Изобретение относится к технологическому оборудованию, например, для укладки и отверждения полимерных композиционных материалов (ПКМ) крупногабаритных обводообразующих деталей летательных аппаратов и оболочек рабочих поверхностей объемной технологической оснастки оболочечного типа и может быть использовано в авиакосмической промышленности, а также в судостроении, автомобильной, строительной, химической и других отраслях промышленности.
Геометрические параметры деталей летательных аппаратов (ЛА), формуемых из ПКМ, имеют обычно сложные формы двойной кривизны и достигают размеров в плане 18×3,5 м, а в судостроении значительно больших размеров.
Матрицы для выкладки и отверждения ПКМ изготовляют, как правило, специальные для каждой формуемой детали из металла или композиционных материалов. Конструктивные решения: сборные конструкции с рабочей поверхностью из металлического листа и подкрепляющего каркаса; многосекционные конструкции из алюминиевого литья с ребрами жесткости и обработкой рабочей поверхности на станках с ЧПУ; интегральной конструкции из композиционных материалов.
К недостаткам известных конструкций относятся длительные циклы проектирования и изготовления форм для выклеек, большие трудоемкость изготовления специальной оснастки и себестоимость, что особенно накладно при опытном и мелкосерийном производствах. Кроме того, большие затраты связаны со значительной материалоемкостью технологической оснастки, большими энергозатратами при ее изготовлении и эксплуатационными расходами (транспортными и площадями для хранения).
Известен универсальный автоматизированный комплекс для базирования крупногабаритных обводообразующих деталей (ООД) и их механической обработки, содержащий установленные с возможностью перемещения секции с рядами опор, оснащенных приводами и смонтированными на их концах вакуумными прихватами и размещенных с возможностью перемещения вдоль своей оси, механообрабатывающее оборудование и систему числового программного управления (ЧПУ) (Torresmill plus Torrestoot, "Авиэйшн уик энд спейс технолоджи", 1995, с.93).
К недостаткам приведенного универсального автоматизированного комплекса относится сложность конструкции, высокая стоимость, ограниченные возможности при установке поверхностей с большими кривизнами и сложности с использованием такой конструкции в условиях применения полимерных связующих.
Поставленная задача решается тем, что известная крупногабаритная матрица в виде сочлененной оболочки, например, для укладки и отверждения ПКМ с автоматизированным формированием рабочей поверхности, содержащая оболочку с рабочей поверхностью, соответствующей формуемой детали, и подвижные секции с рядами перемещающихся вдоль своих осей опор с подпятниками и систему числового программного управления (ЧПУ), снабжена оболочками, выполненными из сменных облицовочных ячеек с фрагментами рабочей поверхности детали, с одной стороны, и базовыми поверхностями - с другой стороны, для однозначной установки на четырех смежных опорах, при этом торцевые кромки облицовочных ячеек выполнены со скосами, образующими между соседними ячейками пространство, заполняемое клиновыми калиброванными вставками, а подвижные секции выполнены в виде изогнутой балки с цапфами, входящими в гнезда стоек, с возможностью поворота секций на заданный угол αi по программе и с рядами опор, расположенными равномерно под углами β по радиусам в системе цилиндрических координат так, что плоские площадки подпятников опор в исходном положении находятся на радиусе Rц(i), при этом каждая из опор выполнена, например, пневмогидравлического типа с линейно-измерительным датчиком, связанным с контроллером системы с ЧПУ.
Кроме того, для решения поставленной задачи нерабочая поверхность облицовочных ячеек состоит из несущей плиты, в углах которой размещены сферические опорные элементы и кронштейны с базирующими призмами и замками, а рабочая поверхность выполнена из легкообрабатываемого материала.
Сущность изобретения поясняется чертежами, где изображена на фиг.1 крупногабаритная матрица в виде сочлененной оболочки, например, для укладки и отверждения ПКМ с автоматизированным формированием рабочей поверхности; на фиг.2 - поперечное сечение крупногабаритной матрицы; на фиг.3 - облицовочная ячейка крупногабаритной матрицы.
