Изобретение относится к технологии изготовления датчиков порогового давления и направлено на улучшение показателей надежности средств контрольно-измерительной техники такого типа, работающих в условиях высокоскоростных механических нагружений, и может быть использовано для изготовления контактных тонкопленочных датчиков, закрепляемых непосредственно на поверхности измеряемых объектов.
Известен способ изготовления контактных датчиков в виде слоистой пленки [а. с. СССР N 1605725, МПК G 01 L 7/08, публ. 15.01.94 г., бюлл. N 1], включающий формирование на гибкой диэлектрической пленке, например полиимидной, тонкопленочных токопроводящих элементов заданного контура, термическую обработку пленки, сборку составных элементов датчика с получением пакета, по меньшей мере из двух пленок с токопроводящими элементами на них, который подвергают сжатию под давлением.
При этом до сборки пакета на поверхность токопроводящих элементов наносят слой адгезива - клея. В случае объектов сложной конфигурации в известном способе предусмотрено изготовление элементов заготовки датчика с помощью выкройки, повторяющей геометрические особенности профиля объекта.
К недостаткам известного способа относится необходимость использования для сборки датчика адгезива, что может привести к несанкционированному расслоению тонкопленочного слоистого датчика и, как следствие, к снижению его надежности при определении критического момента разрушения стенки объекта или его значительной деформации.
Кроме того, в известном способе не предусмотрено изготовление элементов датчика, позволяющих устанавливать датчик на всем протяжении поверхности измеряемого объекта и в труднодоступных участках, имеющих жесткие ограничения по геометрическим размерам для определения локализации разрушения при критической нагрузке.
Из известных способов наиболее близким к предлагаемому по технической сущности является способ изготовления контактного датчика в виде слоистой пленки [заявка ЕПВ N 0219149, МПК G 01 L 5/00, публ. 22.04.87 г., бюлл. 87/17] , включающий выполнение по меньшей мере двух слоев, каждый из которых содержит первый слой диэлектрического материала, чувствительного к давлению, на котором выполнен второй слой в качестве токопроводящего элемента заданного контура, выполненного из алюминия, сборку в пакет составных элементов датчика с использованием адгезионного материала, например 5%-раствора соединения карбида в растворителе, соединение элементов пакета при температуре отверждения адгезионного материала (порядка 60oC) и при повышенном давлении.
В качестве диэлектрического слоя в известном способе используют поливинилиден-фторид, обладающий пьезоэлектрическими свойствами, представляющий собой частично-кристаллический полимер, проявляющий аморфные свойства гибкости и прочности.
При аэродинамических испытаниях изготовленного известным способом датчика при воздействии давления на пленку диэлектрика в ней накапливается компенсационный заряд, который воспринимается внешним регистрирующим электронным устройством.
К недостаткам прототипа относится сравнительно невысокая надежность соединения электропроводящей части с диэлектриком в связи с использованием адгезива, дополнительно введенного в состав сборки. Такое соединение при аэродинамических испытаниях может расслоиться при воздействии давления ниже критического, что приведет к отказу датчика в работе и снижению возможности достоверного определения фактического момента и локализации разрушения в корпусе объекта измерения.
Кроме того, в известном способе в слое используемой поливинилиденфторидной пленки датчика отсутствует контакт с внешним слоем, чувствительным к давлению, что исключает возможность достоверной регистрации факта начала разрушения стенок объекта. Система измерения в изготовленном известным способом датчике является достаточно сложной, как сложны и устройство датчика и способ его изготовления.
Следует также отметить, что материал диэлектрика, используемый в известном способе, не позволяет эксплуатировать датчик при температурах выше 50oC, что не соответствует требованиям, предъявляемым к приборам, применяемым при аэродинамических испытаниях объекта.
Наконец, в датчике, изготовленном по известному способу, не предусмотрена возможность установки его в объекте, внутреннее устройство которого имеет труднодоступные участки с жесткими ограничениями по геометрическим размерам.
