Изобретение относится к машиностроению и может быть использовано при обработке шлифованием деталей типа маховиков, нажимных дисков сцепления, имеющих чериовые базы.
Известно устройство для шлифования изделий, включающее поворотный стол с закрепленными на не,м заготовками, в котором подача иа врезание осуществляется за счет перемещения шлифовальной бабки или вращающегося стола 1.
Недостаток устройства состоит в том, что заготовка входит в контакт сразу всей толщиной срезаемого слоя с наружной цилиндрической поверхностью шлифовального круга, что требует снижения режимов резаиия, а следовательно, снижает производительность устройства.
Наиболее близким к предлагаемому по технической сущности является устройство для шлифования плоских поверхностей изделий, содержащее станину, шлифовальные головки, поворотный стол с установочными позициями для изделий 2.
Недостаток известного устройства состоит в том, что на обрабатываемых изделиях необходимо выполнять специальные чистовые зоны, на которые затем устанавливают заготовку в зажимные приспособления устройства, что повышает трудоемкость обработки изделий.
Целью изобретения является снижение трудоемкости обработки изделий.
Для достижения поставленной цели устройство, содержащее станину, шлифовальные головки, механизм правки, поворотный стол с вращающимися установочными столиками для изделий, снабжено установленными на станине ориентирующей головкой, выполненной в виде диска с опорами, жесткими упорами и приводом ее осевого перемещеиия, а установочные столики снабжены опорными подпружиненными стержнями с механизмами фиксации их в рабочем положенин, при этом механизм фиксации опорного стержня выполнен в виде плунжера со скосом.
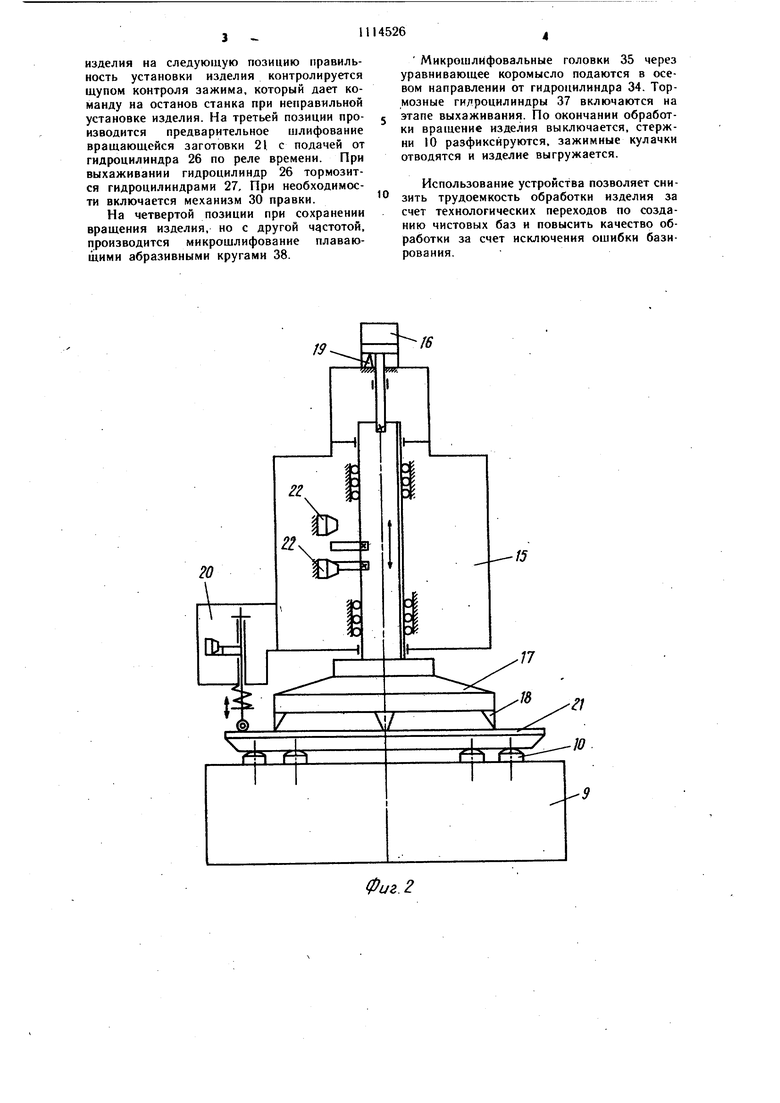
На фиг. 1 показано устройство, общий вид; на фнг. 2 - ориентирующая головка; на фиг. 3 - шлифовальная позиция; на фиг. 4 - микрошлифовальная позиция; на фиг. 5 - узел 1 на фиг. I; на фиг. 6 - сечение А-А на фиг. 5,
Устройство для шлифования плоских поверхностей содержит станину 1, на которой установлен поворотный стол 2 с вертикальной осью вращения от гидропривода 3 и имеющий четыре позиции: загрузочноразгрузочную 4, базирования 5, шлифования 6 и микрошлифования 7.
