Мнигии ,;y6oou|):io;iTbiii;uiiiii,iie 1танкн ЦМ1МОТ сл(ду;о1Ц ц рабочий цикл: 1) iiaиичая оикатка; 2) отвод изделия нлн инструмента; 3) обратное - холостое - движении механизма обкатки: 4) дел-ние на следующий зуб, происходящее обычно Ш) время хилостого движении: Г)) нодведение и;|делия или инструмента н рабочее положение. Помимо сложности кинематической цепи станки насыщены механизмами прерывистого действия: зубчатыми муфтами. рыча;кными и кулачковыми механизмами. запорны.мл собачками, фиксаторами и т. п. Неотьемлемой частыо всех таких станков является дифференциал, при помощи которого делительное ,тг ил;ение в онределенный момепт цикла добавляется к обкаточному движении).
Наличие упомянутых сложных устройств, 1)а1)ота которых основана на мгновенном ИЛИ. во всяком случае, весьма ивпродолж-птельном по времени 1и;лючеиии и В,1кл1очении механизмов, не no.-SBo.1яет увеличить скорость действия станка. BBiuy вози кновения сильных толч :ов и уда|)ов.
В станке, согласно изобретению, указанные недостатки устранены. В }.т весь ЦИКЛ обкатного и делительного движения осуществляется посредством простого и |гепрерывпого зацеиления зубчатых колес. Достигается это тем. что в кинематическую цеиь станка включ1н ре1Н1)сивпый механизм в виде сцеиленпой с н 1иводной шестерной замкнутой выиукло-вогпуто ::убчатой рейки, с.монтировапной на поворотном диске, кинематически сиязаином со звеном обкаткн.
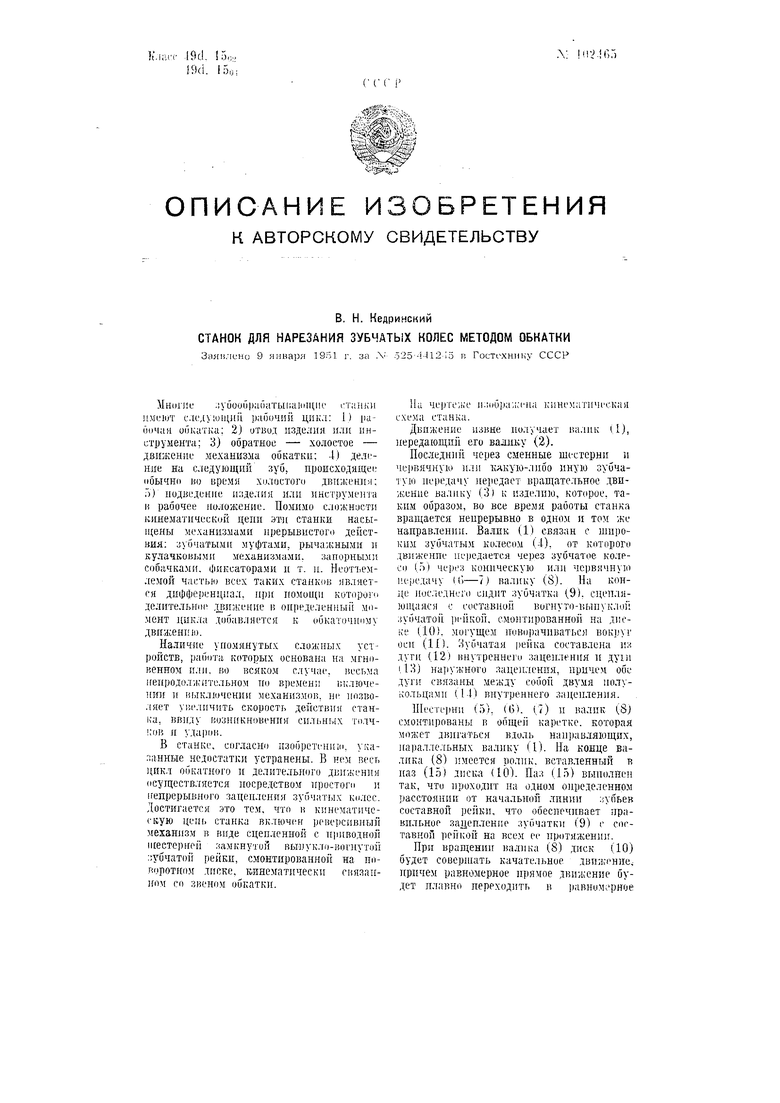
На чертеЛче изобраиачы nlнe aтичecкaя схема станка.
Движение извне получает валик (1), 1ередающдй его валику (2).
