Область техники, к которой относится изобретение.
Изобретение относится к области обработки металлов и сплавов давлением, в частности к способам изготовления осесимметричной детали типа диска посредством сверхпластической деформации (СПД) из многофазных труднодеформируемых жаропрочных сплавов, к которым относятся титановые и никелевые сплавы.
Изобретение может быть использовано в авиационной и космической промышленности при изготовлении дисков газотурбинных двигателей.
Уровень техники.
В настоящее время диски газотурбинных двигателей, к которым предъявляются весьма высокие требования по точности размеров, достигаемой во избежание перерезывания волокон сплава именно обработкой давлением, изготавливаются посредством объемной штамповки способом, подобным тому, который приведен в описании к патенту [1]. При этом формируются одновременно полотно, обод и предварительно ступица диска.
Известные способы сопряжены с высокими энергетическими затратами и необходимостью иметь мощное крупногабаритное прессовое оборудование. Поэтому начиная с 70-годов прошлого века и по настоящее время делаются попытки создания способа изготовления осесимметричной детали типа диска, в котором полотно и обод подвергаются раскатке инструментом в виде роликов или валков, как это делается при изготовлении железнодорожных колес [2]. Реализации этих попыток способствует использование возможностей СПД, что в свою очередь предполагает наличие исходной заготовки со структурой, подготовленной для СПД. Необходимо также соблюдение в очаге деформации под роликами скоростных и температурных условий, обеспечивающих СПД заготовки из многофазного труднодеформируемого жаропрочного сплава [3, 4].
Деформируемая заготовка имеет центральную и периферийную часть. Центральная часть заготовки служит для предварительного оформления ступицы диска. Центральная часть до раскатки подвергается упругой, упругопластической или пластической деформации посредством пинолей стана. В процессе раскатки центральная часть пластически не деформируется. Центральная часть служит основной опорой для вращающегося диска. Периферийная часть заготовки, предназначенная для формирования полотна и обода, раскатывается инструментом в виде пар роликов, закрепленных в раскатных головках. Раскатные головки имеют консольное закрепление на подвижных каретках. При раскатке деталь приводится во вращение посредством пинолей и/или за счет вращения роликов.
Для соблюдения изотермических или квазиизотермических температурных условий СПД раскатка осуществляется в печи. Печью снабжаются станы [5], специально предназначенные для осуществления способа изготовления дисков посредством раскатки [3, 4]. При этом в стенках печи выполняются отверстия для ввода в ее рабочее пространство роликов с раскатными головками, а также пинолей. Подвижные каретки находятся вне печи.
Таким образом, в способах [3, 4] при осуществлении раскатки нагреву до высоких температур подвергается не только заготовка, но и раскатные головки с роликами, а также пиноли. Здесь необходимо отметить, что заготовки при раскатке нагреваются до очень высоких температур, в частности заготовки из многофазных труднодеформируемых жаропрочных никелевых сплавов нагреваются до температур порядка 1000°C и выше. В этих условиях для предотвращения интенсивного износа инструментов, пинолей и роликов возникает необходимость их охлаждения. Охлаждение обеспечивается за счет прохождения охлаждающей среды через каналы, выполненные в пинолях и роликах, а также в раскатных головках [5]. Массивные пиноли охлаждаются достаточно интенсивно за счет выполнения в них каналов большого диаметра. Соответственно при этом охлаждается и не подвергаемая деформации центральная часть заготовки.
Ролики же нельзя подвергать слишком интенсивному охлаждению из-за опасности возникновения трещин на поверхности деформируемой нагретой заготовки. Заготовки из многофазных труднодеформируемых жаропрочных сплавов в условиях деформации инструментом, имеющим температуру ниже определенного значения, вследствие низкой пластичности сплава в значительной степени подвержены трещинообразованию. Причем высоколегированные труднодеформируемые жаропрочные никелевые сплавы подвержены трещинообразованию в наибольшей степени из-за сложного гетерофазного состава и большого количества интерметаллидных частиц.
Необходимо заметить, что именно упомянутые никелевые сплавы вследствие высокой конструкционной прочности и жаропрочности являются перспективными для изготовления дисков газотурбинных двигателей нового поколения.