На поворотном столе 2 смонтированы с возможностью вращения от гидропривода 8 четыре установочные столики 9, на которых расположены опорные подпружиненные
стержни Ш с механизмамн фиксации, выполненными в виде гидравлического плунжера II, в средней части которого имеется скос 12. В цеитрал1 ной части столиков размещен зажимной механизм в виде трех разжимных кулачков 13 с приводом от гидравлического цилиндра 14.
На станине 1, в позиции базирования 5 смонтирована базирующая головка 15, выполненная в виде приводимого от гидроцилиндра 16 в осевом направлении диска 17 с тремя опорами 18 и жестким упором 19, а также щуп контроля зажима 20 заготовки 21. Базирующая головка 15 снабжена путевыми конечниками 22.
Благодаря жесткому упору Г9 опоры 18 определяют положение базирующей плоскости заготовки 21.
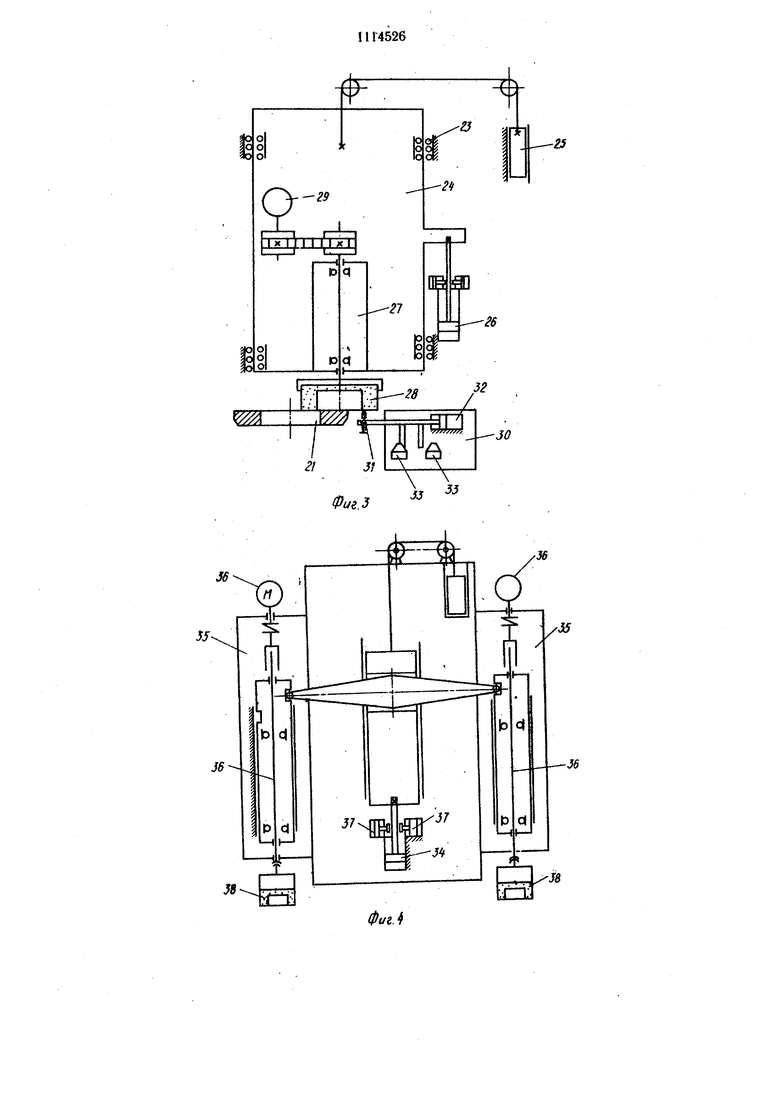
Кроме того, на станине I, соответственно позиции шлифования 6, смонтирован в направляющих 23 качения, с возможностью перемещения в вертикальной плоскости, стол 24 с противовесом 25, гидроцилиндром 26 подачи и гидроцилиидрами 27 торможения. На столе 24 закреплена шлифовальная головка абразивным кругом 28 и приводом 29 его вращения. Ось шлифовальной головкн.смещена относительно оси установочной позиции 9.
На станине I в этой же позиции смонтирован механизм 30 правки таким образом, что алмазный карандаш 31 размешен выше на величину припуска на правку относитель но базирующей плоскости. Механизм 30 прав ки снабжен приводным цилиндром 32 и путевыми конечниками 33.