Последний через сменные шестерни и червячную ИЛИ кдкую-либо иную зубчатую иередачу передает вращательное движение валику (3) к изделию, которое, таким образом, во все время работы станка вращается непрерывно в одном и то5 же нанравленип. Валик (1) связан с широким зубчатым колесом (4), от которого движение передается через зубчатое КОЛРсо (,F)) через коническую илп червячную ие1 едачу К)-7) валику (8). На конце последнего сидит зубчатка (9). сцепляЮ1Цаяся с составной вогнуто-вып клой зубчатой р111кой. смонтированной на диске (.10/, могущем поворачиваться вокруг оси (11). Зубчатая рейка составлена из дуги (12) внутреннего зацеплення п душ 1,13) па11ужного зацепления, причем обе дуги связаны между собой двумя полукольц; мп (.14) впутрепнего зацепления.
Шестерни (5), (6). 1,7) и валик (8) смонтированы в общей каретке, которая может двигаться вдоль нап)авляющих, гараллельных валику (1). Па конце валика (8) 1 меется ролик, вставленный в наз (15) диска (10). Паз (15) выполнен так, что проходит на одном определенном расстоянии от начальной линии зубьев составной )ейки, что обеспечивает правильное зацепление зубчатки (9) с составной рейкой на всем ее протяжении.
При валика (8) диск (10) будет совернгать качательное движение, причем равномерное прямое дви кение будет плавно переходить в 1)авном;рное
обратное. Кро.чс тот. дрямос и ибратно движение, будучи равномериыл, производится с различной скоростью. На диске (10) имеются наружные зубья (16), сцепляющиеся с шестеренкой (17), от которой через сменные шестерни н иромелсуточные иередачи или непосредственно получает движение звепо обкаткн. 9то звено мо;кет быть обкатно люлькой, если требуется круговая обкатка, имеющая место в станках для обработки конических зубчатых колес, или ж.с ирямолинейно диижлщимнся салазками, иримсняе.мыми в станках для обработки цилиид))ических :8убчат:г,1х колес. К случае червячная (цилиндрическая или коиическая) передача (18 - 19,) заменяется napoit ирямолине11ног1, д-;и;ке)ия, т. е. реечной или винтовой.
С валиком (1) связан кулачньиг барабан (20), служащий для отвода, изделия или инструмента ири обратном вpalr eнии диска (10). Передача для вращения б;;,рабана дол;кна быть так, подобрана, чтобы он делал ровно одии оборот за вре:.я одного качания диска (10). (амо ио ceif наличие кулачного барабана де является обязательным, так как разобщение изделия и инетрумеитз на время хплостого хода можно выиолнить, например, при помощи гидравлического устройства, действующего от упоров, расположенных на самом диске (10) или иным сиособо.м,
В станке, согласно изобретению, не требуется делительного мехакиз.ча, так как деление происходит само собой вследствие обратного хода диска (10). Действительно, если рассчитать смеииые шестерки иередачи от валика (1) к валику (3) так, чтобы одному качанию диска (10) соответствовал поворот изделия ровки на (1ДИИ. зуоец, то и)П следующе.м цикле начиется обработка следующего зуба. Однако таиой сиособ можно применить лиип. ири черновом нарезании, так Kai; (ТОЛЬ мальп угол иоворота в нроцессе обкатки был бы недостаточным для нол} ой обкатки профиля. В связи с зти.. деление нри чистовом нарезании производим не на один зуб, а на некоторое целое число зубьев, не имеющее общего :.гножителя с числом зубьем нарезаемо: зубчатки. Как иоказывает расчет, всегда удается подобрать подходящее число, да)ои(ее достаточною величииу обкатки н небольшой иеребег. Сменные шестерни )гередачн ; звеиу обкатки подбираются в :;ii:;nciiMocTH (Гг необходимого кинематического соотношения менцу двп;кепием производящего колеса или peiiKir н вращением заготовки.
Принципиальные основы дапиого стал ;-а могут быть исиользованы к станке для нарезания конических колес со сииральиыми зубьями в зубошлифовальном )голуавтомате, действующем но методу обкаткн, и в других зубообрабатыва ои(нх станках.
Ир е д м е т и з о б р е т е н и я
Станок для нарезания зубчатых колес методом обкатки, о т л и чающийся том, что, с целью осуществления всего цикла обкатного и делительного двилсения посредством непрерывного зацепления зубчатых колес, в кинематическую цепь станка включен реверсивный 5 ехакизм в виде сцепленной с нрнводно uieстерией замкнутой вынукло-вогиутой зубчатой рейки, смонтированной на пово))отиом диске, кинематически связанном со звено51 обкатки.