Во избежание появления трещин на поверхности заготовки формообразующие поверхности роликов должны иметь температуру, достаточно близкую к температуре заготовки [3]. Причем ролики должны нагреваться до соприкосновения с нагретой заготовкой. Ролики заводят в печь, где они нагреваются до определенной заданной температуры, которая несколько меньше требуемой из-за отверстий в печи, но не меньше температуры, при которой на поверхности заготовки возможно возникновение трещин. Далее ролики в течение всего времени раскатки сохраняют температуру СПД за счет теплопередачи при соприкосновении с заготовкой.
Поскольку ролики и раскатные головки представляют единый узел, раскатные головки также не могут подвергаться слишком интенсивному охлаждению. Однако, находясь в печи в условиях воздействия высоких температур, ролики и раскатные головки, за исключением формообразующей поверхности роликов, все же должны охлаждаться достаточно интенсивно для преодоления конкурирующего воздействия нагрева, для чего в них выполняют уже упомянутые каналы необходимого диаметра.
Выполнение каналов в раскатных головках, которые имеют небольшой диаметр и к тому же консольное закрепление на подвижных каретках, неизбежно приводит к потере жесткости раскатных головок. Жесткость является физико-геометрической характеристикой поперечного сечения раскатных головок, определяемой произведением модуля упругости на характеристику поперечного сечения раскатных головок (площадь поперечного сечения, осевой момент инерции). От жесткости раскатных головок зависит величина усилия, необходимого для пластической деформации многофазного труднодеформируемого жаропрочного сплава. При уменьшении площади поперечного сечения раскатных головок из-за выполнения в них каналов для прохождения охлаждающей среды жесткость раскатных головок уменьшается, что приводит зачастую к невозможности получения заданных размеров и геометрии полотна детали. Аналогично при прокатке жесткость рабочей клети определяет фактическое отклонение размеров проката от требуемых значений [6].
Рассмотренные обстоятельства свидетельствует об ограниченных технологических возможностях известных способов.
Вследствие нагрева до высоких температур к упругим деформациям раскатных головок добавляется еще и тепловое расширение. Это создает дополнительные трудности на пути достижения заданных размеров и геометрии полотна детали.
Если для достижения необходимой жесткости вообще не охлаждать раскатные головки и ролики, имеется в виду не выполнять в них каналы для прохождения охлаждающей среды, то стойкость инструментов падает настолько, что их может не хватить даже на один цикл раскатки. Кроме того, сохраняется влияние на точность изготовления детали теплового расширения раскатных головок.
Недостатком известных способов [3, 4] является также крайняя ограниченность средств, позволяющих с высокой точностью осуществлять текущий контроль размеров и геометрии полотна раскатываемой заготовки диска, находящейся в печи. Фактически в настоящее время задается только алгоритм раскатки полотна диска, полученный посредством моделирования и экспериментальной проверки. Этому алгоритму следуют при изготовлении партии дисков. При этом не учитываются случайные факторы, влияющие на точность раскатки, в частности местные отклонения от необходимого размера зерен в объеме крупногабаритной заготовки диска.
За прототип изобретения выбран способ изготовления осесимметричной детали типа диска [3].
Раскрытие изобретения.
Задачей изобретения является повышение точности изготовления деталей при расширении технологических возможностей способа изготовления осесимметричной детали типа диска из многофазного труднодеформируемого жаропрочного сплава.
Задачей изобретения также является обеспечение возможности контроля размеров раскатываемой детали
Технический результат изобретения заключается в уменьшении степени воздействия на ролики и раскатные головки высоких температур, создаваемых в печи, и соответственно в уменьшении степени их нагрева, что приводит к уменьшению диаметра каналов для прохождения охлаждающей среды, выполняемых в роликах и раскатных головках, вплоть до полного исключения этих каналов, и, как следствие, к повышению жесткости раскатных головок. Такой технический результат обеспечивается за счет расположения роликов и раскатных головок вне нагреваемого пространства печи. За счет наличия этого же пространства появляется возможность текущего контроля размеров и геометрии полотна раскатываемого диска.