На позиции 7 микрошлифования смонтнрованы с возможностью вертикального перемещения от гидроцилиндра 34 две микрошлнфовальиые головки 35 с индивидуальными приводами вращения шпинделей 36. Гидроцилиндр 34 тормозится гндроцнлиндрами 37. На шпинделях 36 шариирно закреп.лены абразивные круги 38.
Устройство работает следующим образом.
На загрузочно-разгрузочной позиции 4 заготовка 21 устанавливается на выдвинутые опорные подпружиненные стержни 10 установочного столика 9 и предварительно базируются по диаметру отверстия изделия механизмом зажима 13 н 14. После поворота стола 2 и фиксации его на второй позиции 5 производится базирование заготовки 21 по верхней плоскости обработки. Подается команда на ход базирующей головки 15 вниз до упора. На изделие сверху опускается диск 17, который утапливает изделие вместе с подпружиненными опорными стержнями 10. Затем происходит зажим заготовки 21 клиновыми кулачками 13 по диаметру базового отверстия изделия и зажим подпружиненных опорных стержней 10. после чего диск 17 отводится вверх. При повороте
изделия на следующую позицию правильность установки изделия контролируется щупом контроля зажима, который дает команду на останов станка при неправильной установке изделия. На третьей позиции производится предварительное щлифованне вращающейся заготовки 21 с подачей от гидроцилиндра 26 по реле времени. При выхаживании гидроцилиндр 26 тормозится гидроцилиндрами 27, При необходимости включается механизм 30 правки.
На четвертой позиции при сохранении вращения изделия, но с другой частотой, производится микрощлифование плаваю1ДИМИ абразивными кругами 38.
Микрошлифовальные головки 35 через уравнивающее коромысло подаются в осевом направлении от гидроцилиндра 34. Тормозные гилроцилиндры 37 включаются на этапе выхаживания. По окончании обработки вращение изделия выключается, стержни 10 разфиксйруются, зажимные кулачки отводятся и изделие выгружается.
