Изобретение относится к области обработки давлением металлов, например малопластичных труднодеформируемых жаропрочных сплавов на основе никеля, титана, железа, в частности, к способам изготовления точных заготовок деталей типа дисков, колец, обечаек с развитой внешней и внутренней поверхностями, с конической, полусферической и другими осесимметричными формами, а также асимметричных деталей типа лопаток газовой турбины.
Известен способ изготовления осесимметричных деталей из жаропрочных сплавов под названием "GatorizingTM". Обработку труднодеформируемых сплавов по данному способу осуществляют штамповкой заготовки с подготовленной структурой в условиях сверхпластичности (Патент США N 3519503, кл. C 22 F 1/10, 1970 г.).
Однако изготовление деталей данным способом требует применения энергоемкого кузнечно-прессового оборудования и большого количества штамповой оснастки, при этом из-за больших технологических припусков имеют место низкие точность готовой детали и коэффициент использования металла.
Наиболее близким по технической сущности к заявляемому объекту является способ изготовления осесимметричных деталей типа дисков с конической, полусферической и другими осесимметричными формами, включающий локальное формообразование в регулируемых термомеханических условиях вращающейся заготовки на специальном стане, по крайней мере, двумя парами роликов (Патент РФ N 2119842, кл. B 21 K 1/32, C 22 F 1/10, опубл. 1998 г.).
Однако этот способ предназначен для изготовления лишь осесимметричных изделий, имеющих достаточную толщину, чтобы передавать вращение всей заготовке, при этом формирование проводится только наклонными роликами, жесткость осей которых в горячей зоне резко снижается. Кроме того, формирование заготовки ведут только при вертикальном ее расположении, чтобы предотвратить деформацию под собственным весом. Поэтому с использованием известного способа невозможно получать точные заготовки осесимметричных деталей из малопластичных труднодеформируемых жаропрочных сплавов на основе никеля, железа или титана, толщина полотна которых не позволяет передать вращение заготовке, а ограниченное движение роликов не дает возможности развить поверхность заготовки, что снижает коэффициент использования металла и точность получаемых деталей и, тем самым, увеличивает трудоемкость получения готового изделия. Кроме того, указанный способ непригоден для изготовления асимметричных деталей.
Задачей данного изобретения является снижение трудоемкости и повышение коэффициента использования металла с одновременным повышением точности получаемых изделий за счет использования ручья движущейся оправки и возможности изменения градиента температур в заготовке, а также повышение функциональных возможностей способа за счет исключения ограничений по расположению формируемой заготовки.
Это достигается тем, что в способе изготовления изделий, включающем локальное формирование заготовки из многофазного сплава в регулируемых термомеханических условиях в печи на оправке, формирование заготовки осуществляют на поверхности или в ручье движущейся оправки, по меньшей мере, одним локально деформирующим инструментом, при этом для заданного течения металла возможно использование изменения градиента температур в заготовке путем нагрева или охлаждения участков оправки.
При этом локально деформирующий инструмент представляет собой инструмент, проецируемая площадь рабочей части которого меньше первоначальной площади формируемой заготовки.
Целесообразными при осуществлении способа являются технологические приемы, заключающиеся в том, что:
- движение локально деформирующему инструменту задают собственным приводом либо через заготовку от оправки;
- в процессе набора металла или направления течения металла заготовке и инструменту задают циклическое реверсивное движение;
- для формирования деталей сложного профиля каждому из локально деформирующих инструментов задают независимое от других или синхронное с ними движение;
- при использовании окисляющихся материалов заготовки или локально деформирующего инструмента процесс целесообразно проводить в разряженной атмосфере или вакууме, или в среде инертного газа.
Способ поясняется следующими иллюстрациями.
