Изобретение относится к области металлургии, конкретнее к погружным стаканам для литья преимущественно заготовок малого сечения, в том числе полосы на двухвалковой МНЛЗ.
Известен глуходонный погружной стакана, имеющий подводящий и выходные каналы, выполненные в его боковой стенке и расположенные по периметру стакана веерообразно со смещением их продольных осей относительно продольной оси подводящего канала, в котором выходные каналы выполнены с поперечным сечением в виде щели, высота которой составляет 0,1-0,5 высоты стакана, а ширина - 0,1-0,2 его наружного диаметра, их оси изогнуты и расположены в плоскости, перпендикулярной к продольной оси стакана (Авторское свидетельство СССР 1565573, В 22 D 11/10, 7.08.1987 г.).
Недостатком известного погружного стакана является высокая трудоемкость его изготовления и низкая надежность процесса литья. Первый недостаток связан с необходимостью выполнения изогнутых поверхностей выходных каналов, а второй - с небольшими величинами ширины и площади поперечного сечения щелевого канала, обусловливающими "замерзание" металла в каналах.
Наиболее близким по технической сущности и достигаемому результату является принятый за прототип глуходонный погружной стакан, имеющий подводящий и выходные каналы, выполненные в его боковой стенке в виде диффузоров с одной скошенной стенкой и расположенные по периметру стакана веерообразно со смещением их продольных осей относительно продольной оси подводящего канала, в котором продольные оси выходных каналов расположены в плоскости, составляющей угол не более 30o с перпендикулярной к продольной оси стакана плоскостью (Патент РФ 2167031, В 22 D 11/10, 3.11.2000 г.).
Недостатком прототипа является то, что его можно использовать только для получения заготовок больших размеров из углеродистой и низколегированной стали, что определяет ограниченную область его применения. Это связано со значительной скоростью потоков на мениске металла в кристаллизаторе при получении заготовок малого размера и определяемой ею их высокой загрязненностью включениями из покровного порошка в кристаллизаторе. Кроме того, прототип не обеспечивает требуемого качества при литье заготовок средних и крупных размеров из высоколегированных сталей, где интенсивность потоков при использовании прототипа, наоборот, недостаточна для предотвращения образования дефектов типа заворотов.
Технический результат изобретения заключается в расширении области применения погружного стакана за счет производства заготовок малого размера из углеродистой и низколегированной стали и заготовок среднего и большого размера из легированной стали.
Результат достигают тем, что в известном глуходонном погружном стакане, имеющем подводящий и выходные каналы, выполненные в его боковой стенке в виде диффузоров с одной скошенной стенкой и расположенные по периметру стакана веерообразно со смещением их продольных осей относительно продольной оси подводящего канала, согласно изобретению оси диффузоров наклонены к продольной оси стакана по направлению литья под углом 40-120o, при этом отношение углов наклона двух смежных диффузоров составляет 1-4, а отношение углов скоса их боковых стенок - 1-5.
Заявленная совокупность признаков, а именно регламентированные наклон осей диффузоров к продольной оси стакана, отношение углов наклона двух смежных диффузоров и углов скоса их боковых стенок исключает захватывание металлом частиц защитного покровного порошка в кристаллизаторе при получении заготовок малых размеров из углеродистой и легированной стали и обеспечивает "горячий" мениск и минимальную загрязненность металла частицами порошка при получении заготовок среднего и большого размеров из легированной стали за счет подавления интенсивных потоков металла на мениске, что позволяет гарантировать высокое качество заготовок широкого размерного и марочного сортамента.
При величине наклона осей диффузоров к продольной оси стакана менее 40o значительно увеличивается глубина проникновения струи и уменьшается интенсивность вращения металла в кристаллизаторе и, следовательно, снижается степень удаления включений, попадающих в кристаллизатор с металлом из промежуточного ковша; при величине наклона осей диффузоров к продольной оси стакана боле 120o возрастает интенсивность потоков на мениске металла в кристаллизаторе и, следовательно, загрязненность металла неметаллическими включениями за счет захвата металлом частиц покровного порошка, наводимого в кристаллизаторе.
