Предлагаемое изобретение относится к металлургии, а именно к производству металлической полосы.
Известен способ получения металлической полосы, включающий заливку жидкого металла в кристаллизатор, обработку его порошковыми реагентами, подаваемыми сбоку под углом к поверхности металла и вытягивание слитка (см., например, В.Н.Гущин, В.А.Ульянов. Комплексная внепечная обработка стали при непрерывной разливке // «Металлургия для машиностроения», №2, 2007, с.3-7).
К его недостаткам относятся неравномерное распределение порошка по сечению слитка и, как следствие, неоднородность получаемого готового проката.
Известен также способ получения металлической полосы, включающий заливку жидкого металла в кристаллизатор через полый стакан с кольцевым сечением и обработку металла порошковым реагентом, подаваемым через центральное отверстие полого разливочного стакана (см., например, P.Naveau, J.-P.Fishbach, V.Flores et al., Industrial Tests of the Hollow Jet Nozzle on the ArcelorMittal ISBERGEUS Slab Caster // «CIT». 2008. October. C.513-519).
К его недостаткам относятся большая энергоемкость и многостадийность процесса в связи с большой толщиной отливаемого слитка, определяемой необходимостью введения погружного стакана и осуществления многоступенчатой прокатки, неравномерность распределения модифицирующего материала по сечению слитка после прокатки в тонкую полосу, отсутствие распределения реагентов по сечению, сложность и ограниченная стойкость погружного стакана.
Из известных, наиболее близким к предлагаемому по технической сущности и достигаемым результатам является способ и устройство производства композиционного материала упрочненного волокном, в котором жидкий металл наносят на поверхность двух вращающихся навстречу друг другу парных валков, охлаждают до полуотвержденного состояния, вводят армирующее полотно в зазор между валками, а затем соединяют в композиционный материал путем прокатки слоев между валками (см., например, Патент № JP 2005074491, 2005-03-24, Fujita Masa, Haga Toshio, Honda Motor Co. Ltd. Manufacturing Method and Apparatus of Fiber Reinforced Composite).
К его недостаткам относятся отсутствие распределения вводимого в металл материала в основной массе металла, недостаточное взаимодействие вводимого в металл материала с основным металлом из-за того, что окончательная структура формируется механическим совмещением полуотвержденных слоев металла путем прокатки. Технический результат предлагаемого способа производства металлической полосы заключается в расширении технологических возможностей путем непрерывного получения готовых конструкционных полос и повышенными физико-механическими характеристиками благодаря введению в жидкий металл и равномерному распределению по ширине полосы различных порошковых реагентов. Введение порошковых реагентов в жидкий металл, разливаемый на двухвалковой литейной машине, позволяет существенно сократить энергоемкость и продолжительность процесса, усилить взаимодействие компонентов благодаря введению их в ванну жидкого металла и при этом решить широкий спектр технологических задач: получение материалов с повышенными физико-механическими характеристиками и новыми свойствами в результате процессов легирования, модифицирования структуры, компенсации вредных влияний примесей, изменение абразивных, механических свойств, магнитных свойств, радиопрозрачности, электро-, теплопроводности, прочности и т.д., с получением однородной структуры.
Технический результат достигается тем, что в предложенном способе производства металлической полосы порошковые реагенты вводят в область захвата жидкого металла, при этом металл подают сбоку двумя параллельными потоками, при наличии непрерывного литья расплавленного металла между вращающимися валками-кристаллизаторами двухвалковой литейной машины, вытягивании полосы металла в нижнем направлении, ее прокатку с подачей жидкого металла в зону захвата металла валками-кристаллизаторами двумя потоками, с образованием ванны с уровнем не ниже верхних кромок валков-кристаллизаторов, а реагент в виде порошка, или порошковой проволоки, или порошковой ленты вводят сверху в среднюю часть ванны.
В качестве порошковых реагентов могут быть применены ферросплавы, микролегирующие добавки, железный порошок, легкоплавкие реакционноспособные десульфураторы и другие модифицирующие добавки, вводимые в жидкий металл в виде неупакованного порошка, порошковой проволоки или ленты с защитой инертным газом.
