Изобретение относится к металлургии, а именно к бесстопорному непрерывному литью металла, и может быть использовано наиболее эффективно для автоматизации процесса бесстопорного непрерывного литья металла на многоручьевых машинах непрерывного литья металла (МНЛМ).
Известны устройства для обслуживания бесстопорной разливки на МНЛМ, предназначенные для осуществления прерывания поступления жидкого металла из промежуточного ковша в кристаллизатор при возникновении нарушений процесса литья (размывания канала огнеупорного дозатора, аварийной остановки привода вытягивания заготовки, пробуксовке заготовки, прорыва корки заготовки и других нештатных ситуациях).
Известно, приводимое в качестве прототипа, устройство для обслуживания бесстопорной разливки на машинах непрерывного литья металла. Например, "Handbook on Continuous casting", E. Herrmann, Aluminium - Verlag, 1980, стр. 52; 380, Fig 2402.
Приводимое в качестве прототипа устройство содержит промежуточный ковш с дозатором, кристаллизатор и поворотный желоб с ручным приводом поворота для прерывания поступления металла в кристаллизатор.
Устройство - прототип имеет ряд существенных недостатков, к числу которых, прежде всего следует отнести необходимость безотлучного нахождение разливщика у каждого кристаллизатора.
Заявляемое изобретение направлено на решение задачи сокращения ручного труда и автоматизации процесса бесстопорного литья.
Получаемый при этом технический эффект заключается в том, что для поворота желоба предусмотрено устройство с пневмоприводом, благодаря чему исключается необходимость постоянного присутствия разливщика возле кристаллизатора МНЛМ и реализуется возможность автоматизированного поворота желоба при возникновении нештатной ситуации.
Предлагаемое изобретение решает поставленную задачу с достижением указанного выше технического эффекта тем, что устройство для обслуживания бесстопорной разливки на машине непрерывного литья металла содержит емкость для слива металла, поворотный желоб для прерывания поступления металла из промежуточного ковша в кристаллизатор. Желоб с приводной стороны снабжен шарнирно прикрепленным к нему водилом, имеющим на свободном конце полую чашку, при этом устройство содержит поворотный рычаг и пневмоцилиндр, шарнирно закрепленные на основании, и кинематически связанные друг с другом, причем на свободном конце поворотного рычага выполнен шаровой наконечник, размеры которого позволяют ему свободно входить в чашку водила, при этом шарнир, связывающий шаровой наконечник с поворотным рычагом, расположен со смещением относительно вертикали, проходящей через центр тяжести наконечника, на величину, превышающую произведение условного радиуса шарнира наконечника на коэффициент трения в шарнире.
Предлагаемое устройство для обслуживания бесстопорной разливки на машине непрерывного литья металла изображено на чертежах 1-3.
На фиг. 1 показан общий вид устройства и его установка на разливочной площадке МНЛМ.
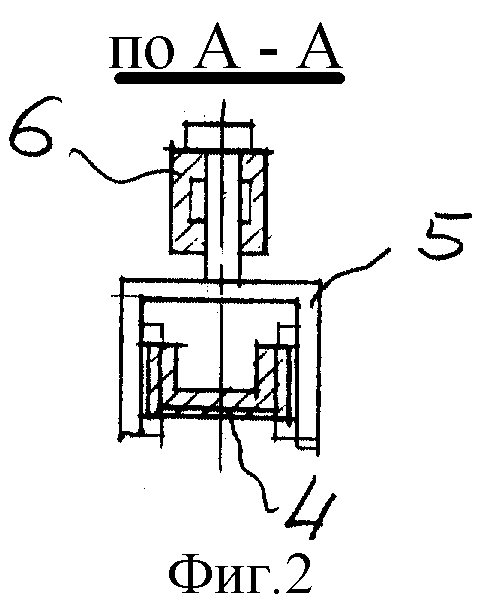
На фиг. 2 - разрез по A-A.