Крупногабаритная матрица в виде сочлененной оболочки, например, для укладки и отверждения ПКМ с автоматизированным формированием рабочей поверхности состоит из ряда поворотных секций 1 со стойками 2, устанавливаемых на основании 3. На секциях 1 в двух рядах располагаются в радиальных направлениях подвижные опоры 4 с фиксаторами 5 и плоскими подпятниками 6 на концах штоков опор. Поворотные секции 1 поворачиваются вокруг осей цапф 7 приводами 8 с ЧПУ. Каждая из опор, например, пневмогидравлического типа (с пневматическим перемещением штока опоры и фрикционным фиксатором штока с гидравлическим приводом) снабжена датчиком 9 (линейным измерителем расстояний), связанным с контроллером в системе числового программного управления (ЧПУ) крупногабаритной рабочей поверхностью. На площадки подпятников устанавливаются сменные облицовочные ячейки 12 с фрагментами рабочей поверхности детали. На несущей плите 11 ячейки, по четырем углам расположены сферические опорные элементы 10, контактирующие с подпятниками опор и кронштейны 13 с базирующими призмами и замками 14.
Рабочая поверхность облицовочных ячеек выполнена из легкообрабатываемого материала. Торцевые кромки облицовочных ячеек выполнены со скосами, образующими между соседними ячейками пространство, в которое помещаются калиброванные клиновые вставки 15.
Крупногабаритная матрица в виде сочлененной оболочки, например, для укладки и отверждения ПКМ с автоматизированным формированием рабочей поверхности работает следующим образом. На основе математической модели теоретической (рабочей) поверхности обводообразующей детали определяются координаты точек пересечения осей, радиально расположенных опор 4 с теоретическим контуром агрегата ЛА в цилиндрической системе координат, в наклонных сечениях, параллельных нормали к теоретическому контуру, проходящей через ось вращения стойки 2 секции 1 (ось цапфы 7). Производится автоматическая настройка системы дискретных опор таким образом, что в память системы ЧПУ вводится массив данных по перемещениям каждой опоры каркаса для конкретной поверхности ЛА. При включении пневматической системы на перемещение опор движение каждого штока опоры продолжается до тех пор, пока сигнал от датчика 9 не поступит на систему ЧПУ, которая подает сигнал на управляющие краны, перекрывающие подачу воздуха в полость опоры и включающие фиксатор штока опоры. Система управления позволяет управлять последовательно группами опор каждой секции или индивидуально каждой опоры.
Перемещение вдоль оси опоры производится от исходного контура (базы отсчета) с радиусом Rц(i) для каждой секции на величину hi=Rц(i)-Ra(i)-с.
Определяются значения  и bi для каждой облицовочной ячейки 12, которые в совокупности с другими параметрами (hi, с и др.) являются исходными данными для расчета обрабатывающей программы для рабочей поверхности облицовочной ячейки 12 и скосов по ее периметру. Каждая из облицовочных ячеек 12 базируется на опорные элементы 10 и базирующие призмы 13 в ортогональной системе координат хi, уi, zi на станке с ЧПУ, обрабатывается по программе и нумеруется.
и bi для каждой облицовочной ячейки 12, которые в совокупности с другими параметрами (hi, с и др.) являются исходными данными для расчета обрабатывающей программы для рабочей поверхности облицовочной ячейки 12 и скосов по ее периметру. Каждая из облицовочных ячеек 12 базируется на опорные элементы 10 и базирующие призмы 13 в ортогональной системе координат хi, уi, zi на станке с ЧПУ, обрабатывается по программе и нумеруется.
Сборка рабочей поверхности выполняется при последовательной установке облицовочных ячеек 12 на выставленных опорах 4. При этом две базирующие призмы 13 подводят до упора к штокам опор. Клиновые замки призмы поджимают опорный элемент 10 к базовой площадке подпятника 6. Другая пара опорных элементов 10 прижимается к базовым площадкам своих подпятников клиновыми замками 14.