Техническая задача, на решение которой направлено предлагаемое изобретение, заключается в разработке датчика одноразового использования в виде слоистой пленки, закрепляемого непосредственно на стенке измеряемого объекта, с помощью которого с высокой степенью надежности и достоверности можно было бы определить момент, координаты и факт начала разрушения корпуса объекта, при этом часть стенки корпуса, разрушающаяся при воздействии критического давления, или средство ее разрушения должно замыкать электрическую цепь регистрирующего прибора посредством контакта с токопроводящими элементами датчика. В результате этого в готовом датчике генерируется импульс за счет резкого скачка потенциалов, возникающего в момент короткого замыкания, который воспринимается внешним регистрирующим прибором, при этом нарушается целостность датчика, а прибор фактически регистрирует факт достижения критического давления.
Новый технический результат, достигаемый при использовании предлагаемого способа, заключается в обеспечении возможности достоверного определения момента начала и локализации разрушения в корпусе объекта, в повышении надежности изготавливаемого датчика, в упрощении и в возможности установки датчика в труднодоступных участках измеряемого объекта.
Указанные техническая задача и новый технический результат обеспечены тем, что в известном способе изготовления контактного датчика в виде слоистой пленки, включающем выполнение по меньшей мере двух слоев, каждый из которых содержит первый слой, выполненный из диэлектрического материала, чувствительного к давлению, на котором формируют второй слой в качестве токопроводящего элемента заданного контура, последующую сборку элементов датчика с получением пакета из чередующихся первого и второго слоев, соединение элементов пакета в условиях термообработки под давлением, в соответствии с предлагаемым способом предварительно готовят заготовку для тонкопленочного токопроводящего элемента, для чего берут цельный металлический лист, который соединяют с одной стороны со слоем диэлектрического материала, выполненного из термореактивного полимера, ламинированного с двух сторон другим диэлектрическим материалом, выполненным из термопластичного полимера, затем из полученной заготовки формируют заданный токопроводящий контур, после чего полученный токопроводящий контур соединяют со вторым диэлектрическим ламинированным слоем со стороны открытой поверхности токопроводящих элементов контура, после чего все слои с токопроводящими элементами собирают в пакет, располагая их таким образом, что открытые поверхности токопроводящих элементов обращены в направлении, противоположном направлению воздействия измеряемого давления с последующим помещением пакета между двумя диэлектрическими слоями в качестве стенок корпуса датчика, ламинированными только со стороны, прилегающей к пакету, и соединяют элементы пакета между собой с получением сборки методом термокомпрессионной сварки, при этом для обжатия сборки используют два вспомогательных упругих элемента, которые после снятия давления удаляют, и окончательно формируют контур датчика, соответствующий конфигурации измеряемого объекта.
Кроме того, в качестве термореактивного материала используют полипиромеллитимид (полиимид), а в качестве термопластичного материала - политетрафторэтилен (фторопласт).
Кроме того, в качестве вспомогательного упругого элемента для обжатия используют металлорезину.
Кроме того, процесс термокомпрессионной сварки осуществляют под давлением 1,2-1,5 МПа и при температуре 300oC - 400oC.
Дополнительный технический результат заключается в повышении надежности соединения элементов датчика за счет высокого химического сродства полимерных материалов - полиимида в качестве термореактивного материала и фторопласта в качестве термопластичного материала.
Дополнительный технический результат заключается в повышении надежности соединения элементов датчика за счет обеспечения равномерного распределения давления сжатия по поверхности сопрягаемых слоев пакета при использовании металлорезины.
Дополнительный технический результат заключается в повышении механической прочности соединения слоев пакета за счет образования более прочных химических связей в условиях заявляемых режимов термокомпрессионной сварки.
Заявляемый способ поясняется следующим образом.