Способ изготовления осесимметричной детали типа диска из заготовки, выполненной из многофазного труднодеформируемого жаропрочного сплава и имеющей центральную и периферийную части, включает нагрев заготовки в печи до температуры, соответствующей температурному интервалу сверхпластической деформации, и раскатку периферийной части заготовки с обеспечением ее сверхпластической деформации посредством закрепленных в раскатных головках роликов, формообразующую поверхность которых нагревают до температуры, которая не меньше температуры возникновения на поверхности заготовки трещин.
Способ отличается от известного способа тем, что раскатку периферийной части заготовки осуществляют в свободном от нагревательных устройств пространстве печи, обеспечивающем подвод к заготовке раскатных головок с роликами, при этом используют печь выполненную раздвижной со шторкой или со стационарным вырезом, снабженным шторкой, причем степень раскрытия упомянутых шторок при раскатке определяют из условия обеспечения сохранения в заготовке температурного градиента, не выходящего за пределы температурного интервала сверхпластической деформации, а нагрев формообразующей поверхности роликов осуществляют с использованием теплового излучения нагретой заготовки.
Технический результат изобретения достигается также в следующих случаях:
- раскатку периферийной части заготовки осуществляют посредством, по меньшей мере, одной пары роликов;
- в процессе нагрева формообразующей поверхности роликов с использованием теплового излучения нагретой заготовки их приводят во вращение;
- нагрев заготовки производят в отдельной печи, после чего нагретую заготовку переносят в печь для раскатки, при этом заготовку подогревают до температуры в температурном интервале сверхпластической деформации и приводят во вращение;
- нагрев заготовки до температуры в температурном интервале сверхпластической деформации производят в печи для раскатки, при этом заготовку приводят во вращение;
- периферийную часть заготовки нагревают до температуры, близкой к верхнему пределу интервала температур сверхпластической деформации;
- поддерживают температуру в печи для раскатки путем подогрева открытых краев печи.
Сущность изобретения заключается в том, что раскатку производят в пространстве печи, свободном от нагревательных устройств. Из-за отсутствия воздействия на раскатные головки высокой температуры, создаваемой в печи, становится возможным охлаждать раскатные головки в значительно меньшей степени фактически за счет окружающего воздуха. Это позволяет уменьшить диаметр каналов, выполняемых в роликах и раскатных головках для прохождения охлаждающей среды вплоть до их полного исключения. Здесь необходимо отметить, что раскатные головки вследствие большей удаленности от поверхности нагретой заготовки и отсутствия контакта с ней будут всегда нагреваться меньше, чем ролики, что является оптимальным для достижения высокого качества изготовления деталей.
Эксперименты, которые проводились при создании изобретения, показали, что в большинстве случаев, в частности при изготовлении заготовок из сплавов, температура деформации которых доходит до 1100°C, с использованием нового приема охлаждения необходимость выполнения в роликах и раскатных головках каналов для прохождения охлаждающей среды отпадает. Однако при изготовлении деталей из жаропрочных сплавов, температура деформации которых превысит указанные значения, за счет теплового излучения нагретой заготовки возможен более интенсивный нагрев роликов и раскатных головок. Тогда в роликах и раскатных головках могут быть выполнены каналы для прохождения охлаждающей среды. При отсутствии конкурирующего воздействия высокой температуры, создаваемой в печи, каналы будут иметь значительно меньший диаметр и технический результат изобретения, заключающийся в повышении жесткости раскатных головок, будет достигаться, хотя в несколько меньшей степени.
Отмеченным образом охлаждать ролики и раскатные головки представляется возможным только при сохранении температуры периферийной части заготовки, выполненной из многофазного труднодеформируемого жаропрочного сплава, в пределах температурного интервала СПД. Поэтому наиболее промышленно применимым представляется прием, когда раскатку периферийной части заготовки вне пространства рабочей печи осуществляют одной парой роликов. В этом случае заготовка гарантированно не успевает охладиться до температуры, лежащей за пределами температурного интервала СПД, а необходимая точность изготовления диска достигается.
Вследствие значительного снижения степени нагрева раскатных головок удается избежать их интенсивного теплового расширения и еще более повысить точность раскатки.
