Изобретение относится к области металлургии, конкретнее к погружным стаканам для литья блюмовых заготовок круглого, квадратного и прямоугольного сечений.
Известен глуходонный погружной стакан, выполненный с подводящим и расположенными в его боковой стенке выходными каналами, в котором один из выходных каналов направлен вверх, а остальные - вниз, при этом стакан снабжен приемной воронкой и размещен в ступице приводного шкива (авторское свидетельство СССР N 502705, кл. B 22 D 11/10, 11.04.1972 г.).
Недостатком известного погружного стакана является его ограниченная область применения. Это связано с его использованием только для получения блюмовых заготовок круглого сечения и вторичным окислением металла струей из промежуточного ковша, поскольку для известного стакана она должна быть открытой, и повышенной, вследствие этого, загрязненностью заготовки неметаллическими включениями, т. е. известный стакан можно использовать для литья заготовок из очень узкого марочного сортамента сталей. Кроме того, эффект кругового движения металла в кристаллизаторе для известного стакана может быть получен только при его вращении с высокой скоростью, что можно реализовать лишь при чрезвычайно низких объемах производства заготовок.
Известен также используемый в способе непрерывной разливки (заявка Японии N 1-30584, B 22 D 11/10, 09.11.1982 г.) глуходонный погружной стакан, выполненный с подводящим и расположенными в его боковой стенке выходными каналами, в котором выходные каналы выполнены цилиндрическими со смещением их продольных осей относительно продольной оси подводящего канала стакана на 0,25 его диаметра, при этом суммарная площадь поперечного сечения выходных каналов составляет 0,6 площади поперечного сечения подводящего канала.
Недостатком известного погружного стакана является его ограниченная область применения. Это связано с его использованием только для получения блюмовых заготовок прямоугольного сечения и с "зарастанием" выходных каналов из-за их малой площади сечения при разливке раскисленных алюминием сталей, а также с неустойчивостью кругового движения металла в кристаллизаторе из-за малой величины смещения продольных осей выходных каналов относительно продольной оси стакана и малой величины площади их поперечного сечения. Поэтому известный стакан требует подачи металла под углом к стенкам кристаллизатора, что приводит к ребровым трещинам и загрязнению металла частицами шлакового покрытия в кристаллизаторе в случае даже небольших отклонений в размерах стакана и его установке.
Наиболее близким по технической сущности и достигаемому результату является принятый за прототип глуходонный погружной стакан, выполненный с подводящим и расположенными в его боковой стенке выходными каналами, в котором выходные каналы стакана выполнены с поперечным сечением в виде щели, отношение высоты к ширине которой составляет 5o, а угол наклона ее оси к наружной поверхности стакана 90o, при этом смещение продольной оси щели относительно продольной оси подводящего канала равно 1,1 его диаметра (авт. свид. СССР N 1565573, B 22 D 11/10, 07.08.87 г., фиг. 2, 5).
Недостатком прототипа является то, что с его использованием можно обеспечить вращение металла только в круглой заготовке малых размеров, что связано с быстрым гашением кинетической энергии щелевых струй. Это определяет очень узкую область применения прототипа. Прототип характеризуется также низкой стойкостью из-за ослабления стенки стакана дугообразными выходными каналами и его применение приводит к дополнительному загрязнению заготовки продуктами размыва каналов стакана металлом.
Технический результат изобретения заключается в расширении области применения погружного стакана при обеспечении устойчивого вращения металла в кристаллизаторе и высокого качества заготовок.
Результат достигается тем, что в известном глуходонном погружном стакане, выполненном с подводящим и расположенными в его боковой стенке выходными каналами, согласно изобретению выходные каналы выполнены по периметру стакана веерообразно со смещением их продольных осей относительно продольной оси подводящего канала стакана на 0,30...0,70 его диаметра, при этом суммарная площадь поперечного сечения выходных каналов на входе в них составляет 1,2...2,3 площади поперечного сечения подводящего канала. Выходные каналы стакана выполнены постоянного поперечного сечения или с расширением поперечного сечения в направлении подачи металла с расположением их продольных осей в плоскости, составляющей угол не более 30o с перпендикулярной к продольной оси стакана плоскостью.