Предлагаемое изобретение поясняется примерами его осуществления на прилагаемых чертежах, где
- на фиг.1 изображена схема осуществления предлагаемого способа с подводом порошковых реагентов в виде неупакованного порошка в струе инертного газа;
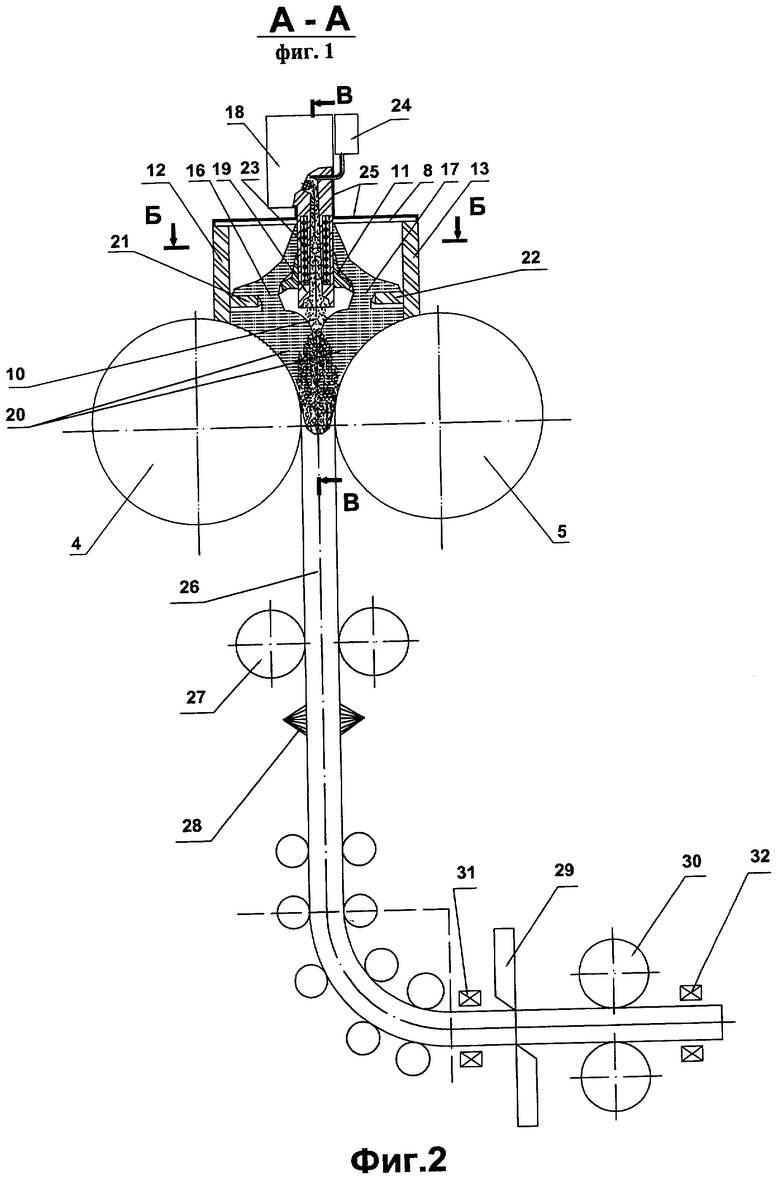