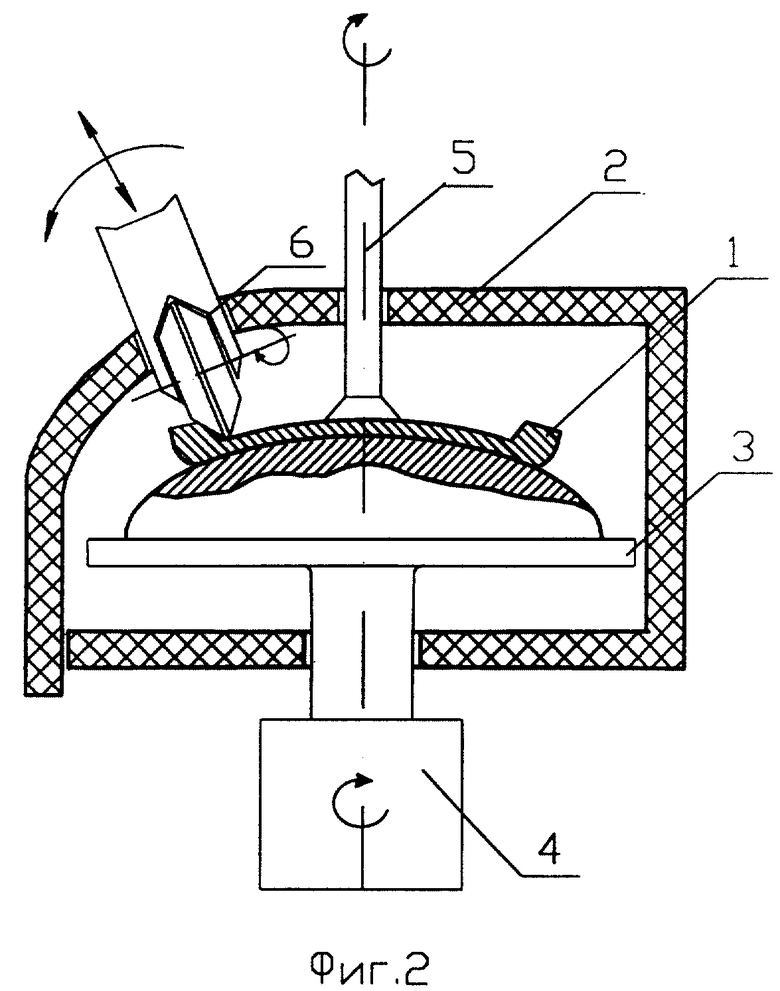
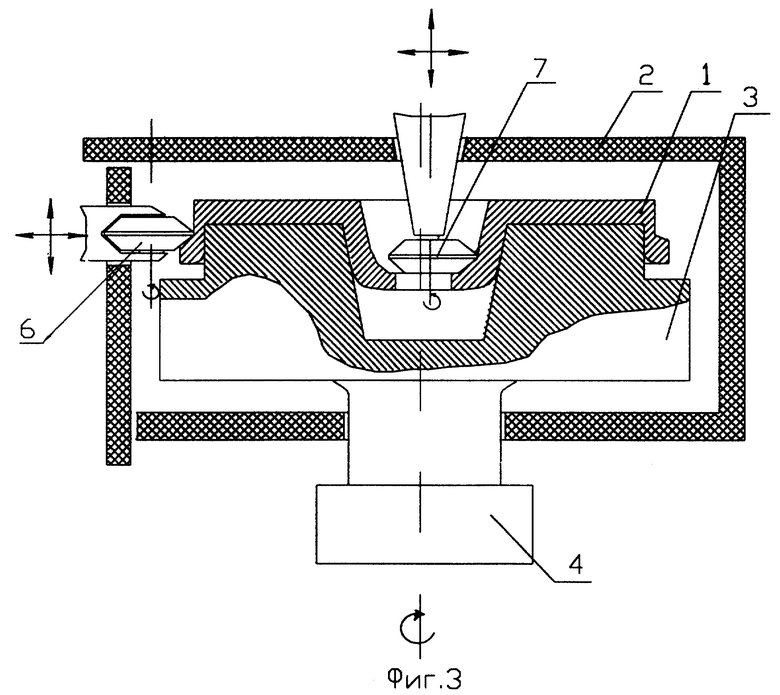
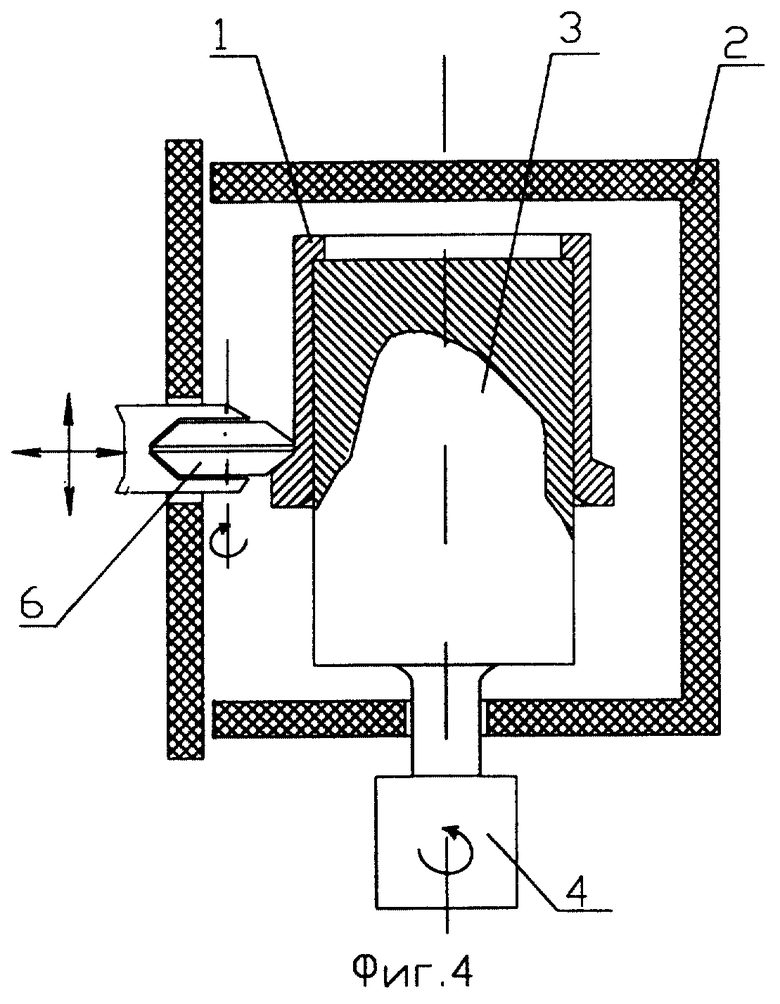
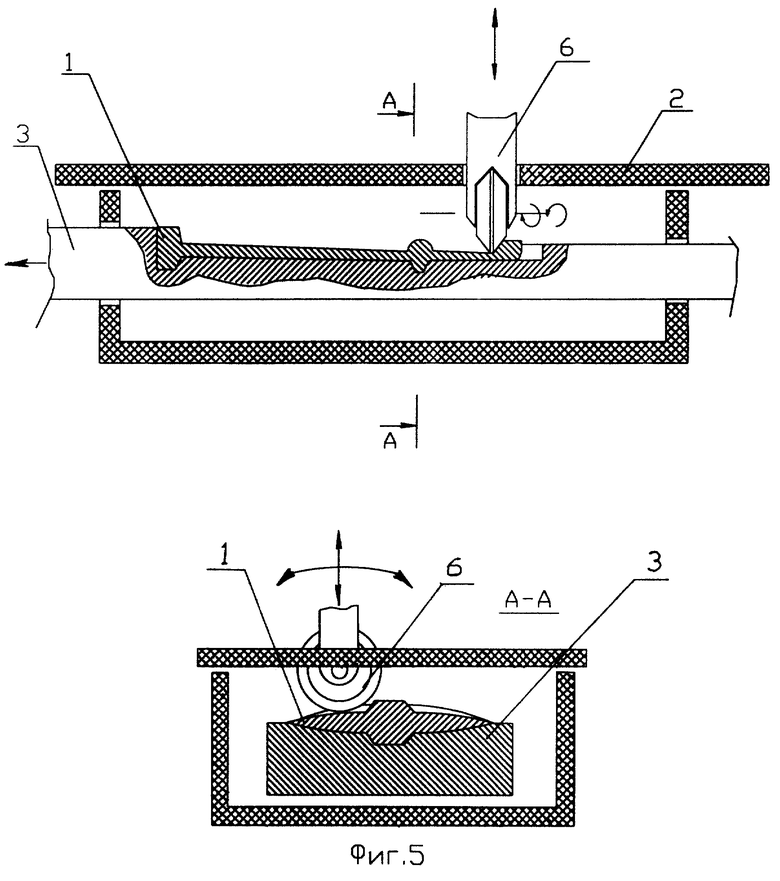
На фиг. 1 приведена схема реализации способа для формирования осесимметричных деталей типа диска; на фиг. 2 - схема формирования детали типа оболочки; на фиг. 3 - схема формирования детали типа диска с ободом и валом; на фиг. 4 - схема формирования детали типа обечайки; на фиг. 5 - схема формирования детали типа лопатки с полкой.
Способ осуществляют следующим образом.
