Изобретение относится к машиностроению и может быть использовано в авиационной промышленности при сборке клепаных нервюр, диафрагм, лонжеронов и другого типа деталей.
Целью изобретения является расширение технологических возможностей приспособления.
Указанная цель достигается тем, что приспособление путем его переналадки позволяет получить любую образующую профиля боковой поверхности собираемого изделия боковыми базо-. Быми элементами.
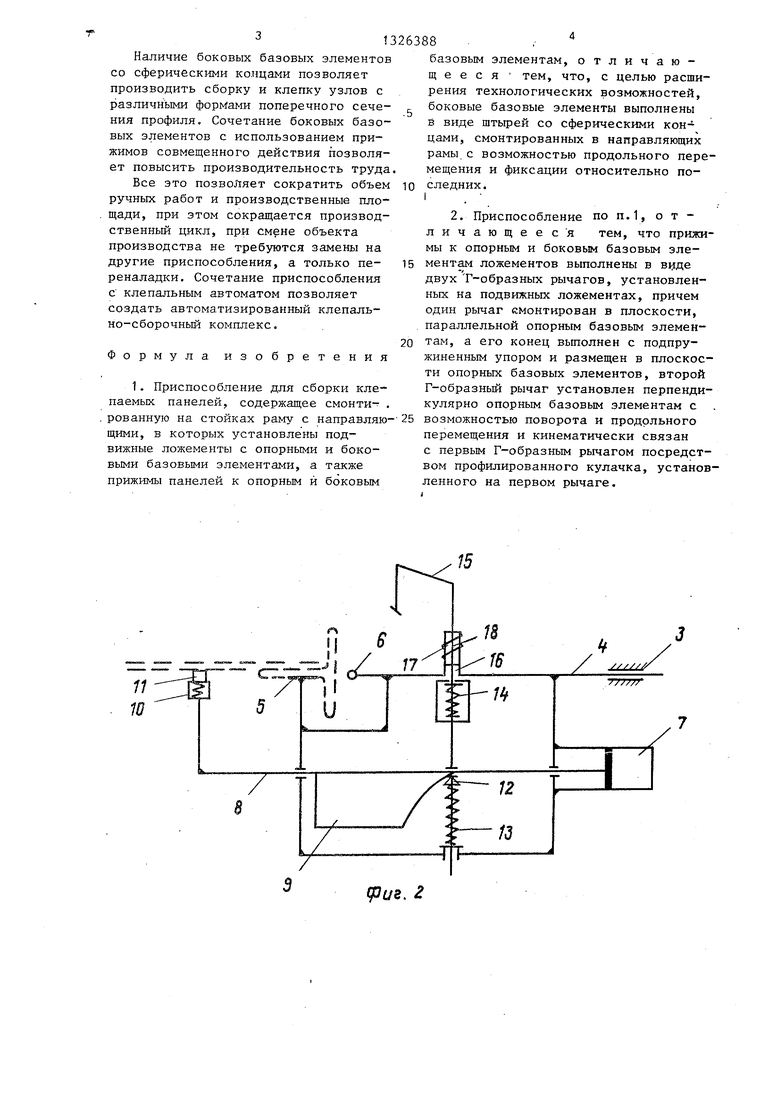
На фиг. 1 изображена кинематическая схема приспособления; на фиг. 2 кинематическая схема ложемента с прижимами в исходном положении; на фиг. 3 - то же, при срабатывании при жима к опорному базовому элементу; на фиг. 4 - то же, при срабатьшанни прижима к боковому базовому элементу
Плоская рама 1 (фиг. 1) установлена на стойках 2 и имеет направляющие 3, в которых установлены с возможностью перемещения ложементы 4. Каждый из ложементов 4 имеет опорный 5 и бокозвой 6 базовые элементы. На ложементе 4 смонтирован силовой привод 7, зо ет вниз толкатель 12, который через
который связан с Г-образным рычагом 8., На котором жестко закреплен профилированный кулачок 9., на свободном конце которого установлен подпружиненный пружиной 10 утапливаемый упор 11. Прижим к опорным базовым элементам состоит из толкателя 12, подпружиненного относительно корпуса ложемента пружиной 13 и установленного с возможностью взаимодействия с профилированным кулачком 9. Толкатель 12 связан посредством упругого элемента 14 с вторым Г-образным рычагом 15, установленным на корпусе ложемента и в направляющей 16 с возможностью поворота и перпендикулярно плоскости опорных базовых элементов. На направлякндей 16 установлен цилиндрический кулачок 17. На Г-образном рычаге 15 жестко смонтирован толкатель 18, который установлен с возможнос- , тью взаимодействия с цилиндрическим кулачком 17.