При величине отношения углов наклона двух смежных диффузоров к продольной оси подводящего канала более 4 существенно уменьшается интенсивность вращения в кристаллизаторе прямоугольного сечения из-за подвода струй металла к стенкам кристаллизатора на разной высоте и снижается вследствие этого удаление неметаллический включений, заносимых струей металла из промежуточного ковша.
При величине отношения углов скоса боковых стенок двух смежных диффузоров более 5 не увеличивается интенсивность вращения металла в прямоугольном кристаллизаторе и, следовательно, не снижается содержание неметаллических включений, попадающих из промежуточного ковша.
Варианты выполнения диффузоров погружного стакана обеспечивают расширение размерного и марочного сортамента непрерывнолитых заготовок.
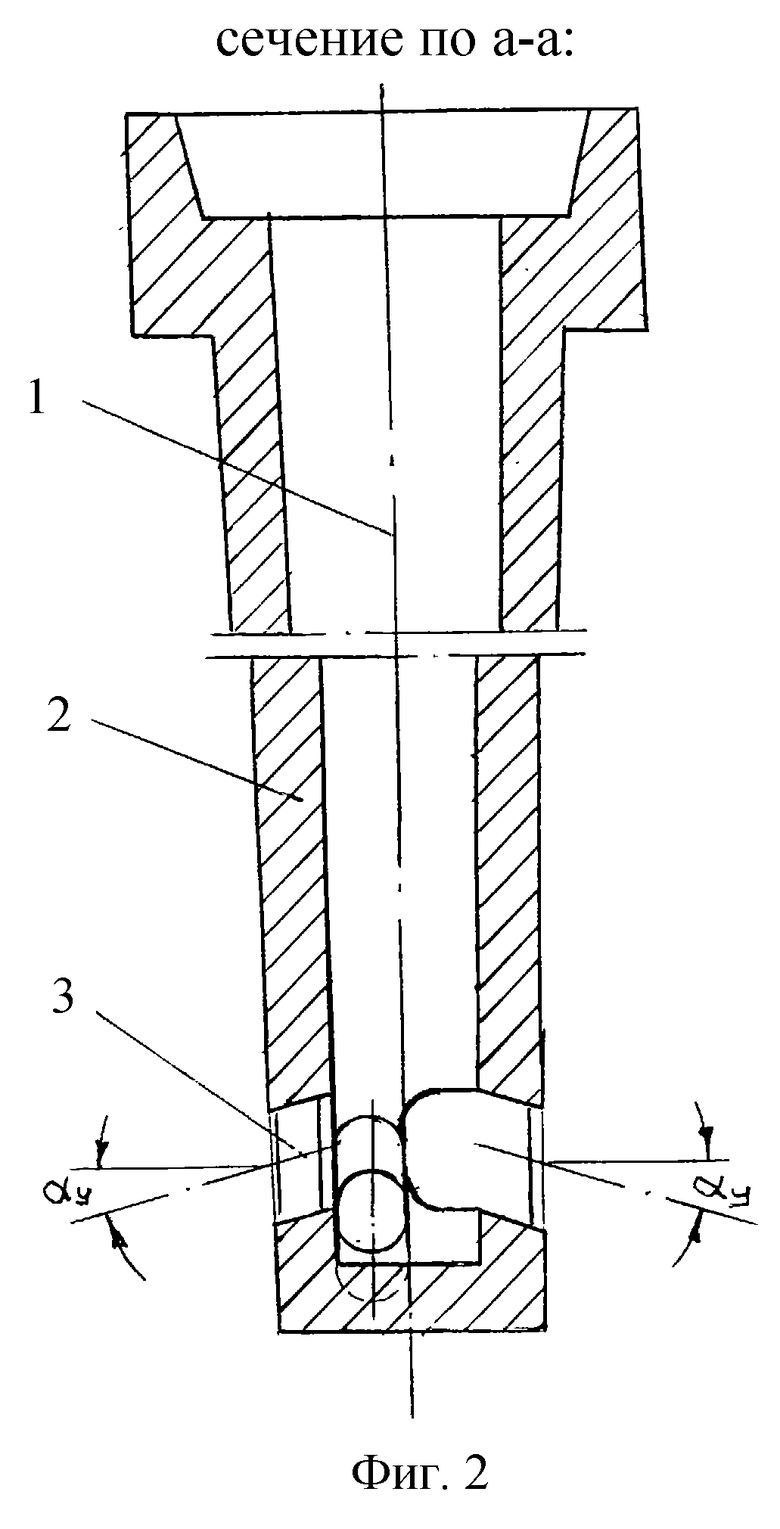
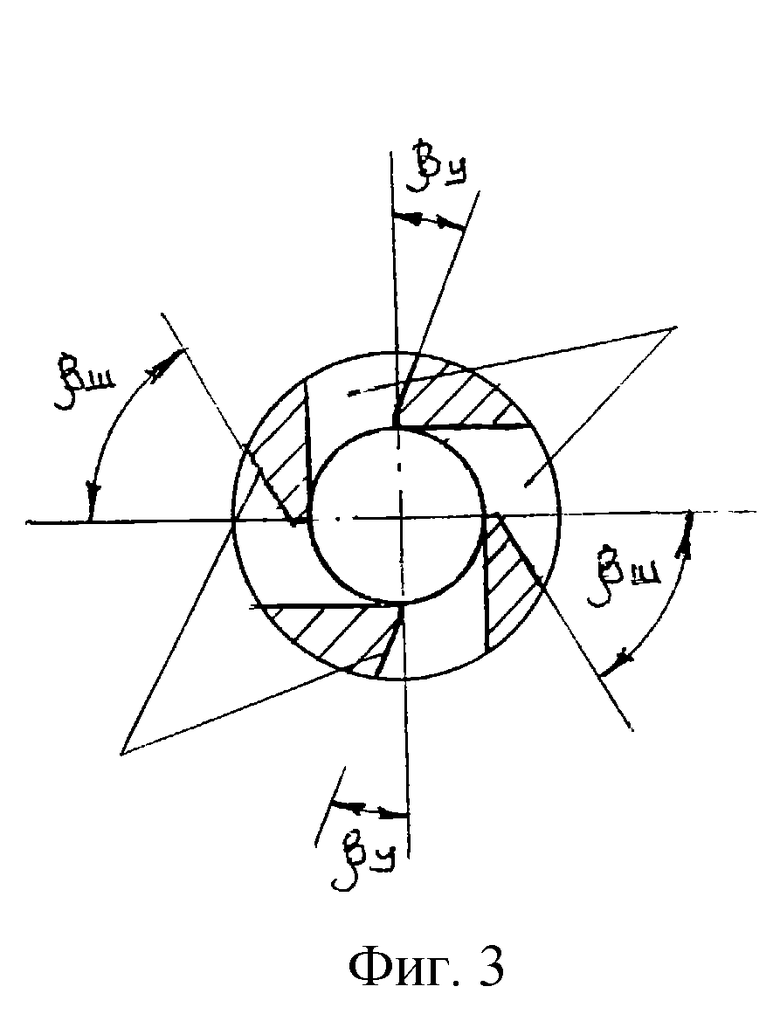
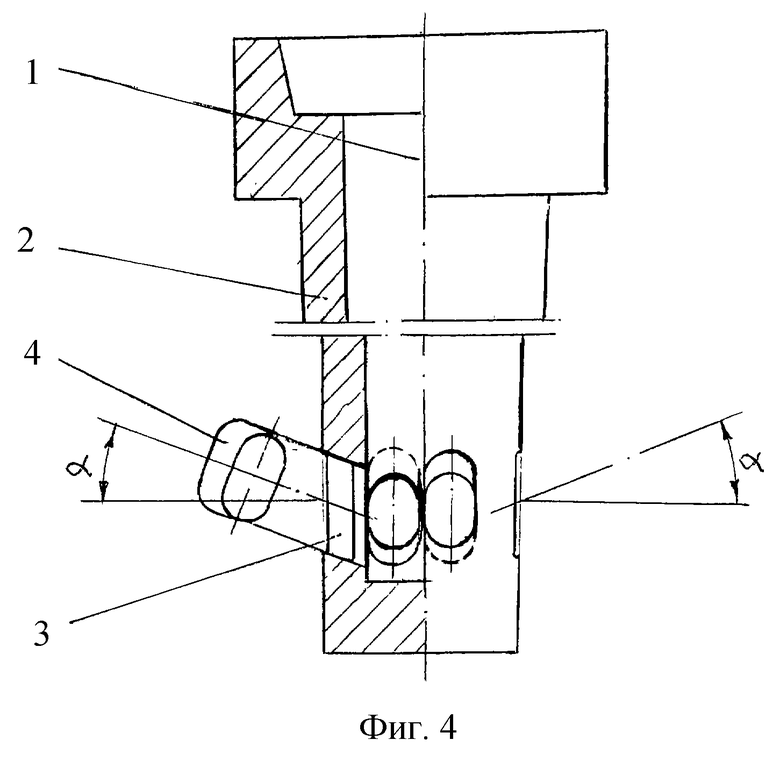
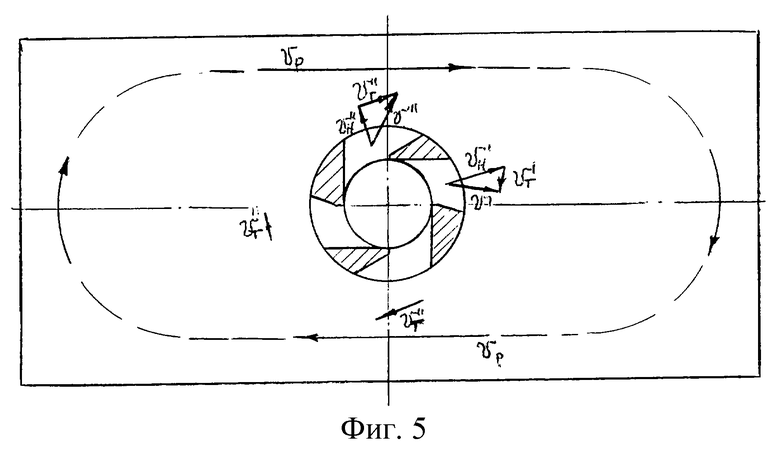
На фиг. 1 изображен погружной стакан для подачи металла в двухвалковый кристаллизатор; на фиг. 2 - продольное сечение "а-а" на фиг.1; на фиг.3 - поперечное сечение "в-в" на фиг.1; на фиг.4 изображен стакан для подачи металла в кристаллизатор квадратного сечения и на фиг.5 - схема движения металла в кристаллизаторе прямоугольного сечения.
Погружной глуходонный стакан для подачи металла в кристаллизатор прямоугольного сечения (фиг. 1 и 2) имеет подводящий канал 1, в нижней части стенки 2 которого веерообразно по периметру выполнено четыре диффузора 3 с одной скошенной стенкой 4 со скосом "β" (фиг.3). Продольные оси двух взаимно противоположных диффузоров 3, направленных к широким сторонам кристаллизатора, наклонены к продольной оси стакана по направлению литья под углом ≪αш≫, а смежных с ними, направленных к узким сторонам, - под углом ≪αу≫. Отношение углов наклона двух смежных диффузоров (≪αу≫ и ≪αш≫) составляет 1-4, а углов скоса их боковых стенок (≪βш≫ и ≪βу≫) - 1-5.
Погружной стакан для подачи металла в кристаллизатор квадратного сечения (фиг. 4) выполнен с четырьмя диффузорами, продольные оси которых наклонены к продольной оси подводящего канала под одним углом "α" для всех четырех выходных каналов.
Погружной стакан работает следующим образом.
Поступающий из промежуточного ковша металл веерообразно распределяется диффузорами 3 стакана в кристаллизаторе. Благодаря смещению продольных осей диффузоров относительно продольной оси подводящего канала и скосам 4 стенок 2 стакана появляется тангенциальные составляющие скоростей потоков, сложение которых определяет устойчивое и однородное вращение металла в кристаллизаторе.
В случае прямоугольной заготовки (полосы, отличаемой на двухвалковой МНЛЗ) углы "α" наклона продольных осей диффузоров к продольной оси подводящего канала и углы "β" скоса боковых стенок диффузоров выполнены различной величины, что обеспечивает подвод потоков металла к различным стенкам кристаллизатора на одном уровне и вне их стыка (фиг.5). Этим обеспечивается вращение металла с максимальной интенсивностью в полости кристаллизатора и контролируемыми величинами на его поверхности, что позволяет достичь максимального очищения металла от неметаллических включений, поступающих из промежуточного ковша, и минимального загрязнения частицами из покровного порошка в кристаллизаторе.
В случае квадратной заготовки (фиг.4) выполнение диффузоров с углом "α" их продольных осей к продольной оси подводящего канала обеспечивает вращение металла в кристаллизаторе с удлинением пути его движения и контролируемую за счет этого интенсивность движения металла на мениске в кристаллизаторе, что создает условия для снижения содержания в заготовках неметаллических включений.
Благодаря выполнению выходных каналов стакана в виде отводящих диффузоров с одной скошенной стенкой, наклону их осей к оси стакана и регламентации отношений этих углов и углов скоса боковых стенок для смежных выходных каналов обеспечивается устойчивое вращение металла в кристаллизаторе и контролируемая интенсивность движения металла на мениске, что позволяет уменьшить загрязненность неметаллическими включениями заготовок широкого размерного и марочного сортамента.
Изобретение может быть использовано для производства заготовок диаметром, равным или большим 125 мм, и сечением 125-400•125•1000 мм из стали широкого марочного сортамента, в том числе из коррозионностойкой стали, с обеспечением высокого качества поверхности и низкого содержания неметаллических включений.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛОСЫ | 2003 |
|
RU2220814C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛОСЫ | 2001 |
|
RU2177858C1 |
| ГЛУХОДОННЫЙ ПОГРУЖНОЙ СТАКАН | 2000 |
|
RU2167031C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2263561C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК МЕТОДОМ "ПЛАВКА НА ПЛАВКУ" | 2011 |
|
RU2483831C1 |