Появляется возможность текущего контроля размеров и геометрии раскатываемого полотна в целом за счет контроля размеров и геометрии участка, располагаемого вне зоны нагрева. Здесь могут быть использованы оптические методы и средства, широко используемые в металлургии для контроля геометрии различных заготовок в процессе их обработки, в частности при прокатке сложных профилей. Наиболее перспективным является использование в приборах оптического контроля лазерных источников [7]. Естественно, при закрытии выреза печи шторкой необходимо оставлять щель для прохождения светового луча.
Заготовка может нагреваться до заданной температуры в отдельной печи. При переносе заготовки в печь для раскатки периферийная часть заготовки несколько охлаждается, и ее подогревают до температуры деформации уже в печи для раскатки.
Заготовка может нагреваться до заданной температуры в печи для раскатки.
В обоих случаях при размещении заготовки в печи для раскатки заготовку рекомендуется приводить во вращение для того, чтобы она нагревалась или подогревалась равномерно.
Формообразующая поверхность роликов может подвергаться предварительному нагреву, например, посредством излучения лазера и далее подогреваться за счет теплового излучения нагретой заготовки. Или же она может нагреваться только за счет теплового излучения нагретой заготовки. Ролики также рекомендуется приводить во вращение во время их нагрева или подогрева за счет теплового излучения нагретой заготовки.
С учетом возможного подстуживания заготовки, но, безусловно, в пределах интервала температур СПД рекомендуется заготовку в печи нагревать до температуры, значения которой лежат ближе к верхнему пределу указанного интервала.
Заявляемый способ позволяет осуществлять раскатку заготовок, выполненных из различных сплавов, за счет степени раскрытия шторки, которую выбирают из условия сохранения температурного градиента в заготовке, не приводящего к выходу за пределы температурного интервала СПД. Здесь должны учитываться основные факторы, точнее даже соотношение основных факторов, определяющие возможность сохранения отмеченного температурного градиента. К таким факторам относятся:
- коэффициент теплопроводности сплава. Сплавы с наиболее низким коэффициентом теплопроводности соответственно очень медленно остывают. Титановые сплавы обладают более низким, ~ в 2-2,5 раза, коэффициентом теплопроводности по сравнению с никелевыми сплавами;
- пластичность заготовки. Пластичность заготовки зависит, прежде всего, от природы сплава и от размера зерен, полученного в заготовке с использованием различных методов подготовки структуры. Степень подготовки структуры может быть различной. Чем меньше размер зерен в заготовке, тем она более пластична в условиях СПД и тем с более высокой скоростью деформации ее можно раскатывать. Скорость деформации прямо пропорциональна окружной скорости заготовки, отсюда следует, что при большей скорости деформации заготовка, вращаясь быстрее, будет меньшее время находиться вне нагреваемого пространства печи;
- интервал температур СПД заготовки. Заготовки из сплавов, у которых указанный интервал достаточно широкий, в частности из титановых сплавов, могут остужаться до более низких температур, не теряя пластических свойств, по сравнению с заготовками из сплавов, у которых интервал температур СПД достаточно узкий. Наиболее перспективные для изготовления дисков многофазные жаропрочные никелевые сплавы характеризуются узким интервалом температур СПД;
Кроме того, необходимо учитывать и толщину заготовки. Само собой разумеется, что более тонкая заготовка будет быстрее остывать, попадая в ненагреваемое пространство печи.
Во всех случаях степень раскрытия шторки определяют посредством моделирования или экспериментальным путем. Тепловой расчет представляется достаточно громоздким из-за необходимости учета множества факторов. Однако высокая точность при определении степени раскрытия шторки и не требуется.
Целесообразно поддерживать температуру в печи и в заготовке посредством подогрева открытых краев печи. Данный прием реализуется достаточно просто за счет установки вдоль открытых краев печи дополнительных нагревателей.
