокой 16 и суппорт 17 шлакоудаляющего устройства 18 с резцом 19. Поверхность суппорта 5 имеет продОльлые направляющие 20, для каретки. 21, в расточках которой расположен подпружиненный накатной ролик .22.. Каретка 21 соединена с гидроциливдром 2 обеспечивающим необходимое усилие накатки, контролируемое прибором 24. Поверхность суппорта б снабжена на правляющими 25 для промежуточного суппорта 26, выполненного в видеи об разных салазок, вертикальные стойки 27 которыхИмеют направляющие 28 для поперечной каретки 29, на которой укреплены электродвигатель 30, редуктор 31 и фреза 32. Поперечная каретка соединена с винтами 33 на концах которых укреплены шестерни 34, находящиеся в зацеплении с шестернями 35 пр 84 водной оси 36, несущей на конце маховичок 37. Для перемещения по вертикали узлов сварочного автомата- на кронштейне 10 укреплена зубчатая рейка 38, с которой находится в зацеплении шестерня . обоймы 39, перемещаемой по кронштейну 10 вращением махов1;1чка 40. Для перемещения каретки 21, суппортов 9, 17 и 26 предусмотрены независимые механизмы, схематически показанные на чертеже в виде винтовых пар, соответствующие маховички которых 41-44 вынесены на панель управления. Восстанавливаемая деталь 45 крепится в центрах токарного станка. Установка работает следующим образом. Подлежащая восстановлению деталь 45, например опорный каток гусеничного хода строительно-дорожной машины, закрепляется в центрах токарного станка, а затем вращением маховичка 43 перемещают суппорт 17 шлакоудаляющего уст-. ройства 18,. устанавливая резец 19 так, чтобы его кромка находилась напротив места наплавки первого валика на расстоянии от поверхности детали, равном высоте наплавленноговалика, По направляющим 4 плиты 3 перемещают и устанавливают в исходное положение, в зависимости от диаметра (50-400 мм) наплавляемой детали 45, суппорт 6 (фрезерной головки), жестко крепя его специальНыми болтами к плите. После этого, вращая маховичок 44, перемещают в поперечном направлении промежуточньгй суппорт 26 по направляющим 25 суппорта 6, производя-тонкую регулировку так, чтобы режущая кромка зубьев фрезы 32, установленной на каретке 29, находилась от поверхности детали на расстоянии, равном величине наплавки на сторону в соответствии с альбомным (ремонтным) размером восстанавливаемой детали. . Необходимое положение фрезы 32 по высоте обеспечивается вращением маховичка 37, в результате чего каретка 29 перемещается по направляющим 28 вертикальньгх стоек 27U -Образных салазок. . В дальнейшем, вращая маховичок 42, перемещают суппорт 9 с кронштейном 10 до тех пор, пока мундштук 12 сварочного автомата 11и флюсопровод 14 не занимают исходное положение относительIHO поверхности детали 45 и фрезы 32. 5 Окончательное положение указанных эл ментов по высоте в зависимости от ди метра наплавляемой детали и вылета сварочной проволоки 16 (электрода устанавливается.маховичком 40, при вращении которого обойма 39 перемеща ется по рейке 38 кронштейна 10, поднимая или опуская узлы сварочного ав томата. После выполнения указанных выше операций из бункера 13 по флюсопроводу 14 подают флюс, включают свароч ный автомат 1 (зажигают дугу) и фрезу. При вращении восстанавливаемой детали 45 (показано стрелкой направленньш освобождается от шлаковой корки режущей кромкой резца 19 и обрабатывается фрезой 32. По окончании наплавки первого валика суппорт токарного станка автоматически перемещается на наплавку и фрезерование второго валика. Вращая маховичок 41 по направляющим 20 суппорта 5, пере.;мещают каретку 21, устанавливая накатной ролик 22 напротив первого обработанного фрезой 32 валика. Усилие накатки, необходимое .для сглаживания неровностей фрезерования и упрочнении поверхности, создается гидроцилиндром 23, контролируется прибором 24. В дальнейшем операции наплавки, удаления шлаковой корки, фрезерования и упрочнения поверхности повторяются до окончания/ восстановления всей поверхности. После этого сварочный ав томат, .фреза 32, гидроцилиндр 23 выключаются и с помощью соответствующих 18 1маховичков отводятся в исходное поло жение. Формула изобретения Установка для восстановления поверхностей цилиндрических деталей, включающая токарный станок, на станине которого размещена основная каретка с направляющими для суппорта кронштейна с аппаратурой для наплавки, а также для кареток пШакоудапяющего устройства и накатного ролика, имеющих независимые приводы перемещения, отличающая ся тем, что, с целью расширениятехнологических возможностей установки путем совмещения операций наплавки,, механической обработки и упрочнения поверхности цилиндрических деталей с .использованием тепла от операции наплавки, основная каретка снабжена плитой с направляющими и устйновленным на них поперечным суппортом, размещеннЬтм соосно с кареткой накатного ролика .с противоположной стороны от обрабатываемой детали и снабженным вертикальными направляющими, несущими каретку с фрезерной головкой и приводом. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР п6 заявке № 2527670/25-27, кл. В 23 К 9/04, 1977. 2.Авторское свидетельство СССР № 383572, кл. В 230. 39/00, 1971.
О-,
fo
«NJ ««
t

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ВОССТАНОВЛЕНИЯ и УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU383572A1 |
| Манипулирующее устройство | 1985 |
|
SU1301633A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| Автоматический конвейерный станок для производства лыж | 1949 |
|
SU84051A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС НА ТОКАРНОМ СТАНКЕ С ЧПУ | 2012 |
|
RU2493940C1 |
| СПОСОБ РЕМОНТА ПРОКАТНЫХ ВАЛКОВ С ИЗНОШЕННЫМИ ТРЕФАМИ | 2001 |
|
RU2202423C1 |
| Устройство к токарному станку для нарезания червяков | 1981 |
|
SU952481A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |