/
4;:
оо
00 (35 1чЭ
05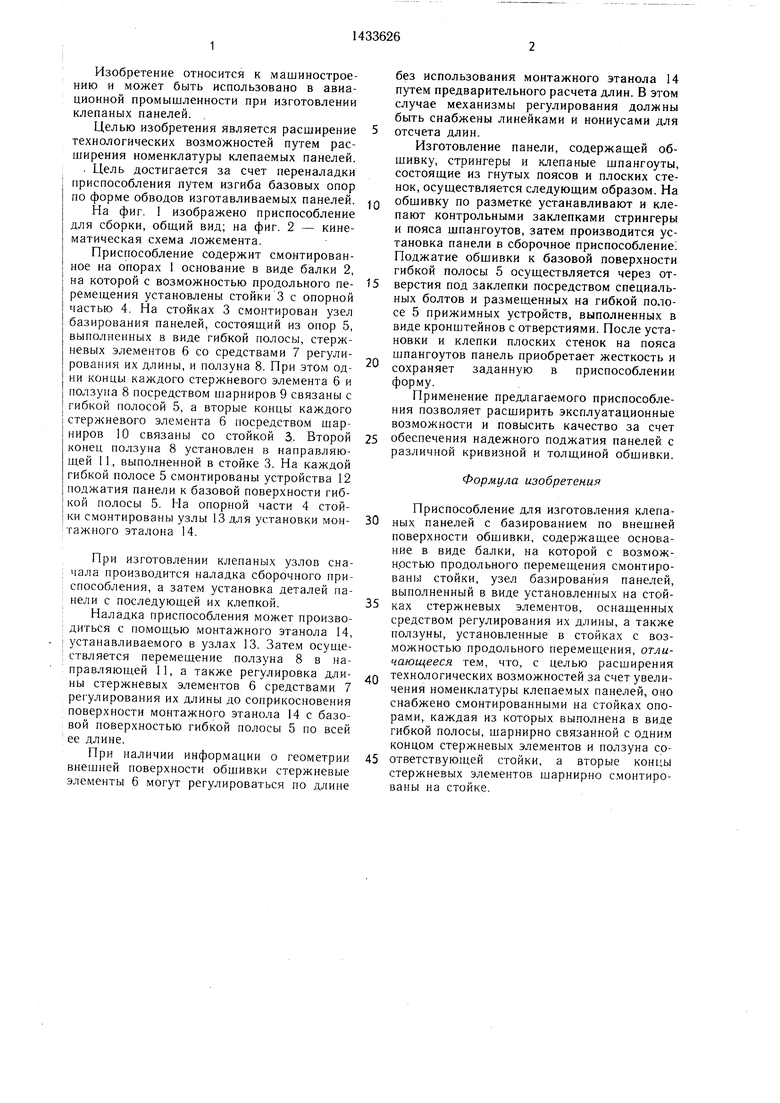
| название | год | авторы | номер документа |
|---|---|---|---|
| Клепальный автомат | 1986 |
|
SU1323202A1 |
| Приспособление для сборки клепаных узлов | 1986 |
|
SU1427083A1 |
| СПОСОБ СБОРКИ ФЮЗЕЛЯЖА САМОЛЕТА | 1997 |
|
RU2121452C1 |
| Приспособление для сборки клепаемых панелей | 1986 |
|
SU1326388A1 |
| СПОСОБ СБОРКИ ПАНЕЛЕЙ АГРЕГАТОВ САМОЛЕТА | 2011 |
|
RU2463217C1 |
| Створка двигательного отсека мотогондолы вертолета и способ ее изготовления | 2020 |
|
RU2739827C1 |
| Способ изготовления плоских клепаных узлов | 1988 |
|
SU1547934A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ НЕРАЗЪЕМНЫМ ЗАКЛЕПОЧНЫМ ШВОМ | 2006 |
|
RU2288380C1 |
| СПОСОБ СБОРКИ АГРЕГАТОВ ЛЕТАТЕЛЬНОГО АППАРАТА | 1999 |
|
RU2179136C2 |
| Способ базирования деталей клепаемого узла при клепке на клепальном автомате с числовым программным управлением | 1988 |
|
SU1549666A1 |
Изобретение относится к сборке, в частности к приспособлениям для изготовления клепаных панелей. Цель - расширение технологических возможностей приспособления за счет увеличения номенклатуры клепаемых панелей. Приспособление содержит основание в виде балки, на которой с возможностью перемещения установлены стойки. На стойках смонтирован узел базирования панелей, состоящий из опор 5, выполненных в виде гибкой полосы, стержневых элементов 6 со средствами 7 регулирования их длины и ползуна 8. При этом одни концы каждого стержневого элемента 6 и ползуна 8 посредством шарниров связаны с гибкой полосой, а другие концы стержневых элементов шарнирно соединены со стойкой. Ползун 8 установлен в направляющей стойке. Клепаемая панель устанавливается в сборочное приспособление. Поджатие обшивки к базовой поверхности гибкой полосы осуществляется посредством прижимных устройств. Наличие в приспособлении гибких полос позволяет значительно повысить универсальность приспособления. 2 ил.
фиг. 2
Изобретение относится к машиностроению и может быть использовано в авиационной промышленности при изготовлении клепаных панелей. ,
Целью изобретения является расширение технологических возможностей путем расширения номенклатуры клепаемых панелей. , Цель достигается за счет переналадки приспособления путем изгиба базовых опор по форме обводов изготавливаемых панелей. На фиг. 1 изображено приспособление для сборки, обш,ий вид; на фиг. 2 - кинематическая схема ложемента.
I Приспособление содержит смонтированное на опорах 1 основание в виде балки 2, на которой с возможностью продольного пеI ремешения установлены стойки 3 с опорной частью 4. На стойках 3 смонтирован узел базирования панелей, состояший из опор 5,
I выполненных в виде гибкой полосы, стержневых элементов 6 со средствами 7 регулирования их длины, и ползуна 8. При этом одни концы каждого стержневого элемента 6 и ползуна 8 посредством шарниров 9 связаны с гибкой полосой 5, а вторые концы каждого стержневого элемента 6 посредством шарниров 10 связаны со стойкой S. Второй конец ползуна 8 установлен в направляю- шей 11, выполненной в стойке 3. На каждой гибкой полосе 5 смонтированы устройства 12 поджатия панели к базовой поверхности гибкой полосы 5. На опорной части 4 стой1 ки смонтированы узлы 13 для установки мон тажного эталона 14.
При изготовлении клепаных узлов сна- ; чала производится наладка сборочного при- : способления, а затем установка деталей па- нели с последуюшей их клепкой. ; Наладка приспособления может произво- : диться с помошью монтажного этанола 14, устанавливаемого в узлах 13. Затем осуше- : ствляется перемещение .ползуна 8 в направляющей II, а также регулировка длины стержневых элементов 6 средствами 7 регулирования их длины до соприкосновения поверхности монтажного этанола 14 с базовой поверхностью гибкой полосы 5 по всей ее длине.
При наличии информации о геометрии внешней поверхности обшивки стержневые элементы 6 могут регулироваться по длине
без использования монтажного этанола 14 путем предварительного расчета длин. В этом случае механизмы регулирования должны быть снабжены линейками и нониусами для
отсчета длин.
Изготовление панели, содержащей обшивку, стрингеры и клепаные шпангоуты, состоящие из гнутых поясов и плоских стенок, осуществляется следующим образом. На
общивку по разметке устанавливают и клепают контрольными заклепками стрингеры и пояса шпангоутов, затем производится установка панели в сборочное приспособление Поджатие обшивки к базовой поверхности гибкой полосы 5 осуществляется через отверстия под заклепки посредством специальных болтов и размещенных на гибкой полосе 5 прижимных устройств, выполненных в виде кронштейнов с отверстиями. После установки и клепки плоских стенок на пояса шпангоутов панель приобретает жесткость и сохраняет заданную в приспособлении форму.
Применение предлагаемого приспособления позволяет расширить эксплуатационные возможности и повысить качество за счет
обеспечения надежного поджатия панелей с различной кривизной и толщиной обшивки.
Формула изобретения
Приспособление для изготовления клепаных панелей с базированием по внешней поверхности обшивки, содержащее основание в виде балки, на которой с возможностью продольного перемещения смонтированы стойки, узел базирован ия панелей, выполненный в виде установленных на стойках стержневых элементов, оснащенных средством регулирования их длины, а также ползуны, установленные в стойках с возможностью продольного перемещения, отличающееся тем, что, с целью расширения
технологических возможностей за счет увеличения номенклатуры клепаемых панелей, оно снабжено смонтированными на стойках опорами, каждая из которых выполнена в виде гибкой полосы, шарнирно связанной с одним концом стержневых элементов и ползуна соответствующей стойки, а вторые концы стержневых элементов шарнирно смонтированы на стойке.
Фи2
| Приспособление для сборки клепаных панелей | 1986 |
|
SU1344493A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