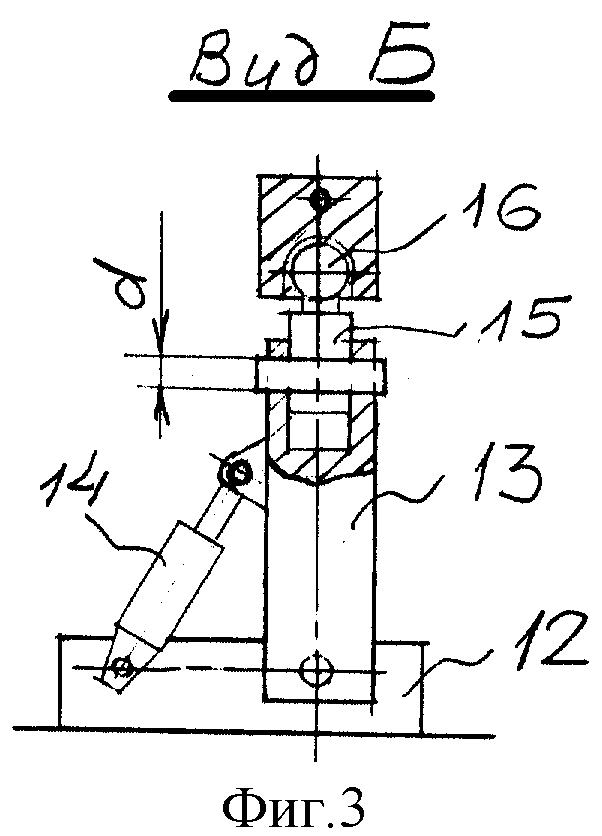
На фиг. 3 - вид по стрелке Б.
Устройство установлено под промежуточным ковшом 1, над кристаллизатором 2, оборудованным уровнемером 3.
Устройство состоит из футерованного поворотного желоба 4, установленного в люльке 5, шарнирно связанной с металлоконструкцией 6, аварийной емкости 7, водила 8. Водило с помощью шарнира 9 связано со свободным концом желоба 4. На свободном конце водила 8 имеется рукоятка 10 и полая чашка 11. На основании 12 шарнирно закреплены поворотный рычаг 13 и пневмоцилиндр 14. На верхнем конце рычага 13 шарнирно закреплен шаровой наконечник 15. Шаровое яблоко 16 наконечника 15 размещено и удерживается в полости чашки 11 водила 8. Наконечник 15 имеет "Г"-образную форму, а шарнир 17 расположен на некотором расстоянии от вертикали, проходящей через центр тяжести наконечника. Это расстояние должно быть больше половины произведения величины условного диаметра шарнира 17 на коэффициент трения в шарнире. Таким образом, при выведении шарового яблока 16 из чашки 11 наконечник под действием собственного веса самопроизвольно повернется в шарнире 17, что следует из условия равновесия наконечника:
G•(а - 0,5 d • μ ) = 0 а = 0,5 d•μ,
где G - вес наконечника, d - условный диаметр шарнира, (d = 2 г),
r - условный радиус шарнира, μ - коэффициент трения.
Таким образом, освобожденный из чашки наконечник повернется под действием собственного веса при условии a > r•μ, т.е. при условии, что "a" больше произведения условного радиуса шарнира наконечника на коэффициент трения в шарнире.
Устройство работает следующим образом. При нормальном процессе литья желоб расположен сбоку от струи металла из промковша 1 в кристаллизатор 2. Относительно длинное водило 8 позволяет за счет поворота в шарнире 9 компенсировать неточности расположения желоба 4 по высоте. При нарушении процесса, по сигналу системы контроля уровня металла в кристаллизаторе 3, пневмоцилиндр 14 поворачивает рычаг 13. С помощью наконечника 15 и водила 8 желоб 4 переводится в положение, перекрывающее струю металла из промковша 1. Металл направляется в емкость 7. При необходимости ручного управления желобом 4, в случае возникновения нештатных ситуаций, разливщик с помощью рукоятки 10 приподнимает водило 8, освобождая наконечник 15, который под действием своего веса падает в нижнее положение и обеспечивает возможность ручного поворота желоба. Для возобновления работы в автоматическом режиме шаровое яблоко 16 вручную заправляют в полость чашки 11.