Первоначально изготавливают заготовку для токопроводящего элемента, для чего используют цельный металлический лист в виде фольги, который соединяют с основным диэлектрическим ламинированным слоем методом термокопрессионной сварки в заявляемом диапазоне параметров. В составе диэлектрического слоя используют полиимидную пленку в качестве термореактивного полимера, ламинированную с двух сторон фторопластом в качестве термопластичного полимера. Аналогичный результат может быть получен при использовании в качестве диэлектрика полиэтилентерефталатной пленки, ламинированной полиэтиленом.
Условия получения такой слоистой пленки (металл-диэлектрик) в предлагаемом способе обеспечивают прочный контакт между слоями полимеров, который сохраняется при режимах термокомпрессионной сварки.
В отличие от способа прототипа, в котором для соединения токопроводящего элемента и диэлектрика использован дополнительно вводимый в состав сборки адгезив (клей), в предлагаемом способе использование ламинированной с двух сторон пленки обеспечивает в условиях термокомпрессионной сварки равномерное расплавление слоя термопластичного полимера (фторопласта) и образование прочной, равномерно распределенной связи между сопрягаемыми слоями элементов датчика, при этом связь между основой диэлектрического слоя и слоем ламинирования сохраняется. В результате этого повышается надежность соединения слоев. Наиболее оптимальным является сочетание именно алюминия и фторопласта, соединенного с полиимидом, поскольку, как это показали эксперименты, в этом случае реализуется наиболее прочное соединение, характеризующееся величиной механической прочности при отрыве более 10 МПа.
Диэлектрическая пленка полимеров выполняет в готовом датчике функцию элемента, чувствительного к измеряемому внешнему давлению. Однако такая пленка должна выдерживать без разрушения воздействие давления, величина которого меньше давления (критического) разрушения объекта. Этому условию соответствует предлагаемая в способе диэлектрическая ламинированная пленка. Аналогичным образом получают другие составные части датчика, при этом слои диэлектриков с токопроводящими элементами приводят в сопряжение с другими слоями диэлектрических ламинированных материалов со стороны свободных поверхностей токопроводящих элементов для формирования пакета. Формирование пакета осуществляют по принципу чередования слоистых элементов, полученных указанным выше способом, по меньшей мере двух из них. Слои располагают в пакете таким образом, что все токопроводящие элементы ориентированы открытыми поверхностями в направлении, противоположном воздействию давления на измеряемый объект. Весь пакет снаружи дополняют двумя слоями диэлектрического материала, односторонне ламинированного вторым диэлектрическим материалом только со стороны, обращенной к пакету. Сборку помещают между двумя вспомогательными упругими элементами для ее обжатия и устанавливают под пресс. Наиболее оптимальным является использование в качестве материала вспомогательного упругого элемента металлорезины, характеризующейся максимально развитой поверхностью контакта и широкими возможностями использования ее при высоких температурах термокомпрессионной сварки с получением разъемного соединения. Это позволяет свободно удалить вспомогательный элемент после снятия давления из сборки. Процесс термокомпрессионной сварки осуществляют при давлении 1,2-1,5 МПа и при температуре 300 - 400oC в течение 2 - 3 минут. В случае сложной конфигурации измеряемого объекта с наличием труднодоступных участков формируют соответствующую выкройку из полученной слоистой заготовки датчика или нескольких заготовок, соединенных между собой, повторяющих конфигурацию объекта.
Выбор температурного диапазона термокомпрессионной сварки проведен на основе экспериментальных исследований и соответствует условию существования в расплавленном состоянии слоя ламинирования (фторопласта) и условию сохранения связи его с основой диэлектрического слоя (полиимида), что обеспечивает прочность соединения токопроводящего элемента с диэлектриком. Таким условиям соответствуют выбранные для термокомпрессионной сварки полимерные материалы и диапазон температур и давлений. При температурах ниже заявляемого диапазона не реализуется полное и равномерное расплавление слоя ламинирования, что приводит к снижению надежности соединения. При температурах выше заявляемого диапазона начинается деструкция термореактивного слоя, что приводит к резкому ухудшению электрических параметров датчика.