После окончания сборки всех облицовочных ячеек производится установка клиновых вставок 15 на клеевой пасте и зачистка рабочей поверхности в местах их установки.
Рабочая поверхность готова для укладки, например, препрегов и их отверждения известными способами.
Преимуществом предложенной конструкции перед прототипом является значительное снижение стоимости оснащения и сроков подготовки производства при изготовлении летательных аппаратов любого класса и серийности (в т.ч. опытных конструкций). Кроме того, экономится большой объем ценных материалов; снижается в значительной мере расход электроэнергии; снижаются эксплуатационные расходы. При этом возрастает точность рабочей поверхности. Имеется возможность неограниченного роста габаритов рабочей поверхности матрицы.


Изобретение относится к технологическому оборудованию для укладки и отверждения полимерных композиционных материалов крупногабаритных обводообразующих деталей летательных аппаратов и оболочек рабочих поверхностей объемной технологической оснастки оболочечного типа и может быть использовано в авиакосмической промышленности. Крупногабаритная матрица в виде сочлененной оболочки для укладки и отверждения полимерных композиционных материалов с автоматизированным формированием рабочей поверхности содержит оболочку с рабочей поверхностью, соответствующей формуемой детали, и подвижные секции с рядами перемещающихся вдоль своих осей опор с подпятниками и систему числового программного управления. Оболочка выполнена из сменных облицовочных ячеек с фрагментами рабочей поверхности детали, с одной стороны, и базовыми поверхностями - с другой стороны для однозначной установки на четырех смежных опорах. Торцевые кромки облицовочных ячеек выполнены со скосами, образующими между соседними ячейками пространство, заполняемое клиновыми калиброванными вставками. Подвижные секции выполнены в виде изогнутой балки с цапфами, входящими в гнезда стоек, с возможностью поворота секций на заданный угол αi по программе и с рядами опор, расположенными равномерно под углами β по радиусам в системе цилиндрических координат так, что плоские площадки подпятников опор в исходном положении находятся на радиусе Rц(i). Каждая из опор выполнена, например, пневмогидравлического типа с линейно-измерительным датчиком, связанным с контроллером системы с числовым программным управлением. Изобретение позволяет сократить сроки подготовки производства при изготовлении летательных аппаратов любого класса и серийности. 1 з.п. ф-лы, 3 ил.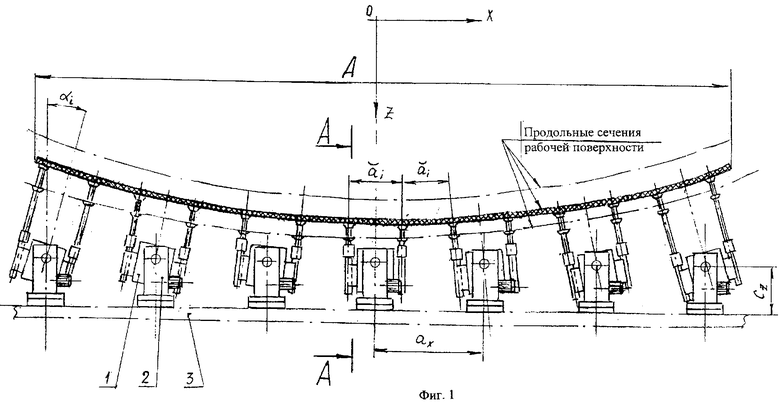
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ФОРМООБРАЗОВАНИЯ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ (УАУ) И СПОСОБ НАСТРОЙКИ ЕЕ ПОВЕРХНОСТИ | 1997 |
|
RU2133163C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВОЧНОЙ ОСНАСТКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2000 |
|
RU2188126C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ | 1996 |
|
RU2114732C1 |
| US 4863663 A, 05.09.1989. | |||