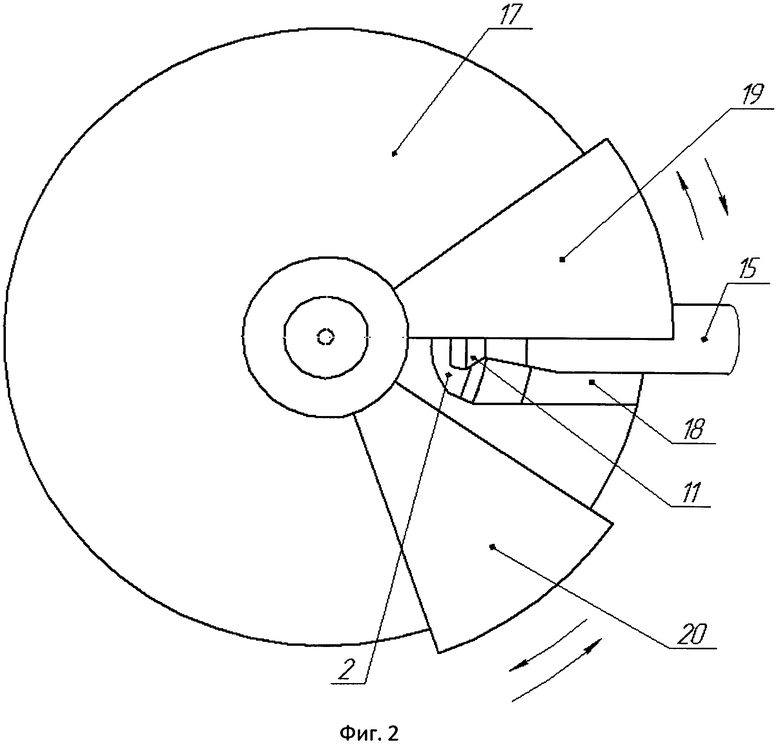
Краткое описание графических материалов: Фиг. 1. Классическая схема раскатки детали типа диска двумя парами роликов;
Фиг. 2. Вид имеющей стационарный вырез печи в процессе раскатки.
Осуществление способа.
Для осуществления способа используется заготовка 1 с подготовленной для сверхпластической деформации структурой. Поз. 2 обозначена ее центральная часть, поз 3 - периферийная часть в процессе раскатки. Для деформации центральной части заготовки предназначены пиноли 4, 5. В пинолях 4, 5 и в центральной части 2 заготовки выполнены каналы 6, 7 и 8 для пропускания охлаждающей среды.
Для раскатки периферийной части заготовки 3 предназначены две пары роликов 9, 10, 11, 12, закрепленные в раскатных головках 13, 14, 15, 16. Раскатные головки имеют консольное закрепление на подвижных каретках (каретки на фиг. 1 не показаны). В роликах 9, 10, а также в раскатных головках 13, 14 выполнены каналы для пропускания охлаждающей среды (на фиг. 1 каналы не показаны). С помощью роликов 9, 10, 11, 12 заготовка 1 приводится во вращение. Заготовка 1, пиноли 4, 5 и формообразующие ролики 9, 10, а также раскатные головки 13, 14 в процессе раскатки расположены в печи 17. Печь имеет круглую форму с вырезом 18, снабженным шторкой, состоящей из двух половин. На фиг. 1 показана одна половина 19 шторки. Ролики 11, 12 и раскатные головки 15, 16 в процессе раскатки располагают в вырезе печи. В роликах 11, 12 и раскатных головках 15, 16 каналы для пропускания охлаждающей среды не выполнены. Печь по всему периметру, кроме выреза снабжена электрическими нагревателями (на фиг. не показаны). Кроме того, вдоль обеих сторон выреза в печи расположены дополнительные нагреватели (на фиг. 1 не показаны).
На фиг. 2 показан вид печи 17, имеющей стационарный вырез 18, в процессе раскатки периферийной части 2 заготовки 1 парой роликов 11, 12, закрепленных в раскатных головках 15, 16 (ролик 12 и раскатная головка 16 на фиг. 2 не показаны). Вырез снабжен шторкой, имеющей форму сектора и состоящей из двух частей 19, 20. На фиг. 2 показан случай, когда часть 19 шторки закрывает вырез печи.
Способ осуществляется следующим образом.
Так же как в других известных способах [3, 4], зная сплав, из которого изготавливается деталь, и структурное состояние заготовки 1, прежде всего размер зерен в ней, задают температуру и скорость СПД при раскатке.
Заготовка 1 нагревается в отдельной печи, а затем переносится в уже нагретую печь стана для раскатки, где подогревается до заданной температуры СПД. Заготовка может нагреваться вместе с печью стана. В обоих случаях заготовку приводят во вращение для того, чтобы она подогревалась или нагревалась равномерно.