Выбор диапазона давлений термокомпрессионной сварки произведен на основе экспериментальных исследований с учетом обеспечения всестороннего обжатия слоев и получения надежного контакта сопрягаемых поверхностей элементов датчика и вспомогательного упругого элемента.
На фиг. 1 представлен фрагмент контактного датчика, выполненного в виде слоистой пленки, по предлагаемому способу, где:
1 - слой диэлектрического термореактивного полимера (основа);
2 - слой диэлектрического термопластичного полимера (слой ламинирования);
3 - слой токопроводящего элемента;
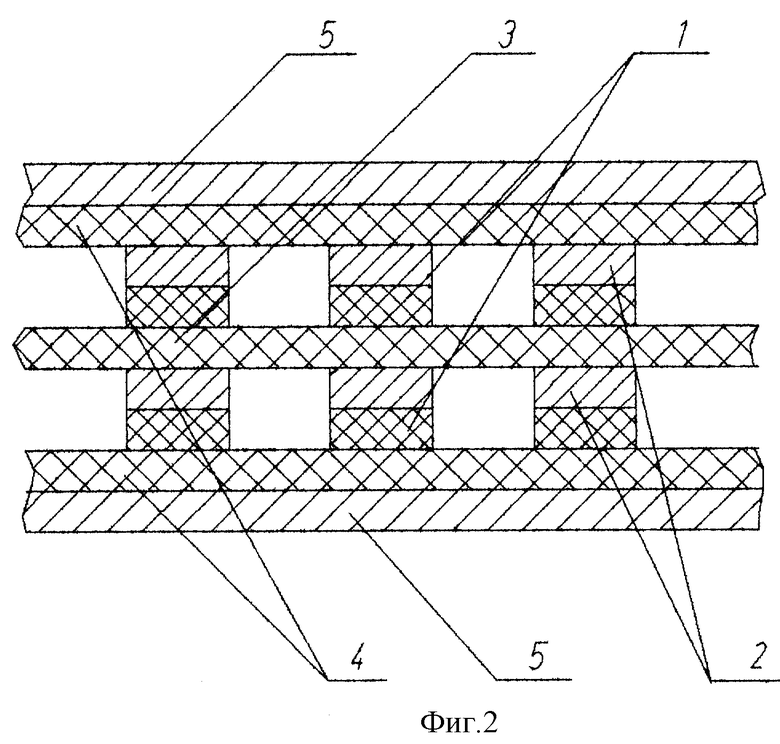
На фиг. 2 изображено поперечное сечение полной сборки элементов датчика, применяемой в предлагаемом способе, где:
1 - основной слой диэлектрического двусторонне ламинированного материала;
2 - слой токопроводящего элемента;
3 - промежуточный слой двусторонне ламинированного диэлектрического материала;
4 - слой диэлектрического односторонне ламинированного материала;
5 - вспомогательный упругий элемент для обжатия сборки.
В процессе термокомпрессионной сварки элементов датчика в заявляемом диапазоне параметров и при использовании в качестве материала для токопроводящего элемента - алюминия, в качестве материала диэлектрика - термореактивного полимера, ламинированного слоем термопластичного полимера, и в качестве дополнительного элемента для обжатия сборки - упругого материала обеспечивается получение более надежного соединения элементов датчика, что обеспечивает возможность достоверного определения момента, координат и факта начала разрушения корпуса измеряемого объекта с использованием полученного датчика, а также упрощает процесс сборки в целом. Предлагаемый способ позволяет получить датчики любой конфигурации, соответствующей профилю измеряемого объекта, что позволяет устанавливать его на труднодоступных участках, имеющих жесткие ограничения по геометрическим размерам. Это достигается также за счет незначительной толщины слоистой сборки датчика. Наиболее оптимальным образом этому соответствует выбор в качестве материалов термопластичного и термореактивного полимеров фторопласта и полиимида соответственно, а в качестве вспомогательного упругого элемента для обжатия сборки - металлорезины.