Приспособление для изготовления клепаных узлов работает следующим образом.
Сначала производится наладка приспособления, затем устанавливаются и фржсируются прижимами детали изготавливаемого узла, после чего производится клепка.
Наладка приспособления осуществляется путем установки эталона на опорные базовые элементы 5 (фиг. 1) ложементов 4 и последующего перемещения ложементов 4 вдоль направляющих 3 до опирания боковых базовых элементов 6 в поверхность эталона.
Фиксирование деталей осуществляется .с помощью прижимов. В исходном положении (фиг. 2) профили и стенка узла предварительно установлены в приспособление, причем упор 11 под действием веса стенки утоплен. Г-образ- ньй -рычаг 8 с профилированным кулачком 9 и поршнем привода 7 находится в крайнем левом положении. Толкатель 12 под действием пружины 13 удерживает поворотньй Г-образный рычаг 15 в крайнем верхнем положении. Толкатель 18 цилиндрического кулачка 17 удерживает поворотный Г-образный рычаг 15 в открытом, откинутом положении.
При перемещении Г-образного рычага 8 (фиг. 3-) под действием силового привода 7 вправо кулачок 9 перемеща
пружину 13 передает усилие на рычаг 15., Перемещение рычага 15 вниз сопровождается перемещением толкателя 18 относительно цилиндрического кулачка 17. Профиль кулачка 17 обеспечивает поворот рычага 15 относительно вертикальной оси направляющей 16 в рабочее положение и последующее перемещение вниз до упора в стенку. Дальнейшее перемещение толкателя 2 приводит к сжатию пружины 18 и увеличению усилия поджатня к опорной базе 5. При достижении толкателем 12 крайнего нижнего положения движение рычага 8 происходит вхолостую до соприкосновения упора 11 (фиг. 4) с плоской полкой профиля, после чего происходит перемещение профиля до опирания поверхности его полки в боковые базовые элементы 6.
В этом положении осуществляется клепка узла, после чего силовой привод 7 перемещает рычаг 8 влево, возвращая прижимы в исходное положение.
Клепка осуществляется вручную, на клепальных прессах или на клепальных автоматах с числовым програш ным управлением.
Наличие боковых базовых элементов со сферическими концами позволяет производить сборку и клепку узлов с различн ыми формами поперечного сечения профиля. Сочетание боковых базовых элементов с использованием прижимов совмещенного действия позволяет повысить производительность труда
Все это позволяет сократить объем ручных работ и производственные площади, при этом сокращается производственный цикл, при смене объекта производства не требуются замены на другие приспособления, а только переналадки. Сочетание приспособления С клепальным автоматом позволяет создать автоматизированный клепаль- но-сборочный комплекс.
Формула изобретения
1, Приспособление для сборки клепаемых панелей, содержащее смонти-
рованную на стойках раму с направляю- 25 возможностью поворота и продольного щими, в которых установлены под- перемещения и кинематически связан вижные ложементы с опорными и боко- с первым Г-образным рычагом посредст- выми базовыми элементами, а также вом профилированного кулачка, установ- прижимы панелей к опорным и боковым ленного на первом рычаге.
базовым элементам, отличающееся тем, что, с целью расширения технологических возможностей, боковые базовые элементы выполнены в виде штырей со сферическими концами, смонтированных в направляющих рамы с возможностью продольного перемещения и фиксации относительно последних, I
2, Приспособление по п.1, отличающееся тем, что прижимы к опорным и боковым базовым элементам ложементов выполнены в виде двух Т-образных рычагов, установленных на подвижных ложементах, причем один рычаг смонтирован в плоскости, параллельной опорным базовьм элементам, а его конец выполнен с подпружиненным упором и размещен в плоскости опорных базовых элементов, второй Г-образный рычаг установлен перпендикулярно опорным базовым элементам с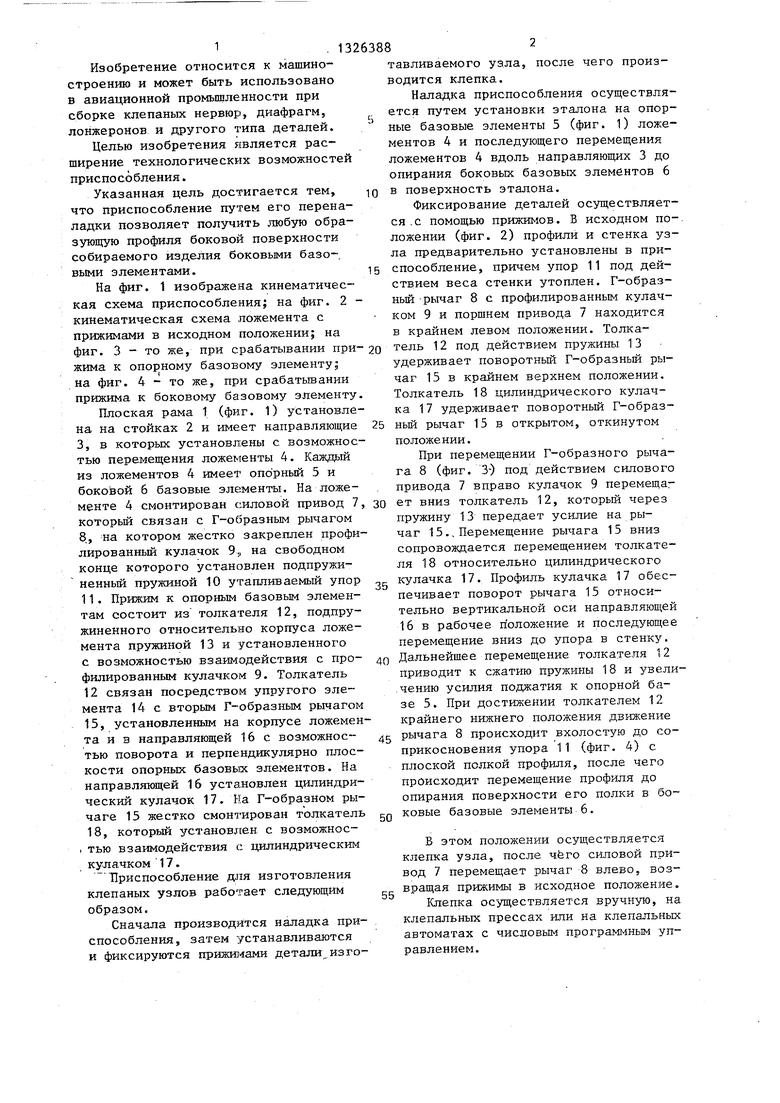
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для сборки клепаных узлов | 1986 |
|
SU1427083A1 |
| Способ изготовления плоских клепаных узлов | 1988 |
|
SU1547934A1 |
| Устройство к прессу для групповой клепки изделий с криволинейной поверхностью | 1991 |
|
SU1792786A1 |
| Способ базирования деталей клепаемого узла при клепке на клепальном автомате с числовым программным управлением | 1988 |
|
SU1549666A1 |
| Устройство для клепки | 1989 |
|
SU1754315A1 |
| Приспособление для прижима обрабатываемого изделия | 1973 |
|
SU510301A1 |
| Клепальный пресс | 1981 |
|
SU986573A2 |
| Сверлильно-клепальный полуавтомат | 1988 |
|
SU1532179A1 |
| Клепальный пресс | 1977 |
|
SU616028A1 |
| УСТРОЙСТВО ДЛЯ КЛЕПКИ ИЗДЕЛИЙ ТИПА ЗМЕЙКОВЫХ СЕПАРАТОРОВ ПОДШИПНИКОВ КАЧЕНИЯ | 2000 |