| ГЛУХОДОННЫЙ ПОГРУЖНОЙ СТАКАН | 2005 |
|
RU2308353C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОЙ ПОЛОСЫ | 2003 |
|
RU2220815C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ РЕЖИМА ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ ФАЗЫ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2464123C1 |
| ГИБКАЯ ЗАТРАВКА | 2002 |
|
RU2193472C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КУСКОВОГО ФЕРРОСПЛАВА | 2000 |
|
RU2169637C1 |
Изобретение относится к черной металлургии и может быть использовано преимущественно для литья заготовок малого сечения, в том числе полосы на двухвалковой машине непрерывного литья. Погружной стакан имеет выходные отверстия, выполненные в виде диффузоров с одной скошенной стенкой. Выходные отверстия расположены по периметру стакана веерообразно. Оси диффузоров наклонены к продольной оси стакана по направлению литья под углом 40-120o. Отношение углов наклона двух смежных диффузоров составляет 1-4, а отношение углов наклона скоса их боковых стенок составляет 1-5. При поступлении металла в кристаллизатор появляются тангенциальные составляющие скоростей потоков, сложение которых определяет устойчивое и однородное вращение металла в кристаллизаторе. Обеспечивается уменьшение загрязненности заготовок неметаллическими включениями, повышение качества поверхности заготовок. 5 ил.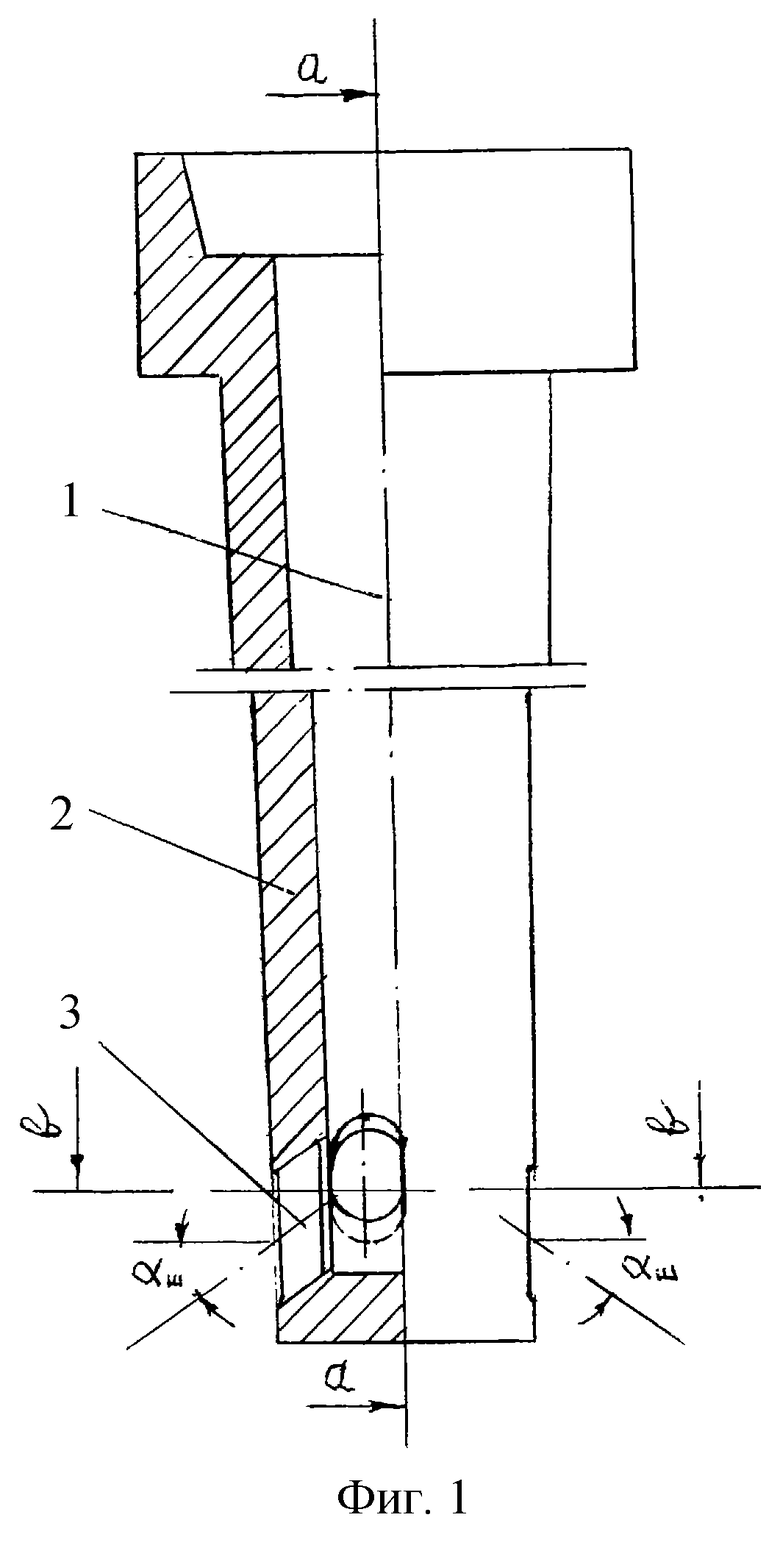
Глуходонный погружной стакан, имеющий подводящий и выходные каналы, выполненные в его боковой стенке в виде диффузоров с одной скошенной стенкой и расположенные по периметру стакана веерообразно со смещением их продольных осей относительно продольной оси подводящего канала, отличающийся тем, что оси диффузоров наклонены к продольной оси стакана по направлению литья под углом 40-120o, при этом отношение углов наклона двух смежных диффузоров составляет 1-4, а отношение углов скоса их боковых стенок - 1-5.
| ГЛУХОДОННЫЙ ПОГРУЖНОЙ СТАКАН | 2000 |
|
RU2167031C1 |
| Устройство для перемешивания жидкого металла при непрерывной разливке | 1987 |
|
SU1565573A1 |
| СИСТЕМА УЧЕБНОГО ОРУЖИЯ ДЛЯ КОМПЛЕКСОВ БЕЗОТКАТНОГО ПРОТИВОТАНКОВОГО ОРУДИЯ | 2010 |
|
RU2521886C1 |
| КАПСЮЛЬ-ВОСПЛАМЕНИТЕЛЬ | 2001 |
|
RU2198376C2 |
| US 3934640, 27.01.1976. | |||