Заявленная совокупность признаков, а именно: веерообразное выполнение выходных каналов по периметру стакана, величина смещения их продольных осей относительно продольной оси подводящего канала стакана и величина суммарной площади поперечного сечения выходных каналов обеспечивают устойчивое и однородное круговое движение металла в кристаллизаторе круглого, квадратного и прямоугольного сечения любых размеров за счет достаточной величины тангенциальной составляющей скоростей потоков металла, их направления в одну сторону и увеличения количества их движения, что позволяет снизить загрязненность заготовок неметаллическими включениями как за счет создания условий для их всплывания, так и за счет уменьшения захвата частиц шлака с поверхности металла в кристаллизаторе.
Выполнение выходных каналов постоянного поперечного сечения обеспечивает простоту конструкции стакана для литья в заготовки круглого и квадратного сечения, а выполнение с расширением поперечного сечения в направлении подачи металла обеспечивает устойчивое круговое движение металла при литье в заготовки прямоугольного сечения с незначительным усложнением конструкции стакана. Наклон плоскости, в которой размещены выходные каналы, к оси стакана обеспечивает дополнительное снижение количества крупных, а также части средних по размерам неметаллических включений, поскольку область интенсивного вращения металла, пересекая жидкую фазу заготовки, является экраном для включений, облегчая их коагуляцию и последующее всплывание.
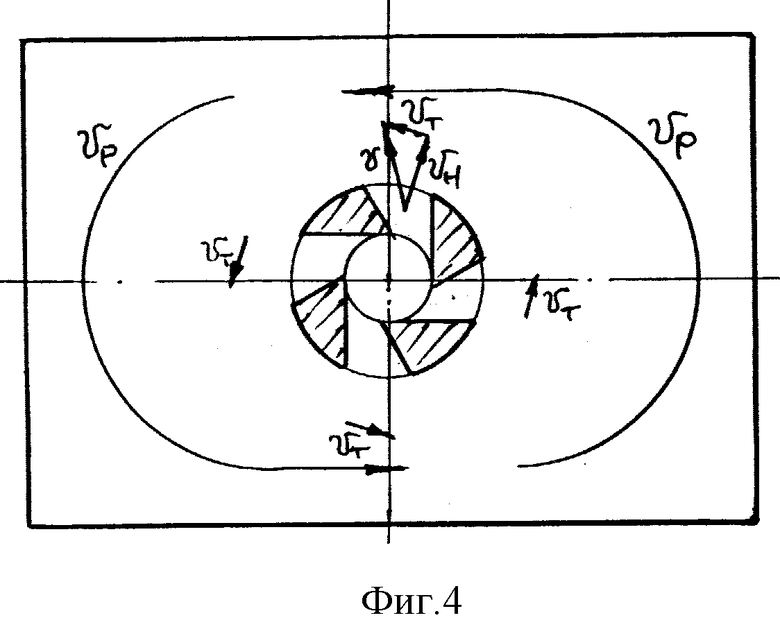
Сущность изобретения поясняется чертежами, где на фиг. 1 изображен погружной стакан; на фиг. 2 - разрез "b-b" на фиг. 1; на фиг. 3 - вариант выполнения выходных каналов и на фиг. 4 и 5 - схемы движения металла в кристаллизаторе соответственно в поперечном и продольном направлениях.
Погружной стакан (фиг. 1) имеет подводящий канал 1, заканчивающийся дном 2, выше которого в стенке 3 веерообразно, т.е. с числом не менее трех, по периметру стакана выполнены выходные каналы 4 овального сечения, продольные оси которых смещены относительно продольной оси подводящего канала 1 на величину Δ, равную 0,3...0,7 его диаметра "D". Оси выходных каналов 4 размещены в плоскости "a-a", составляющей угол α с перпендикулярной к продольной оси 1 стакана плоскостью "b-b", величина которого не превышает 30o. Боковые поверхности 5 каналов 4 выполнены плоскими (фиг. 2, 4), или с одной плоской, а с другой - скошенной поверхностями (фиг. 3). Суммарная площадь поперечного сечения выходных каналов 4 на входе составляет 1,2...2,3 площади поперечного сечения подводящего канала 1.