|
RU2202435C2 |

Изобретение относится к клепке, в частности к приспособлениям для сборки клепаемых панелей. Целью изобретения является расширение технологических возможностей. Плоская рама 1 установлена на стойках 2 и имеет направляющие 3, в которых с возможностью перемещения установлены ложементы (Л) 4. Каждый из Л имеет опорный 5 и боковой 6 базовые элементы. На Л 4 смонтирован силовой привод, связанный с Г-образным рычагом, на котором закреплен профилированный кулачок. Пр ижим к опорным базовым элементам состоит из толкателя, подпружиненного относительно Л и установленного с возможностью взаимодействия с профилированным кулачком. Толкатель посредством упругого элемента связан с вторым Г-образным рычагом, установленным в направляющей, на которой размещен цилиндрический кулачок. Клепаемое изделие устанавливается на опорные базовые элементы 5, и последующее перемещение Л 4 вдоль направляющих 3 происходит до упора бо- . ковых базовых элементов 6 в поверхность изделия. Фиксация изделия осуществляется с помощью прижимов. Вначале осуществляется прижим к опорным базовым элементам, а затем при дальнейшем движении силового привода происходит прижим к боковым базовым элементам. 1 з.п. ф-лы, 4 ил. S (Л со tv:) О5 СО ОО 00 pu.f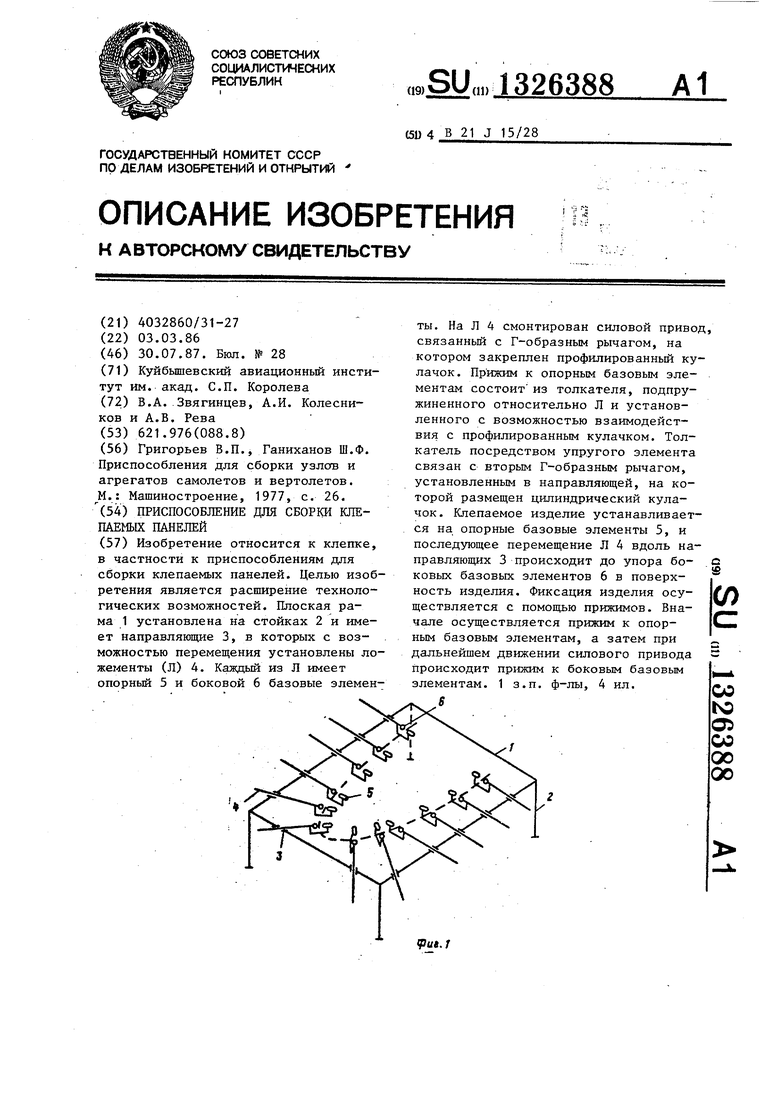
11 10
I «/ /
c jz::Ji:
w
дзиг. 2
| Григорьев В.П., Ганиханов Ш.Ф | |||
| Приспособления для сборки узлов и агрегатов самолетов и вертолетов | |||
| М.: Машиностроение, 1977, с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