Возможность промышленной реализации предлагаемого способа подтверждается следующим.
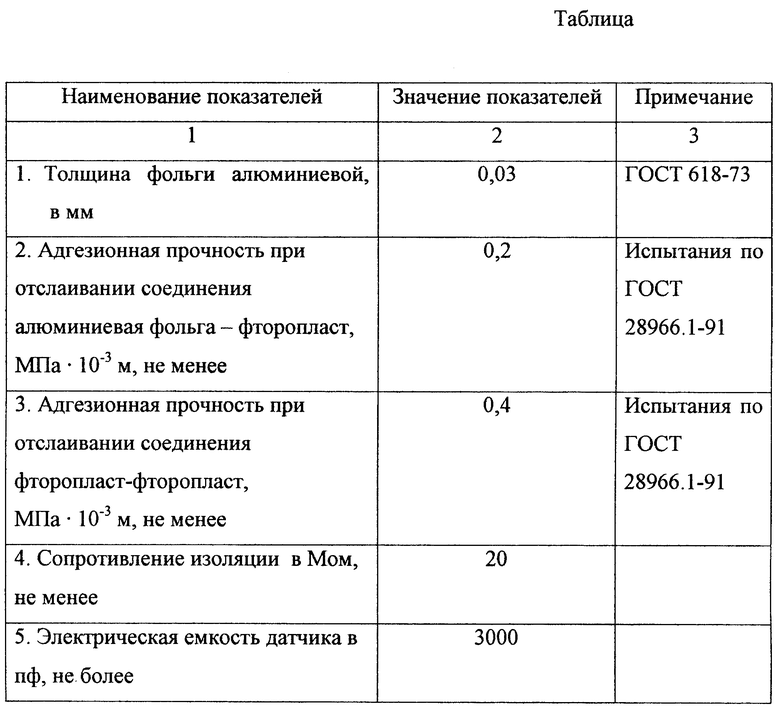
Пример 1. Предварительно формируют заготовки для токопроводящих элементов (контактов) датчика. Для этого берут сплошной металлический лист, представляющий собой фольгу, например, алюминия толщиной порядка 0,03 мм и лист диэлектрического материала толщиной порядка 0,06 мм, выполненный из термореактивного полимера, например полиимида, ламинированного с двух сторон слоем термопластичного полимера, например фторопласта (ТУ6-19-226-89), и соединяют их между собой в условиях термокомпрессионной сварки при температуре 350oC и давлении 1,5 МПа. При этом сопрягаемые слои обкладывают снаружи двумя слоями металлорезины в качестве вспомогательного упругого элемента. Полученную сборку помещают в пресс, где и проводят сварку.
После снятия давления и отключения обогрева сборку (фольга - диэлектрик) извлекают из пресса и формируют из нее заданный токопроводящий контур (систему контактов). Перед формированием заданного контура проводят контроль прочности соединения слоев. Затем контур токопроводящего элемента сопрягают с промежуточным диэлектрическим ламинированным слоем. Соединение проводят со стороны свободной поверхности токопроводящих элементов, не участвующей в соединении с первым диэлектрическим слоем. В зависимости от требуемых характеристик датчика набирают необходимое число фрагментов, полученных аналогичным образом, и укладывают их в пакет, ориентируя их таким образом, что открытые поверхности токопроводящих элементов направлены в сторону, противоположную направлению воздействия предполагаемого давления. Снаружи пакет обкладывают двумя диэлектрическими слоями, ламинированными с одной стороны, обращенной к пакету.
В качестве внешнего диэлектрического слоя используют полиимидную пленку, ламинированную фторопластом.