Центральная часть 2 до начала раскатки деформируется сжатием в пластической или упругой, или упругопластической (с малыми степенями пластической деформации) области посредством пинолей 4, 5.
Непосредственно перед раскаткой центральная часть заготовки охлаждается до температуры упругой деформации.
Ролики и раскатные головки, находящиеся в печи, нагреваются вместе с печью.
Формообразующая поверхность роликов, находящихся вне печи, нагревается за счет теплового излучения нагретой периферийной части заготовки в процессе подвода роликов к заготовке после размещения заготовки в печи для раскатки. В случае когда заготовка нагревается вместе с печью для раскатки, формообразующая поверхность роликов, находящихся вне печи, может нагреваться в свою очередь вместе с заготовкой за счет теплового излучения нагревающейся заготовки. Или же эта поверхность может нагреваться, как в первом случае, в процессе подвода роликов к уже нагретой периферийно части заготовки. Возможен локальный нагрев формообразующей поверхности роликов. Далее в процессе подвода роликов к заготовке они подогреваются за счет теплового излучения нагретой периферийной части заготовки. Таким образом, в любом случае температуру формообразующей поверхности роликов доводят до заданного значения за счет теплового излучения нагретой заготовки.
По достижении заданной температуры периферийной части заготовки начинается процесс раскатки. При этом окончательная температура формообразующей поверхности роликов так же, как в способе-прототипе, устанавливается за счет теплопередачи при соприкосновении с нагретой заготовкой.
Степень раскрытия шторки, которой снабжена раздвижная печь или стационарный вырез печи, выбирают с учетом соотношения указанных выше, при описании сущности изобретения, факторов, а именно: коэффициента теплопроводности сплава; размера зерен в заготовке; интервала температур СПД заготовки; толщины заготовки. Такой выбор осуществляют посредством моделирования или экспериментальным путем.
При использовании для текущего контроля размеров и геометрии раскатываемого полотна оптических методов и средств, в частности лазерных источников света, при смыкании обеих половин шторки необходимо оставлять щель для прохождения светового луча.
По заявляемому способу были изготовлены диски с использованием заготовок с подготовленной для СПД структурой из следующих сплавов, для которых в скобках дан химический состав, в % по массе:
- ЭИ 698 (14,4 Cr; 3,02 Мо; 1,52 Al; 2,52 Ti; 2,56 Fe; 2,11 Nb; 0,08 W; 0,06 С; остальное Ni);
- ЭП 742 (14,1 Cr; 4,99 Mo; 2,39 Al; 2,50 Ti; 0,36 Fe; 2,62 Nb; 10,08 Co; 0,04 С; остальное Ni);
- ЭП 962 (13,0 Cr; 4,63 Mo; 3,22 Al; 2,64 Ti; 0,58 Fe; 3,44 Nb; 10,7 Co; 2,82 W; 0,1 С; остальное Ni;
- BT9 (5,9 Al; 2,1 Zr; 3,0 Mo; 0,2 Si; остальное Ti)
Из перечисленных никелевых жаропрочных сплавов высоколегированным считается сплав ЭП-962, среднелегированным - ЭП-742, малолегированным - ЭИ-698.
Раскатка осуществлялась с использованием стана для раскатки СРД-800, подобного тому, который дан в описании к патенту [5]. Максимальный диаметр детали, которая может разместиться в рабочем пространстве печи стана, составляет 800 мм. В печи был выполнен один вырез (фиг. 2), снабженный шторкой, имеющей форму сектора и состоящей из двух половин. Исходя из максимального диаметра роликов, используемых для раскатки, равного 200 мм, ширина выреза составила 250 мм. Для контроля размеров и геометрии диска использовался оптический метод сканирования поверхности заготовки лучом лазера. Для прохождения луча лазера при смыкании половин шторки между ними оставалась щель. В данном конкретном случае размер щели составлял ~ 5 мм.
Общая для всех заготовок из указанных выше сплавов последовательность операций при изготовлении дисков представлена выше.
