Изобретение относится к области контактной сварки из листовой стали, оно может быть использовано и в бытовых целях, например при замене наружных деталей кузова легкового автомобиля и т.п.
Широко известные аппараты контактной сварки имеют большие габариты и вес, что ограничивает рабочую зону при их использовании.
От указанных недостатков более свободны сварочные клещи для контактной точечной сварки по авторскому свидетельству СССР N 248863 (опубл. 18.07.69 Бюл. N 24). Они содержат основание (корпус), сварочный трансформатор, неподвижный и подвижный электрододержатели с электродами и привод подвижного электрододержателя, подвижный электрододержатель расположен внутри неподвижного электрододержателя, выполненного полым. Данное устройство наиболее близко к предлагаемому по назначению, но и оно имеет значительные габариты и вес из-за наличия в нем пневматического привода сжатия, водяного охлаждения. Сварочный трансформатор также имеет большой вес и габариты, его сердечник выполнен из Ш-образных пластин, уложенных внахлест. В таком исполнении трансформатор в режиме фактически короткого замыкания имеет малый КПД, а значит для обеспечения режима сварки необходимо увеличивать его мощность по сердечнику, отсюда большие размеры и вес трансформатора.
Предлагаемым изобретением решается задача уменьшения габаритов и веса аппарата контактной сварки и расширения рабочей зоны при его использовании.
Для достижения этого технического результата в аппарате ручной контактной сварки, содержащем основание, сварочный трансформатор, неподвижный и подвижный электрододержатели с электродами, трансформатор выполнен с зазором между торцами двух равных (по геометрическим размерам и качеству шлифовки торцов) Ш-образных пакетов сердечника, величина которого и число витков первичной обмотки обеспечивают соотношение токов рабочего и холостого хода Ip/Ixx = 1.2/1.0.
Отличительными признаками предлагаемого аппарата от указанного выше известного устройства, наиболее близкого к нему, является наличие зазора между торцами двух равных Ш-образных пакетов сердечника, величина которого и число витков первичной обмотки обеспечивают соотношение токов рабочего и холостого хода, равное 1.2/1.0.
Благодаря наличию этих признаков в трансформаторе обмотки расположены в зоне максимального магнитного поля. Центр обмоток совпадает с зазором сердечника, а значит находится в зоне максимального магнитного потока, а зазор препятствует выходу сердечника в режим насыщения. Подбором витков первичной обмотки обеспечивается подбор жесткости выходных характеристик. Предложенные изменения привели к увеличению КПД трансформатора под нагрузкой, т.е. в режиме фактически короткого замыкания, когда возможно достижение технологических режимов при контактной сварке. При высоком КПД трансформатора под нагрузкой и минимальных потерях мощности в шинопроводах появилась возможность изготовить трансформатор меньших габаритов с минимально короткими шинопроводами, что привело к уменьшению веса всего аппарата контактной сварки, а значит и к расширению рабочей зоны при его использовании.
Предлагаемый аппарат ручной контактной сварки иллюстрируется чертежом, где представлен его общий вид.
Аппарат ручной контактной сварки содержит: основание 1; сварочный трансформатор, состоящий из сердечника 2, каркаса 3, обмоток 4; неподвижный электрододержатель 5; подвижный электрододержатель 6; электроды 7; зазор 8 между торцами 9 равных Ш-образных пакетов сердечника 2.
Методом подбора и замеров установлено, что в трансформаторе при соотношении токов рабочего и холостого хода Ip/Ixx = 1.2/1.0 обеспечивается максимальный ток при минимальном падении напряжения, т.е. создается возможность осуществления качественной сварки пакета тонкой листовой стали. Для обеспечения этого соотношения в сварочном трансформаторе необходимо установить два равных Ш-образных пакета сердечника с зазором между их торцами и подобрать число витков первичной обмотки, чтобы величина зазора и число витков первичной обмотки обеспечивали соотношение Ip/Ixx = 1.2/1.0. Центр обмоток совпадает с зазором. Для уменьшения магнитных потерь Ш-образные пакеты выбираются с закругленными внешними торцами.