Заготовку 1 устанавливают в печь 2 на оправку 3, которой задают траекторию движения при помощи привода 4. В случае необходимости ее фиксируют на оправке прижимом 5. При достижении заготовкой заданных температуры и скорости вращения к ней подают, по меньшей мере, один локально деформирующий инструмент, например ролик 6, и формируют внешнюю ее часть с усилием и движением, обеспечивающим заданное течение металла. Траекторию движения каждому ролику задают либо от собственного привода, либо через заготовку от оправки. При этом формирование внутренней части заготовки производят на поверхности оправки или в ручье, выполненном на ней.
При формировании деталей с развитой поверхностью для набора металла или направления его течения оправке с заготовкой и локально деформирующему инструменту (инструментам) задают циклическое реверсивное движение. При этом для заданного направления течения металла используют изменение градиента температур в заготовке путем нагрева или охлаждения участков оправки и/или используют сложнопрофильный локально деформирующий инструмент.
При использовании локально деформирующего инструмента или его части, эффективная работа которых лежит в меньшем температурном интервале, чем температура деформирования заготовки, производят охлаждение либо инструмента, либо его части до рабочей температуры.
При формировании деталей сложного профиля используют несколько локально деформирующих инструментов, каждому из которых задают независимое от других или синхронное с ними движение.
Формирование деталей можно производить обратным к основному направлению течения металла движением локально деформирующего инструмента.
При использовании окисляющихся материалов заготовки или локально деформирующего инструмента процесс проводят в разряженной атмосфере или в вакууме, или в среде инертного газа.
Для достижения заданных служебных свойств готовой детали в процессе деформации можно изменять структуру металла заготовки путем варьирования температурно-скоростных режимов.
Ниже приведены примеры формирования различных деталей.
При формировании деталей типа диска или оболочки заготовку 1 устанавливают в печь 2 на оправку 3 и фиксируют прижимом 5. Оправке задают вращение приводом 4. При достижении заготовкой заданных температуры и скорости вращения к ней подают локально деформирующий инструмент - ролик 6, который, внедряясь и совершая радиальное движение от центра вращения, формирует заготовку.
При формировании деталей типа диска с ободом и валом заготовку 1 устанавливают в печь 2 на оправку 3, которой задают вращение приводом 4. При достижении заготовкой заданных температуры и скорости вращения к ней подают локально деформирующие инструменты - ролики. Ролик 6, внедряясь в крайнюю часть заготовки и совершая движение вдоль оси вращения, формирует обод, при этом ролик 7 внедряется в центральную часть заготовки и, двигаясь вдоль оси вращения, формирует вал.
При формировании деталей типа обечайки заготовку 1 устанавливают в печь 2 на оправку 3. Оправке задают вращение приводом 4. При достижении заготовкой заданных температуры и скорости вращения к ней подают локально деформирующий инструмент - ролик 6, который, внедряясь и совершая поступательное движение вдоль оси вращения, формирует заготовку.
При формировании асимметричной детали типа лопатки с полкой заготовку 1 устанавливают в печь 2 на оправку 3, которой задают поступательное движение. При достижении заданных температуры и скорости движения к заготовке подают локально деформирующий инструмент - ролик 6, который, внедряясь и совершая циклическое реверсивное движение, формирует заготовку.
Изготовление деталей способом локального формирования заготовки в печи на движущейся оправке по сравнению с прототипом обеспечит повышение коэффициента использования металла и точность получаемых изделий за счет исключения необходимости больших припусков для обеспечения передачи вращения и предотвращения деформации заготовки под собственным весом. Кроме того, использование предлагаемого способа позволит изготавливать как осесимметричные, так и асимметричные детали (по способу-прототипу могут быть получены лишь осесимметричные детали).