Использование устройства позволяет снизить трудоемкость обработки изделия за счет технологических переходов по созданию чистовых баз и повысить качество обработки за счет исключения ощибки базирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для шлифования игольчатых деталей | 1981 |
|
SU1020210A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ГОРЛОВИН БУТЫЛЕЙ | 1969 |
|
SU234180A1 |
| Заточный станок для заточки дереворежущих насадных фрез | 1989 |
|
SU1673402A1 |
| Шлифовальный станок | 1990 |
|
SU1807929A3 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ТОРМОЗНЫХ КОЛОДОК С АВТОМАТИЧЕСКОЙ КОРРЕКЦИЕЙ ИЗНОСА ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2108220C1 |
| Заточной станок | 1989 |
|
SU1776540A1 |
| Станок для шлифования торцевых поверхностей деталей | 1981 |
|
SU1116976A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2011 |
|
RU2493953C2 |
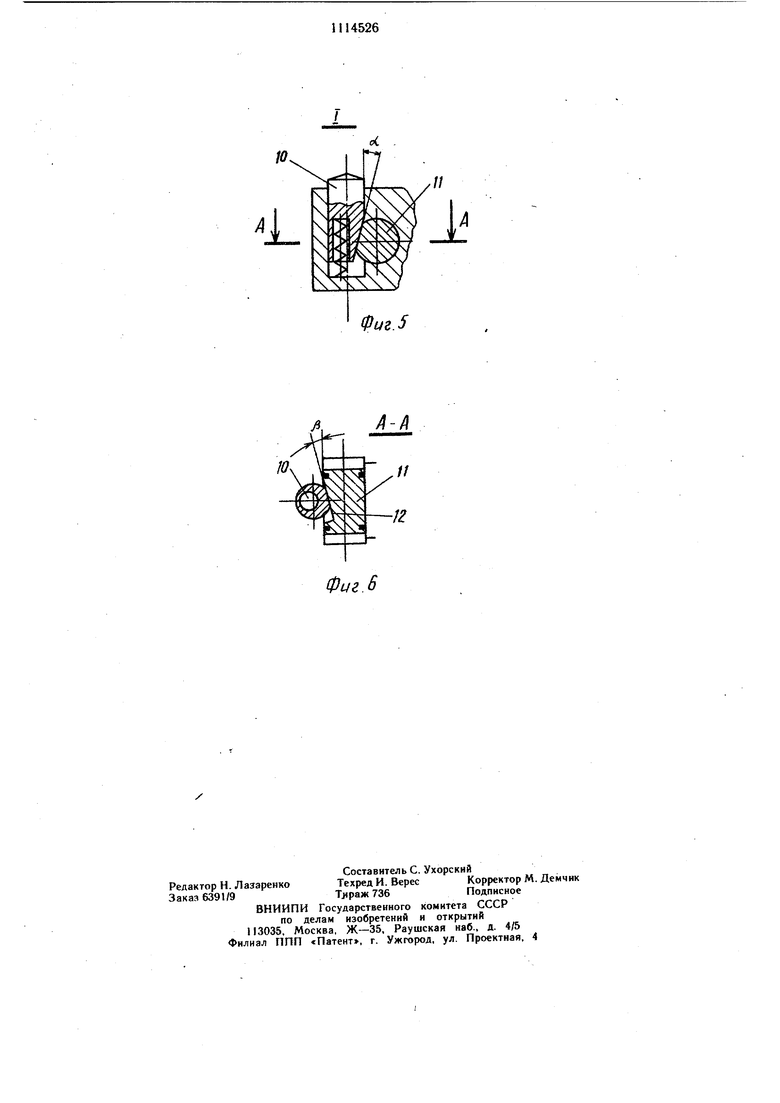
1. УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ, содержащее станину, шлифовальные головки, механизм правки, поворотный стол с вращающимися установочными столиками для изделий, отличающееся тем, что, с целью снижения трудоемкости обработки, оно снабжеио установленными на станине ориентирующей головкой, выполненной в виде диска с опорами, приводом ее осевого перемещения и жесткими упорами, a установочные столики снабжены опорными подпружиненными стержнями с механизмами фиксации их в рабочем положении. 2. Устройство по п. 1, отличающееся тем, что механизм фиксации опорного стержня выполнен в виде плунжера со скосом. л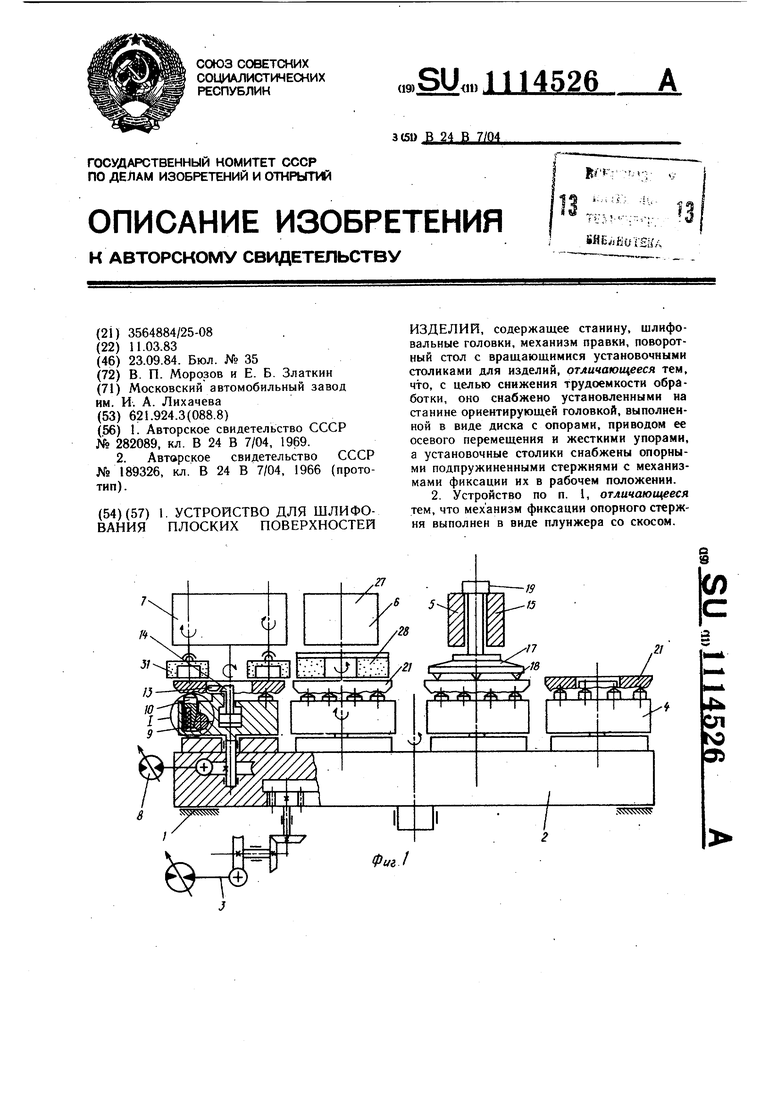
Фиг. г
I X I t I I I I X I
о
25
-гч
/A 4-j
ЛJ/
.
JS
}8
J
-28
/
11 11 V/W///
-30
Л и/л
fTI rTl
л
35
JJ
X
38
Ю
Фиг.В
(flue.S
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СТАНОК ДЛЯ ПРЕЦИЗИОННОГО ШЛИФОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 0 |
|
SU282089A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО для ПОЛИРОВАНИЯ плоских ПОВЕРХНОСТЕЙ | 0 |
|
SU189326A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