Т. к. в предлагаемом аппарате ручной контактной сварки используется трансформатор небольших габаритов, отсутствуют длинные шинопроводы, используется ручной привод сжатия и естественное воздушное охлаждение, он легок и компактен. Применяется аппарат для сварки пакета из тонкой листовой стали (толщиной 0.8+1.0 мм) в труднодоступных местах, он универсален, т.е. расширилась зона его использования, появилась возможность применения его в быту, например при замене наружных деталей кузова легкового автомобиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНЦЕВОЙ КРАН | 1999 |
|
RU2181674C2 |
| АВТОМАТИЧЕСКИЙ РЕГУЛЯТОР ТОРМОЗНОЙ РЫЧАЖНОЙ ПЕРЕДАЧИ ОДНОСТОРОННЕГО ДЕЙСТВИЯ | 1999 |
|
RU2166451C2 |
| АВТОМАТИЧЕСКИЙ РЕГУЛЯТОР РЕЖИМОВ ТОРМОЖЕНИЯ ТРАНСПОРТНОГО СРЕДСТВА | 1999 |
|
RU2180627C2 |
| Сварочный аппарат | 1991 |
|
SU1835092A3 |
| НАКЛАДНАЯ ВИБРАЦИОННАЯ МАШИНА ДЛЯ ВЫГРУЗКИ СЫПУЧИХ ГРУЗОВ ИЗ ПОЛУВАГОНОВ | 2000 |
|
RU2181688C2 |
| НАДРЕССОРНАЯ БАЛКА ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2000 |
|
RU2193987C2 |
| КОНТАКТНО-ДУГОВОЙ СВАРОЧНЫЙ АППАРАТ И СПОСОБ НАМОТКИ ЕГО ТОРОИДАЛЬНОГО СИЛОВОГО ТРАНСФОРМАТОРА | 1993 |
|
RU2111097C1 |
| НАДРЕССОРНАЯ БАЛКА ТЕЛЕЖКИ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 1999 |
|
RU2181676C2 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1992 |
|
RU2053072C1 |
| ТРИАНГЕЛЬ ТОРМОЗНОЙ РЫЧАЖНОЙ ПЕРЕДАЧИ | 2001 |
|
RU2199458C2 |
Изобретение относится к контактной сварке из листовой стали и может быть использовано в бытовых целях, например при замене наружных деталей кузова легкового автомобиля. Уменьшение габаритов и веса аппарата достигается тем, что он выполняется в виде двух равных Ш-образных пакетов сердечника с зазором между их торцами. Величина зазора и число витков первичной обмотки выбираются из условия обеспечения соотношения токов рабочего и холостого хода, равного 1,2 : 1,0. 1 ил.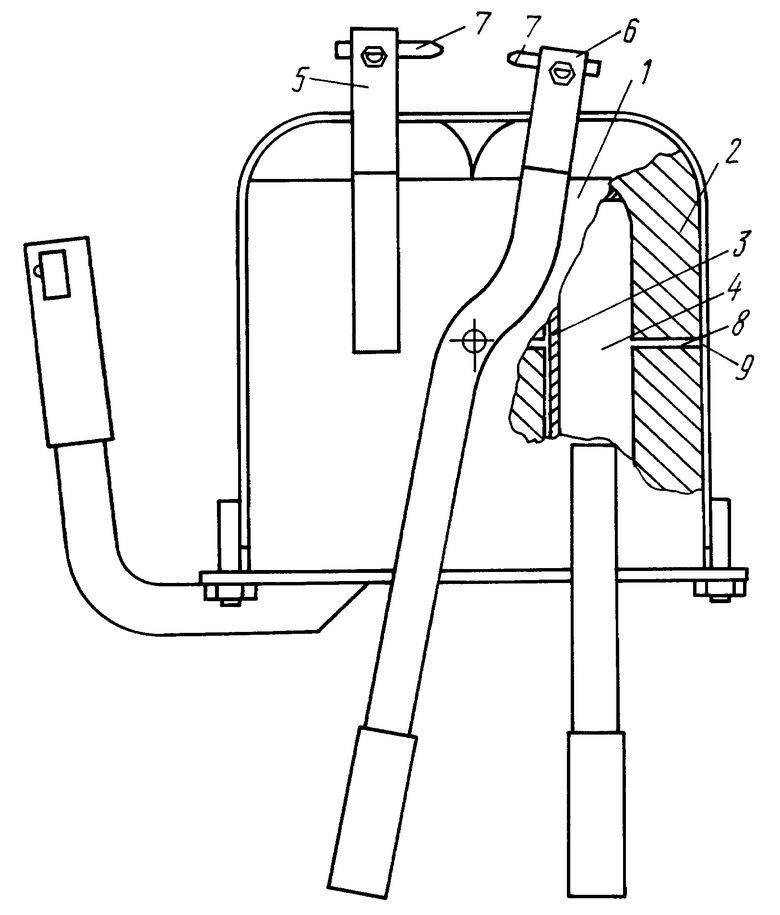
Аппарат ручной контактной сварки, содержащий основание, сварочный трансформатор, неподвижный и подвижный электрододержатели с электродами, отличающийся тем, что сварочный трансформатор выполнен в виде двух равных Ш-образных пакетов сердечника с зазором между их торцами, величина которого и число витков первичной обмотки выбраны из условия обеспечения соотношения токов рабочего и холостого хода, равным 1,2 : 1,0.
| СВАРОЧНЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ'^ВШШ-"orf't^ft^fi^^^^^J^:^it;i- ^-fo-YCл:l;iчeGкa,sЗ | 0 |
|
SU248863A1 |
| СВАРОЧНЫЕ КЛЕЩИ | 1992 |
|
RU2056986C1 |
| RU 2060133 C1, 20.05.1996 | |||
| Загрузочное устройство конвейерной машины | 1976 |
|
SU569831A1 |
| US 5239155, 24.09.1993. | |||