Предлагаемый способ позволит формировать заготовки по заданной программе, контролируя и управляя процессом деформации путем изменения параметров движения оправки, скорости, усилия и траектории движения локально деформирующих инструментов, изменения температурных параметров и управляемых структурных превращений в деформируемом металле. Способ может быть осуществлен на серийном оборудовании.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2001 |
|
RU2191652C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МНОГОФАЗНЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2187403C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ С УТОНЕНИЕМ СТЕНКИ ПОЛОЙ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МНОГОФАЗНОГО СПЛАВА | 2017 |
|
RU2650462C1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1997 |
|
RU2134175C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ СПЛАВОВ | 2005 |
|
RU2301718C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2119842C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2001 |
|
RU2204456C2 |
| Способ изготовления полых осесимметричных сложнопрофильных деталей (варианты) | 2023 |
|
RU2822541C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ИЗ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2004 |
|
RU2271261C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ТИПА ДИСКА | 2013 |
|
RU2567084C2 |
Изобретение относится к обработке металлов давлением. Способ изготовления деталей обработкой давлением металлов включает локальное формирование заготовки из многофазного сплава в регулируемых термомеханических условиях в печи на оправке. Формирование заготовки осуществляют на поверхности или в ручье движущейся оправки, по меньшей мере, одним локально деформирующим инструментом. Для заданного течения металла возможно использование изменения градиента температур в заготовке путем нагрева или охлаждения участков оправки. Техническим результатом изобретения является снижение трудоемкости и повышение точности получаемых изделий и коэффициента использования металла. 4 з.п. ф-лы, 5 ил.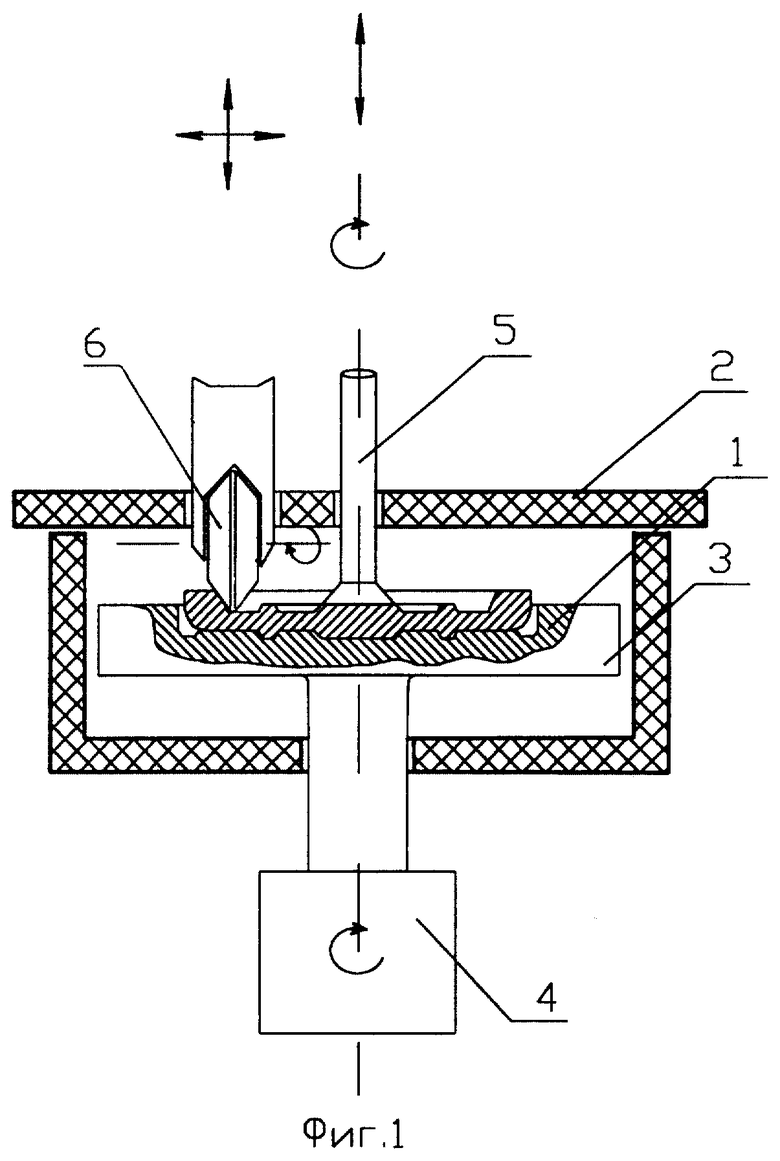
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2119842C1 |
| RU 20863330 C1, 10.08.1997 | |||
| Способ изготовления деталей с центральным отверстием | 1991 |
|
SU1803234A1 |
| Устройство для пневматического транспортирования грузов | 1976 |
|
SU652061A1 |
| Коррелятор сигналов импульсных генераторов | 1976 |
|
SU602951A1 |
| 1971 |
|
SU410854A1 | |
| Установка для деформирования в вакууме | 1986 |
|
SU1461577A1 |