- на фиг.2 показан разрез А-А по фиг.1;
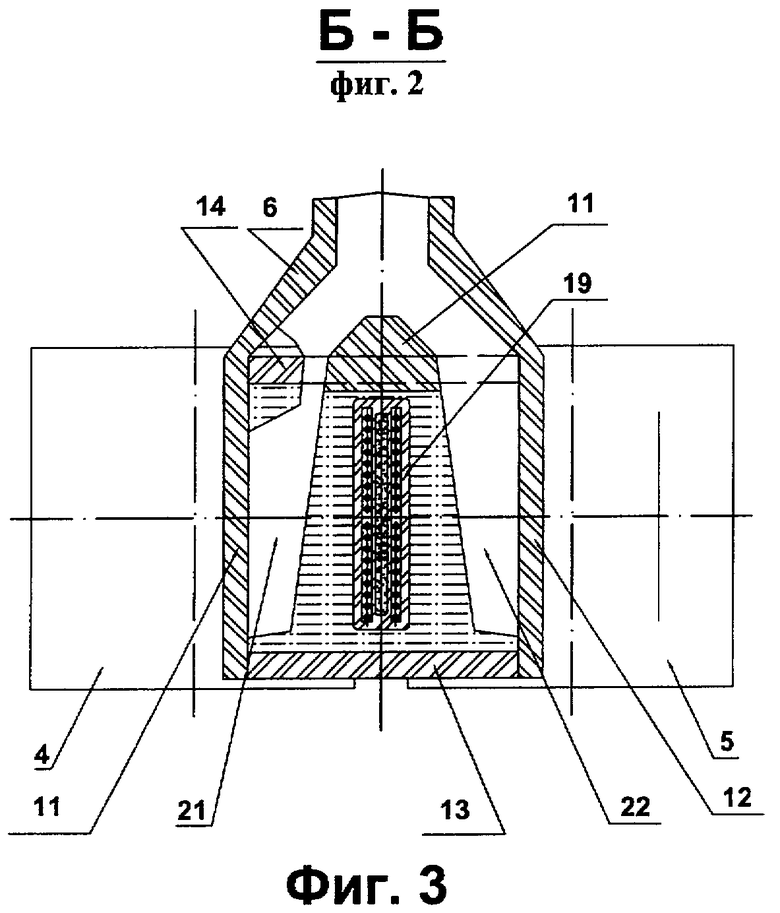
- на фиг.3 представлен разрез Б-Б по фиг.2;
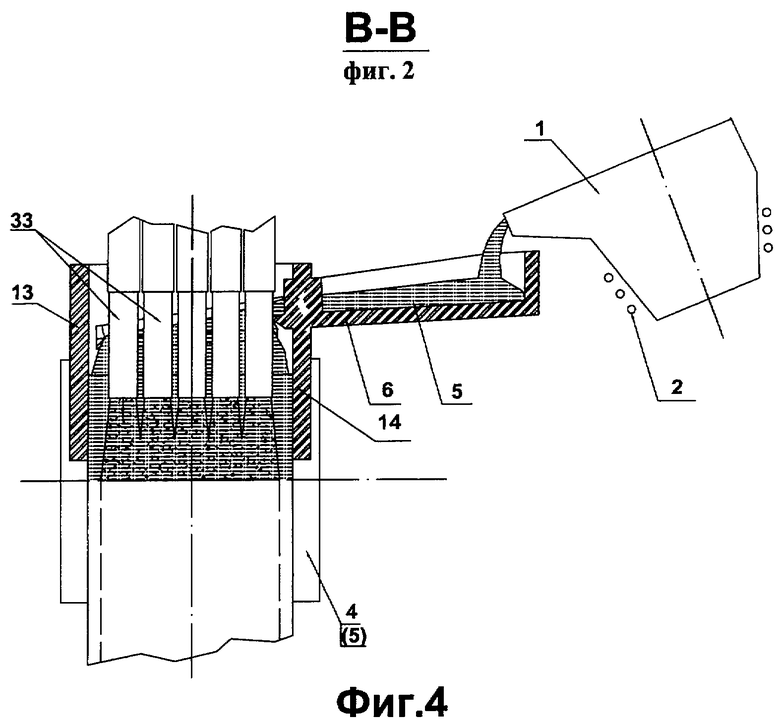
- на фиг.4 приведен вариант схемы осуществления предлагаемого способа подачи неупакованного порошка через несколько подающих головок;