После чего сборку помещают в пресс, при этом для обжатия сборки используют два вспомогательных упругих элемента, выполненных из металлорезины.
Пакет выдерживают под давлением 1,5 МПа при температуре 350oC в течение 2 - 3 минут. Затем обогрев и давление отключают, сборку извлекают из пресса и удаляют слои металлорезины. Проводят контроль полученного датчика по электрическим параметрам.
Результаты испытаний сведены в таблицу.
Примеры 2, 3.
В условиях примера 1 проводят термокомпрессионную сварку при температурах соответственно 300oC и 400oC и давлениях соответственно 1,5 МПа и 1,2 МПа.
Результаты испытаний аналогичны результатам по примеру 1.
Как показали примеры практической реализации способа, использование термокомпрессионной сварки в заявляемых диапазонах значений параметров и при использовании материалов диэлектрика и токопроводящих элементов, а также предлагаемой в способе сборки элементов датчика с использованием вспомогательного упругого элемента обеспечивает в готовом датчике более высокую надежность за счет упрочнения соединения элементов сборки и сохранения электрических показателей до начала воздействия критических нагрузок на измеряемый объект, что позволяет более достоверно определить факт начала разрушения объекта. Специфичность выполнения датчика, форма которого соответствует конфигурации измеряемого объекта, позволяет устанавливать датчик на труднодоступных участках по всей протяженности поверхности измеряемого объекта, что делает возможным определение места разрушения корпуса объекта. Кроме того, выполнение датчика в виде слоистой тонкопленочной сборки позволяет устанавливать его в узких местах объекта с жесткими ограничениями по геометрическим размерам. При этом сборка датчика проведена с меньшими трудозатратами и с использованием меньшего количества материалов, а следовательно, более простым способом, чем в прототипе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОПЛЕНОЧНОГО ДАТЧИКА | 2002 |
|
RU2226677C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОПРОВОДЯЩЕГО ЭЛЕМЕНТА ПЛЕНОЧНОГО ДАТЧИКА ДАВЛЕНИЯ | 2003 |
|
RU2253849C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО ДАТЧИКА | 2003 |
|
RU2269087C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО КОНТАКТНОГО ДАТЧИКА В ВИДЕ СЛОИСТОЙ ПЛЕНКИ | 2009 |
|
RU2411473C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ПЛЕНОЧНОГО КОНТАКТНОГО ДАТЧИКА | 2014 |
|
RU2577915C1 |
| СПОСОБ ПЕРВОНАЧАЛЬНОГО ЗАПУСКА ТОПЛИВНОГО ЭЛЕМЕНТА С РАСПЛАВЛЕННЫМ КАРБОНАТНЫМ ЭЛЕКТРОЛИТОМ | 1995 |
|
RU2093929C1 |