Применение предлагаемого устройства позволит увеличить степень автоматизации процесса непрерывного литья на МНЛМ.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КУСКОВОГО ФЕРРОСПЛАВА | 2000 |
|
RU2169637C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛОСЫ | 2001 |
|
RU2177858C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕЛКОСОРТОВОГО ПРОКАТА В СОВМЕЩЕННОМ ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2134179C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК МЕТОДОМ "ПЛАВКА НА ПЛАВКУ" | 2011 |
|
RU2483831C1 |
| МЕХАНИЗМ КАЧАНИЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2437740C1 |
| ПРИЕМНИК-НАКОПИТЕЛЬ ПРЕСС-ИЗДЕЛИЙ ВЕРТИКАЛЬНОГО ЭКСТРУДИНГ-ПРЕССА | 2000 |
|
RU2187395C1 |
| КОВШ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ ЖИДКОЙ СТАЛИ | 2002 |
|
RU2213644C1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2010 |
|
RU2436652C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ | 1999 |
|
RU2166394C1 |
| МЕХАНИЗМ КАЧАНИЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2005 |
|
RU2264275C1 |
Изобретение относится к металлургии, а именно к машинам непрерывного литья металла МНЛМ. Технический результат - сокращение ручного труда при обслуживании МНЛМ и повышение степени автоматизации процесса бесстопорного непрерывного литья. Устройство содержит емкость для слива металла, поворотный желоб для прерывания поступления металла из промежуточного ковша в кристаллизатор. К желобу с приводной стороны шарнирно прикреплено водило с полой чашкой на свободном конце. На свободном конце закрепленного на основании поворотного рычага выполнен шаровой наконечник, свободно входящий в чашку водила, связывающий шаровой наконечник с поворотным рычагом шарнир расположен со смещением относительно вертикали, проходящей через центр тяжести наконечника. 3 ил.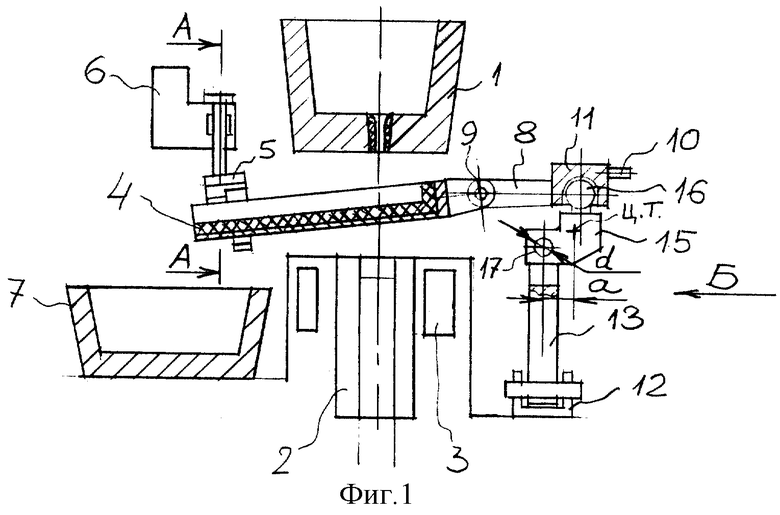
Устройство для обслуживания бесстопорной разливки на машине непрерывного литья металла, содержащее емкость для слива металла, поворотный желоб для прерывания поступления металла из промежуточного ковша в кристаллизатор, отличающееся тем, что желоб с приводной стороны снабжен шарнирно прикрепленным к нему водилом, имеющим на свободном конце полую чашку, при этом устройство содержит поворотный рычаг и пневмоцилиндр, шарнирно закрепленные на основании и кинематически связанные друг с другом, причем на свободном конце поворотного рычага выполнен шаровой наконечник, размеры которого позволяют ему свободно входить в чашку водила, при этом шарнир, связывающий шаровой наконечник с поворотным рычагом, расположен со смещением относительно вертикали, проходящей через центр тяжести наконечника, на величину, превышающую произведение условного радиуса шарнира наконечника на коэффициент трения в шарнире.
| E | |||
| HERRMANN and et, ''Handbook on Continuons Casting'', Aluminium Verlag, 1980, c.52, 380, Fig, 2402 | |||
| УСТРОЙСТВО для АВАРИЙНОЙ РАЗЛИВКИ СТАЛИ | 0 |
|
SU266163A1 |
| 0 |
|
SU155266A1 | |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ ОБРАБОТКИ МЕТАЛЛА ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ | 1991 |
|
RU2025200C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ РАСПЛАВА В УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ АЛЮМИНИЯ | 1996 |
|
RU2100137C1 |
| СИСТЕМА УПРАВЛЕНИЯ УРОВНЕМ МЕТАЛЛА В УСТАНОВКЕ ДЛЯ НЕПРЕРЫВНОЙ ИЛИ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ | 1995 |
|
RU2122920C1 |
| US 5105873, 21.04.1992 | |||
| US 5083689, 28.01.1992 | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |