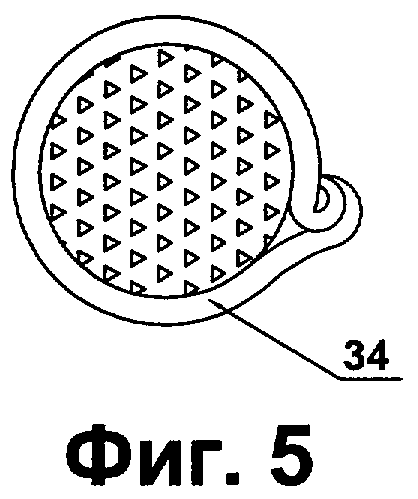
- на фиг.5 изображен разрез порошковой проволоки;
- на фиг.6 изображен разрез порошковой ленты;
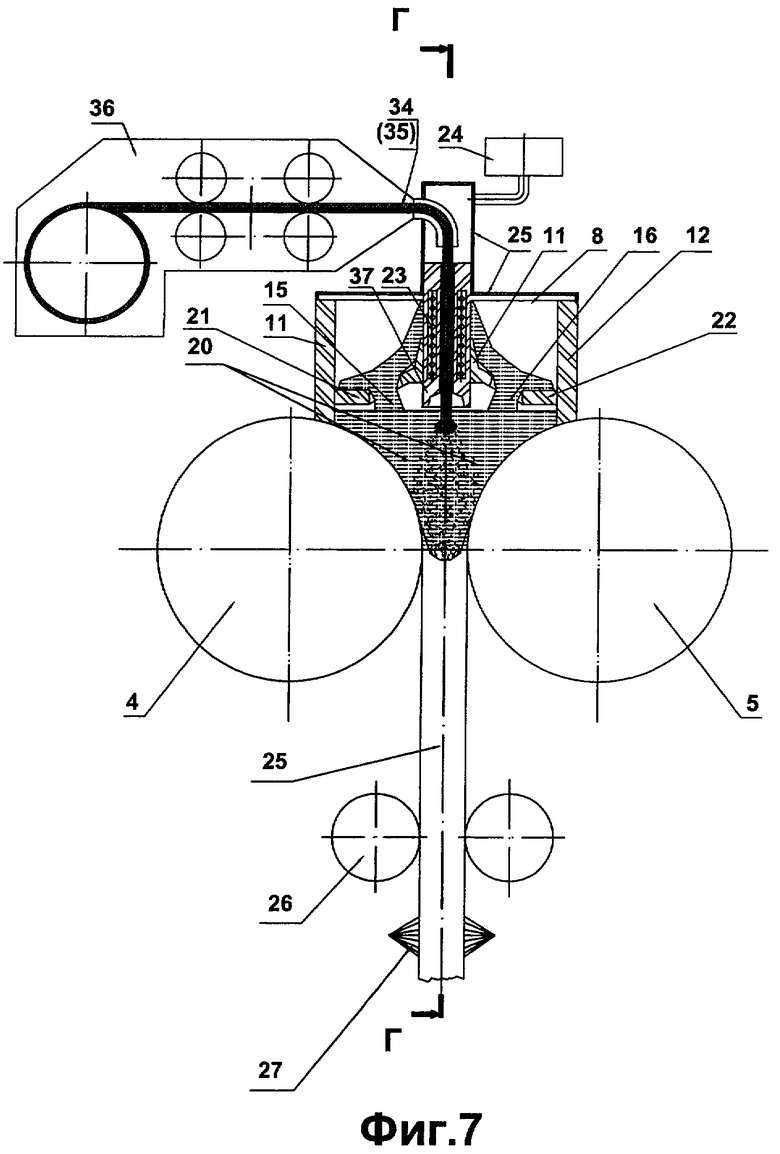
- на фиг.7 приведена схема осуществления предлагаемого способа с трайб-аппаратом для введения порошкообразных реагентов в виде порошковой проволоки или ленты;