Погружной стакан работает следующим образом.
Подаваемый в стакан металл веерообразно распределяется в жидкой фазе заготовки. Благодаря сложению тангенциальных составляющих Vт скоростей потоков из выходных каналов, направленных в одну сторону (фиг. 4), в жидкой фазе заготовки создается устойчивое и однородное круговое движение с результирующей скоростью Vр, которое ограничивает область вынужденной циркуляции и обеспечивает коагуляцию и всплывание крупных неметаллических включений. В случае наклона плоскости размещения выходных каналов к горизонтали (фиг. 5) интенсивные потоки зоны кругового вращения (показана пунктиром) блокируют перемещение вниз неметаллических включений (показаны кружками) и создают условия для их укрупнения и всплывания. Следствием этого является дополнительное повышение чистоты металла.
Благодаря веерообразному размещению в стакане выходных каналов с регламентацией смещения их продольных осей относительно продольной оси подводящего канала и площади сечения выходных каналов обеспечивается устойчивое и однородное круговое движения металла в блюмовой заготовке любых профилей и размеров, что позволяет уменьшить содержание в заготовке неметаллических включений и газов.
Изобретение может быть использовано при производстве заготовок диаметром до 600 мм и сечением до 200...500х200х500 мм при обеспечении низких содержаний неметаллических включений и газовых пузырей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГЛУХОДОННЫЙ ПОГРУЖНОЙ СТАКАН | 2005 |
|
RU2308353C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2263561C1 |
| Сталеразливочный погружной стакан | 2020 |
|
RU2729806C1 |
| ГЛУХОДОННЫЙ ПОГРУЖНОЙ СТАКАН | 2002 |
|
RU2204461C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2066592C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1998 |
|
RU2148469C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ ИЗ ПРОМЕЖУТОЧНОГО КОВША В КРИСТАЛЛИЗАТОР И ПОГРУЖНОЙ СТАКАН ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2236326C2 |
| ПОГРУЖНОЙ СТАКАН | 2007 |
|
RU2359782C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЗАГОТОВОК | 1994 |
|
RU2077409C1 |
| СПОСОБ ВОЗДЕЙСТВИЯ НА ХИМСОСТАВ ЖИДКОЙ СТАЛИ ПЕРЕД И В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОТИВОВОРОНКООБРАЗУЮЩЕЕ УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА ХИМСОСТАВ ЖИДКОЙ СТАЛИ ПЕРЕД И В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2003 |
|
RU2247625C1 |



Изобретение относится к области металлургии, а именно к погружным стаканам для литья блюмовых заготовок круглого, квадратного и прямоугольного сечений. В стакане выходные каналы выполнены по периметру стакана веерообразно со смещением их продольных осей относительно продольной оси подводящего канала. Смещение составляет 0,30 ... 0,70 диаметра канала, при этом суммарная площадь поперечного сечения выходных каналов на входе в них составляет 1,2 ... 2,3 площади поперечного сечения подводящего канала. Выходные каналы стакана выполнены постоянного поперечного сечения или с расширением поперечного сечения в направлении подачи металла. Продольные оси их расположены в плоскости, составляющей угол не более 30° с перпендикулярной к продольной оси стакана плоскостью. Изобретение может быть использовано для производства заготовок диаметром до 600 мм и сечением до 200 ... 500 • 200 ... 500 мм и обеспечивает снижение содержания неметаллических включений и газовых пузырей. 3 з.п. ф-лы, 5 ил.
| Устройство для перемешивания жидкого металла при непрерывной разливке | 1987 |
|
SU1565573A1 |
| КАПСЮЛЬ-ВОСПЛАМЕНИТЕЛЬ | 2001 |
|
RU2198376C2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1998 |
|
RU2148469C1 |
| ЭТАЛОН ДЛЯ ГИБКИ ТРУБ | 0 |
|
SU202705A1 |