Факторы, влияющие на выбор степени открытия шторки, приведены в таблице:

В таблице не приведены значения коэффициентов теплопроводности каждого конкретного сплава при конкретных указанных температурах. Но можно отметить, что в среднем теплопроводность титанового сплава при температуре порядка 900…950°C ниже теплопроводности никелевого сплава при таких же температурах в 2…2,5 раза.
Диаметр и толщина всех четырех заготовок были выбраны одинаковыми для того, чтобы более наглядно продемонстрировать влияние на выбор степени открытия шторки факторов, приведенных в таблице.
При изготовлении диска из никелевых сплавов ЭИ-698 и ЭП-742 (заготовки №1 и 2) шторку выреза закрывали, оставляя ~ 30…40% открытого пространства.
При изготовлении диска из никелевого сплава ЭП-962 (заготовка №3) шторку выреза закрывали полностью, оставив только щель ~5 мм, для прохождения луча лазера, использовавшегося для контроля размеров и геометрии дисков
При изготовлении диска из титанового сплава ВТ-9 (заготовка №4) шторку выреза не закрывали.
В качестве вывода можно отметить, что при изготовлении осесимметричных деталей из титановых сплавов можно обе пары роликов разместить в пространстве печи, свободном от нагревательных устройств, при этом для каждой пары роликов шторку целесообразно задвигать наполовину.
При изготовлении осесимметричных деталей из ряда никелевых сплавов возможности использования пространства печи, свободного от нагревательных устройств, ограничены, поэтому становится обязательным использование шторок.
Приведенные примеры осуществления способа с использованием заготовок из конкретных сплавов не исчерпывают возможностей использования заявляемого способа для изготовления дисков из других сплавов.
Источники информации
1. Патент США №3519503, МПК C22F 1/10, 1970 г.
2. Бибик Г.А. и др. Производство железнодорожных колес. М: Металлургия, 1982. 232 с.
3. Патент РФ №2119842, МПК В21К 1/32, 1998 г.
4. Патент РФ №2254195, МПК В21Н 1/04, 2005 г.
5. Патент РФ №2134175, МПК В21Н 1/00, 1999 г.
6. Энциклопедический словарь по металлургии: Справочное издание в 2-х томах / Н.П. Лякишев [и др.] - М.: Интермет Инжиниринг, 2000. 412 с.
7. Неразрушающий контроль и диагностика: Справочник / В.В. Клюев, Ф.Р. Соснин, А. В. Ковалев и др.; Под ред. В.В. Клюева. 3-е изд., испр. и доп. - М.: Машиностроение, 2005. 656 с, ил.
8. Кайбышев О.А., Утяшев Ф.З., Валитов В.А. Влияние содержания γ′-фазы на режимы подготовки структуры и сверхпластичность жаропрочных никелевых сплавов. // МиТОМ. -1989.- №7.- С. 40-44.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ТИПА ДИСКОВ | 2013 |
|
RU2548349C2 |
| СТАН ДЛЯ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2679033C1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1997 |
|
RU2134175C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МНОГОФАЗНЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2187403C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2119842C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2254195C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ВАЛОВ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ И СТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2725455C1 |
| СТАН ДЛЯ РАСКАТКИ КОЛЕЦ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2017 |
|
RU2657679C1 |
| СТАН ДЛЯ РАСКАТКИ ДЕТАЛЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2018 |
|
RU2704365C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ С УТОНЕНИЕМ СТЕНКИ ПОЛОЙ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МНОГОФАЗНОГО СПЛАВА | 2017 |
|
RU2650462C1 |
Изобретение относится к области обработки давлением и может быть использовано при изготовлении деталей типа дисков из многофазных труднодеформируемых жаропрочных сплавов. Заготовку нагревают в печи до температуры, соответствующей температурному интервалу сверхпластической деформации. Производят раскатку периферийной части заготовки с обеспечением ее сверхпластической деформации посредством закрепленных в раскатных головках роликов. Формообразующую поверхность роликов нагревают до температуры, которая не меньше температуры возникновения на поверхности заготовки трещин. Раскатку ведут в свободном от нагревательных устройств пространстве печи, которое обеспечивает подвод к заготовке раскатных головок. Используют печь, выполненную раздвижной со шторкой или со стационарным вырезом, снабженным шторкой. Степень раскрытия шторки определяют из условия сохранения в заготовке температуры, не выходящей за пределы температурного интервала сверхпластической деформации. Ролики нагревают с использованием теплового излучения нагретой заготовки. В результате обеспечивается повышение жесткости раскатных головок, что приводит к повышению точности изготовления деталей. 6 з.п. ф-лы, 2 ил.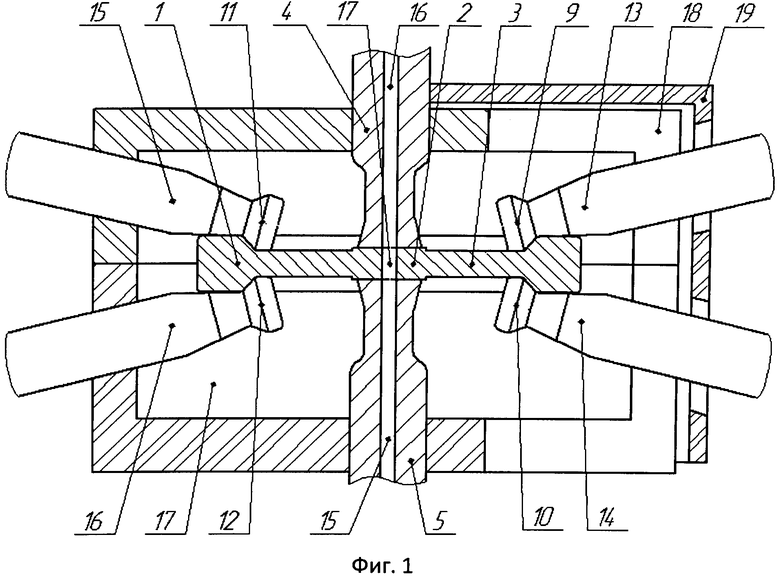
1. Способ изготовления осесимметричной детали типа диска из заготовки, выполненной из многофазного труднодеформируемого жаропрочного сплава и имеющей центральную и периферийную части, включающий нагрев заготовки в печи до температуры, соответствующей температурному интервалу сверхпластической деформации, и раскатку периферийной части заготовки с обеспечением ее сверхпластической деформации посредством закрепленных в раскатных головках роликов, формообразующую поверхность которых нагревают до температуры, которая не меньше температуры возникновения на поверхности заготовки трещин, отличающийся тем, что раскатку периферийной части заготовки осуществляют в свободном от нагревательных устройств пространстве печи, обеспечивающем подвод к заготовке раскатных головок с роликами, при этом используют печь, выполненную раздвижной со шторкой или со стационарным вырезом, снабженным шторкой, причем степень раскрытия упомянутых шторок определяют из условия сохранения в заготовке температуры, не выходящей за пределы температурного интервала сверхпластической деформации, а нагрев формообразующей поверхности роликов осуществляют с использованием теплового излучения нагретой заготовки.
2. Способ по п. 1, отличающийся тем, что раскатку периферийной части заготовки осуществляют посредством по меньшей мере одной пары роликов.
3. Способ по п. 1, отличающийся тем, что в процессе нагрева формообразующей поверхности роликов с использованием теплового излучения нагретой заготовки их приводят во вращение.
4. Способ по п. 1, отличающийся тем, что нагрев заготовки производят в отдельной печи, после чего нагретую заготовку переносят в печь для раскатки, подогревают до температуры в температурном интервале сверхпластической деформации и приводят во вращение.
5. Способ по п. 1, отличающийся тем, что нагрев заготовки до температуры в температурном интервале сверхпластической деформации производят в печи для раскатки, при этом заготовку приводят во вращение.
6. Способ по п. 1, отличающийся тем, что периферийную часть заготовки нагревают до температуры, близкой к верхнему пределу интервала температур сверхпластической деформации.
7. Способ по п. 1, отличающийся тем, что поддерживают температуру в печи для раскатки путем подогрева открытых краев печи.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2119842C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ | 2000 |
|
RU2167737C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2254195C1 |
| Устройство для пневматического транспортирования грузов | 1976 |
|
SU652061A1 |
| EP 0451268 A1, 16.10.1991 | |||