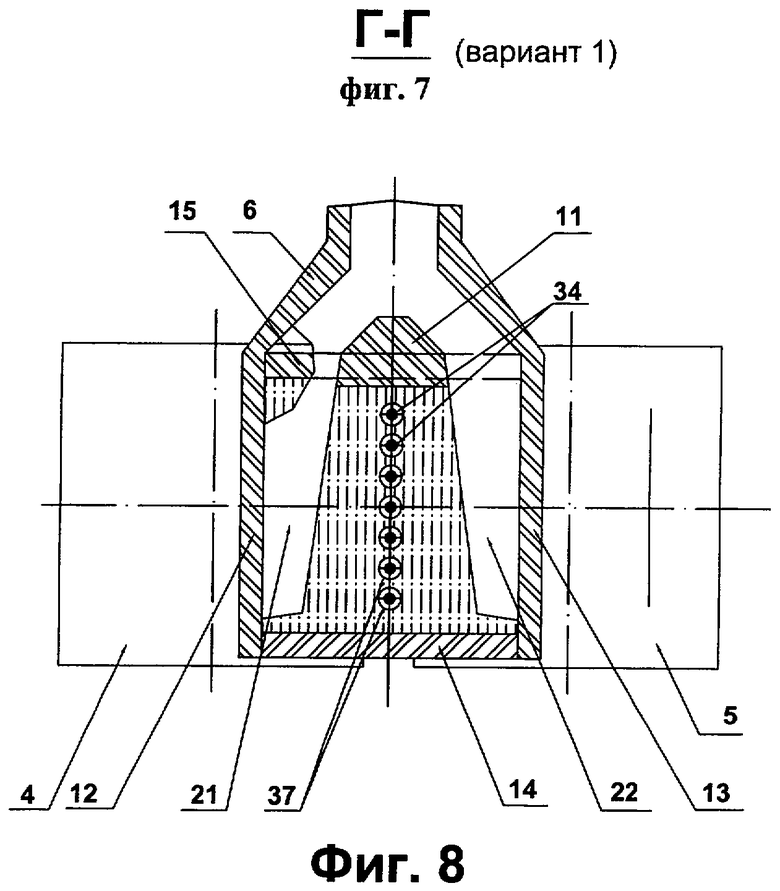
- на фиг.8 изображен разрез Г-Г по фиг.7 (вариант 1 - выполнение узла подвода для порошковой проволоки);
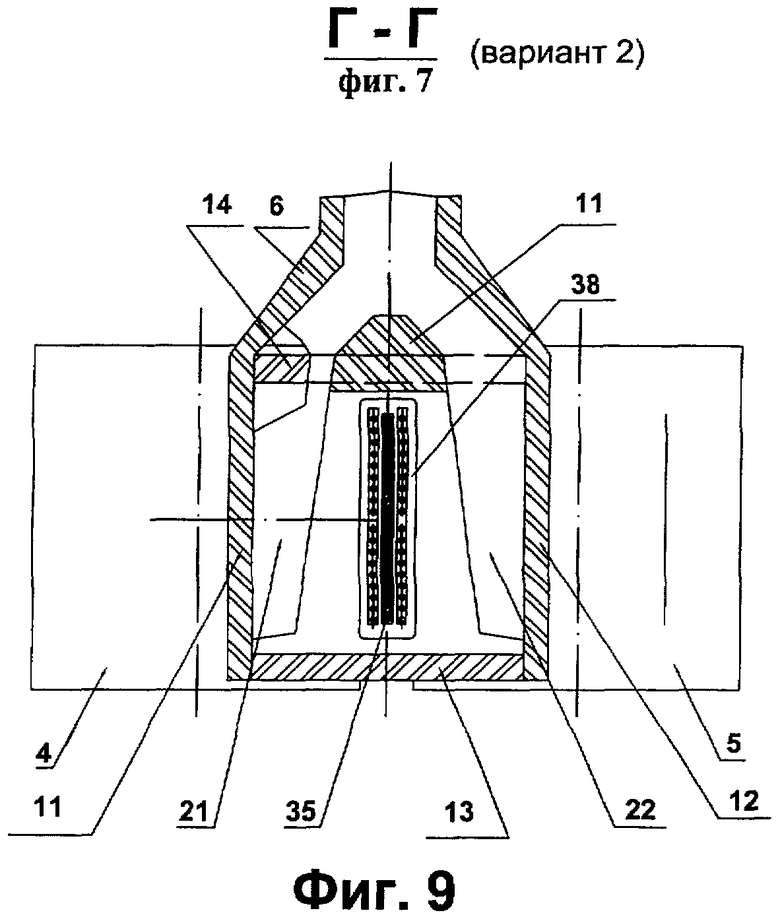
- на фиг.9 показан разрез Г-Г по фиг.7 (вариант 2 - выполнение узла подвода для порошковой ленты).
Способ осуществляется следующим образом:
Для получения металлической полосы в емкость 1 заливают расплавленный металл 2 (фиг.1). Возможно, расплавление металла непосредственно в емкости 1 с помощью индуктора 3. Включают механизм вращения и систему охлаждения валков-кристаллизаторов 4, 5 (на фиг.1 поз.5 не видна и обозначена условно) двухвалковой литейной машины. Расплавленный металл 2 выпускают в металлопровод 6, который выполнен из термостойкого материала в виде наклонного желоба 7 и приемной емкости 8, при этом напротив узла ввода 9 модифицирующего материала 10 в желобе 7 выполнена огнеупорная перемычка 11 для разделения течения расплавленного металла на два потока. Расплавленный металл 2 поступает в приемную емкость 8, образованную двумя боковыми стенками 12, 13 (на фиг.1 поз.13 не видна и обозначена условно), примыкающими к образующей валков-кристаллизаторов 4, 5 и двумя торцевыми стенками 14, 15, с вырезами, повторяющими профиль валков-кристаллизаторов 4, 5. Расплавленный металл 2 подается к валкам-кристаллизаторам 4, 5 двумя параллельными потоками 16, 17 (фиг.2) по обе стороны от узла ввода 9 порошковых реагентов 10, выполненного в виде бункера-дозатора 18 со щелевидной подающей головкой 19, расположенного в зоне захвата металла 20, образованной между валками-кристаллизаторами. Для равномерного распределения поступающего металла по ширине образующейся полосы при верхнем подводе металла на внутренних сторонах боковых стенок приемной емкости могут быть выполнены огнеупорные полки 21, 22 (фиг.2, 3).
После начала выхода закристаллизовавшегося участка полосы из валков 4, 5 вертикально вниз и вхождения его в зону вторичного охлаждения через узел ввода 9 порошкового реагента 10 в ванну металла, образованную в зоне захвата 20 жидкого металла 2 валками-кристаллизаторами 4, 5, подают порошковые реагенты 10, при этом их предварительно подогревают устройством подогрева 23 и защищают защитной атмосферой посредством устройства для создания защитной атмосферы 24 с защитными кожухами 25. Порошковые реагенты 10 в зоне захвата 20 жидкого металла 2 растворяются в жидком металле и образуют улучшенную структуру в затвердевающем металле. После прохождения начального обработанного порошками участка полосы 26 с улучшенной структурой через зону вторичного охлаждения производят ее обжатие валками 27, дополнительное охлаждение полосы с помощью форсунок 28, разрезание полосы на мерные длины при помощи ножниц 29 и окончательную прокатку полосы 26 валками 30. Регулирование технологического процесса осуществляют изменением высоты уровня металла 2 в зоне захвата 20 валками-кристаллизаторами 4, 5, скоростью вращения валков-кристаллизаторов 4, 5, режимами подачи порошковых реагентов 10 в жидкий металл 2 и охлаждения по показаниям датчиков температуры и толщины полосы 31, 32.
Порошковые реагенты подают через одну общую щелевую подающую головку 19 либо через несколько подающих головок 33 с общим коллектором или с индивидуальными подводами и с возможностью независимых перемещений (фиг.4).
Порошковые реагенты в виде порошковой проволоки 34 (фиг.5) или порошковой ленты 35 (фиг.6) подают трайб-аппаратом 36 (фиг.7) через круглые 37 (фиг.8) или прямоугольные 38 (фиг.9) подающие головки.
Для варианта использования порошковых реагентов в виде неупакованного порошка в струе инертного газа в устройство подачи реагентов загружают порошковые реагенты. Металл загружают в плавильную емкость и расплавляют в защитной атмосфере. Включают вращение и систему охлаждения валков-кристаллизаторов, расплавленный металл при помощи устройств подачи металла заливают в промежуточную емкость, включают систему подачи и разогрева порошковых реагентов. При этом подаваемые порошковые реагенты и поверхность металла защищают при помощи защитной атмосферы. Порошковые реагенты в зоне захвата жидкого металла растворяются в жидком металле и образуют улучшенную структуру в затвердевающем металле. После начала выхода закристаллизовавшейся полосы из валков включают устройство вторичного охлаждения. После прохождения полосы через зону вторичного охлаждения производят измерение в потоке характеристик образовавшейся структуры: толщины, ширины, плотности при помощи датчиков и производят обжим полосы валками, вторично измеряют характеристики и при помощи устройства термообработки, дополнительного деформирования и охлаждения производят доработку характеристик полосы. После этого полосу разрезают в потоке при помощи устройства резки, производят очистку и защиту поверхности от окисления и упаковывают в упаковочном устройстве для подачи на склад.