| СПОСОБ ИММОБИЛИЗАЦИИ И УТИЛИЗАЦИИ ТВЕРДЫХ ОТХОДОВ, ЗАГРЯЗНЕННЫХ РАДИОАКТИВНЫМИ МАТЕРИАЛАМИ | 2000 |
|
RU2208255C2 |
| ГЕНЕРАТОР СИНГЛЕТНОГО КИСЛОРОДА | 1995 |
|
RU2091938C1 |
| СПОСОБ ВЗРЫВНОЙ КУМУЛЯЦИИ МАГНИТНОЙ ЭНЕРГИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2156026C2 |
| СПОСОБ РЕГИСТРАЦИИ ДАВЛЕНИЯ И ПЕРЕМЕЩЕНИЯ УДАРНОЙ ВОЛНЫ | 1996 |
|
RU2168158C2 |
Способ относится к технологии изготовления датчиков порогового давления, закрепляемых на поверхности измеряемых объектов для однократной регистрации нагрузок разрушения объекта. Первоначально готовят заготовку токопроводящего элемента соединением цельного металлического листа (предпочтительно из алюминия) и диэлектрического материала, ламинированного с двух сторон вторым диэлектрическим материалом. В качестве диэлектрического основного материала используют олигомер полипиромеллитимид, а в качестве второго диэлектрического материала - политетрафторэтилен. Листы соединяют методом термокомпрессионной сварки при давлении 1,2-1,5 МПа и при температуре 300-400°С. Из полученной заготовки вырезают токопроводящий контур, затем соединяют с диэлектрическим двусторонне ламинированным материалом со стороны открытой поверхности. Полученные аналогичным образом фрагменты датчика собирают в пакет, ориентируя открытые поверхности контура навстречу воздействующему на объект давлению. С внешней стороны пакет окружают слоями диэлектрического материала, ламинированного со стороны пакета вторым диэлектрическим материалом, а затем слоями упругого элемента для обжатия сборки. Полученную сборку помещают в пресс и соединяют ее элементы в режиме термокомпрессионной сварки при давлении 1,2-1,5 МПа и при температуре 300-400°С. Затем давление снимают, отключают обогрев и извлекают сборку из пресса. Вспомогательные упругие элементы удаляют. Технический результат - обеспечение возможности достоверного определения координат и факта разрушения объекта, повышение надежности, упрощение, возможность установки в труднодоступных местах объекта. 3 з.п. ф-лы, 1 табл., 2 ил.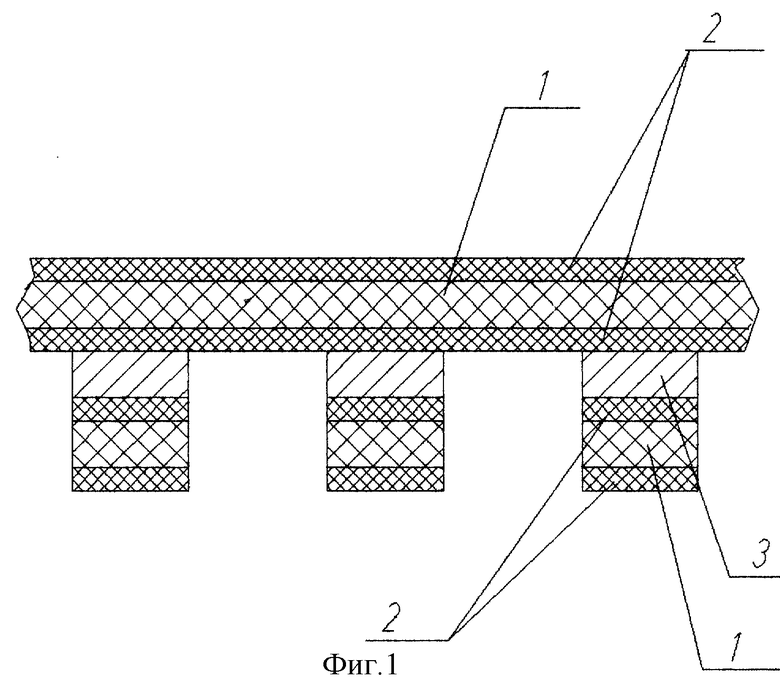
| ТЕЛЕСКОПИЧЕСКИЙ ДОМКРАТ | 0 |
|
SU219149A1 |
| М.ПОРТА и др | |||
| Пленочные датчики давления и их применение | |||
| Франция | |||
| Recherche aero spacial, 1982 г., № 3, с | |||
| Кулисный парораспределительный механизм | 1920 |
|
SU177A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТРИЧНЫХ ДАТЧИКОВ ДАВЛЕНИЯ | 1986 |
|
SU1403764A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТРИЧНЫХ ДАТЧИКОВ ДАВЛЕНИЯ | 1991 |
|
RU2075735C1 |
| Механизм останова швейной машины | 1958 |
|
SU114177A1 |
| DE 19640960 A1, 09.04.1998. | |||