Для варианта использования порошковых реагентов в виде порошковой проволоки или ленты, материал в виде катушек или рулонов загружают в трайб-аппарат. Металл загружают в плавильную емкость и расплавляют в защитной атмосфере. Включают систему разогрева порошковых реагентов, вращение и систему охлаждения валков-кристаллизаторов, расплавленный металл при помощи устройств подачи металла заливают в промежуточную емкость и включают систему подачи порошковых реагентов в область жидкого металла между валками кристаллизаторами. После начала выхода закристаллизовавшейся полосы из валков включают устройство вторичного охлаждения. По мере прохождения полосы через зону вторичного охлаждения производят измерение в потоке характеристик образовавшейся структуры: толщины, ширины, плотности при помощи датчиков и производят обжатие полосы валками, вторично измеряют характеристики и при помощи устройства термообработки, дополнительного деформирования и охлаждения производят доработку характеристик полосы. После этого полосу разрезают в потоке при помощи устройства резки, производят очистку и защиту поверхности от окисления и упаковывают в упаковочном устройстве для подачи на склад.
Пример осуществления способа. При получении стальной полосы с улучшенной структурой сталь расплавляют и нагревают до температуры 1550-1600°С в индукционной печи, по металлоприемнику подают расплав в зону захвата металла двухвалковой литейной машины с нижним вытягиванием полосы, водоохлаждаемые валки-кристаллизаторы диаметром 500 мм начинают вращать с окружной скоростью 1-6 м/с и после вытягивания переднего конца отливаемой полосы из валков в расплавленный металл через щелевидный дозатор начинают подавать железный порошок, предварительно подогретый до температуры 0,4-0,5 температуры плавления разливаемого металла, в количестве 0,01-0,005 кг/кг расплава. В расплавленном металле порошок растворяется, образуя микрокристаллическую структуру с улучшенными свойствами. Параметры структуры определяются интенсивностью охлаждения и окружной скоростью вращения валков-кристаллизаторов, соответствующей скорости вытягивания полосы, а также положением сопла, расходом порошкового реагента и высотой приемной ванны. Общая толщина полосы определяется раствором валков-кристаллизаторов, который может изменяться в пределах 1-5 см. Ширина полосы, определяемая расстоянием между торцевыми стенками приемной емкости, может составлять до 1,1 м.
Выходящая из валков-кристаллизаторов полоса подвергается мягкому обжатию на 5-10% по толщине, дополнительному водовоздушному охлаждению и непрерывному контролю основных параметров в потоке, после чего разрезается на мерные длины, прокатывается до окончательной толщины.
По сравнению с лучшими известными способами получения высококачественной полосы с применением обработки отливаемого металла порошковыми реагентами предложенный способ позволяет существенно сократить энергоемкость и продолжительность процесса и при этом решить широкий спектр технологических задач: получение материалов с повышенными физико-механическими характеристиками и новыми свойствами в результате процессов легирования, модифицирования структуры, компенсации вредных влияний примесей, изменение абразивных, механических свойств, магнитных свойств, радиопрозрачности, электро-, теплопроводности, прочности и т.д. с однородным составом, за счет подачи металла сбоку двумя параллельными потоками, при наличии непрерывного литья расплавленного металла между вращающимися валками-кристаллизаторами двухвалковой литейной машины, вытягивании полосы металла в нижнем направлении, ее прокатку с подачей жидкого металла в зону захвата металла валками-кристаллизаторами двумя потоками, с образованием ванны с уровнем не ниже верхних кромок валков-кристаллизаторов, при этом реагент в виде порошка, или порошковой проволоки, или порошковой ленты вводят сверху в среднюю часть ванны.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОРИСТОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2426619C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИЦИОННОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2438828C2 |
| Способ упрочнения элементов турбомашины металломатричным композитом и установка для его осуществления | 2019 |
|
RU2724226C1 |
| ЛИТЬЕ ПОЛОСЫ ИЗ НЕСМЕШИВАЮЩИХСЯ МЕТАЛЛОВ | 2008 |
|
RU2453394C2 |
| Способ модифицирования алюминия и его сплавов | 2017 |
|
RU2674553C1 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕДИ И ЕЕ СПЛАВОВ | 1995 |
|
RU2089334C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТОГО ЛИСТА ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2007 |
|
RU2392089C1 |
| СПОСОБ ОБРАБОТКИ РАСПЛАВА МЕТАЛЛА В КОВШЕ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2014 |
|
RU2561553C1 |
| СПОСОБ ПРОКАТКИ НЕПРЕРЫВНО ОТЛИВАЕМОЙ ЗАГОТОВКИ | 1984 |
|
SU1235053A1 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2009 |
|
RU2417859C2 |
Изобретение относится к металлургии. Жидкий металл подают между вращающимися валками-кристаллизаторами двухвалковой литейной машины. Сверху в зону захвата валками-кристаллизаторами жидкого металла в направлении вытягивания полосы вводят порошковые реагенты. Подачу металла осуществляют параллельными потоками по обе стороны от ввода порошковых реагентов. Порошковые реагенты используют в виде неупакованного порошка, порошковой проволоки, порошковой ленты. Поверхность жидкого металла между валками-кристаллизаторами и узел введения порошкового реагента помещают в изолированную камеру, заполненную инертной атмосферой. Равномерное распределение по ширине полосы различных порошковых реагентов обеспечивает повышение физико-механических характеристик металлической полосы. 6 з.п. ф-лы, 9 ил.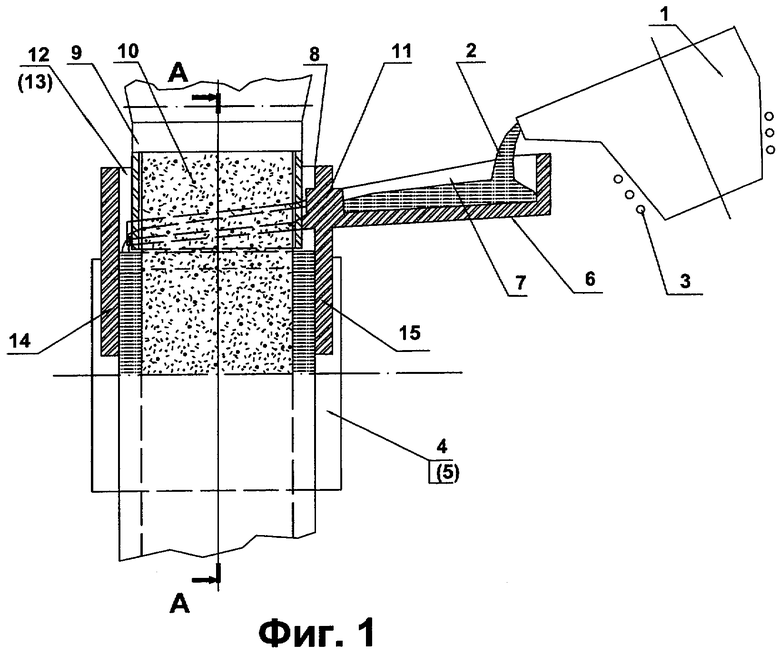
1. Способ производства металлической полосы, включающий заливку расплавленного металла между вращающимися валками-кристаллизаторами двухвалковой литейной машины, вытягивание полосы в нижнем направлении и его прокатку, причем жидкий металл подают в зону захвата металла валками-кристаллизаторами двумя потоками, отличающийся тем, что металл обрабатывают порошковыми реагентами, которые вводят сверху в зону захвата металла валками в направлении вытягивания полосы, при этом подачу металла, осуществляют параллельными потоками по обе стороны от ввода порошковых реагентов.
2. Способ по п.1, отличающийся тем, что порошковые реагенты используют в виде неупакованного порошка.
3. Способ по п.1, отличающийся тем, что порошковые реагенты используют в виде порошковой проволоки.
4. Способ по п.1, отличающийся тем, что порошковые реагенты используют в виде порошковой ленты.
5. Способ по п.1, отличающийся тем, что температура плавления порошковых реагентов не превышает температуру плавления основного металла.
6. Способ по п.1, отличающийся тем, что порошковые реагенты предварительно нагревают.
7. Способ по п.1, отличающийся тем, что поверхность жидкого металла между валками-кристаллизаторами и узел введения порошкового реагента помещают в изолированную камеру, заполненную инертной атмосферой.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Аппарат для варки каши | 1944 |
|
SU65408A1 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ РЕДКОЗЕМЕЛЬНЫМИ МЕТАЛЛАМИ | 0 |
|
SU379306A1 |
| Способ модифицирования стали редкоземельными металлами в кристаллизаторе машины непрерывного литья | 1984 |
|
SU1199441A1 |
| RU 2005108672 A, 27.10.2005 | |||
| Дождевальная система | 1985 |
|
SU1400556A1 |

