Изобретение относится к ленточной разливочной установке, в частности для отливки из стали ленты.
При ленточной разливке стали в соответствии с необходимой толщиной подвергнутой чистовой горячей прокатке ленты (1-3 мм) и при требуемой горячей деформации для достижения достаточных свойств материала можно выбрать в значительной степени оптимальной толщину разливки ленты (например, около 10 мм).
Из DE 3142099 известно устройство для непрерывной разливки металла, которое содержит подающее устройство для жидкого металла, несущую ленту для жидкого и застывшего металла, а также плотно прилегающие к несущей ленте боковые ограничители. Последние закреплены на несущей ленте по типу звенной цепи.
Подобная конструкция технически довольно сложна. Она пригодна также, в основном, лишь для относительно малой ширины ленты. При большей ширине ленты вызванное тепловой нагрузкой напряжение в носителе существенно выше, чем у узких лент, так что при большой ширине ленты действующая в качестве усиления конструкция вращающегося наподобие цепи бокового ограничителя использоваться не может.
У бокового ограничителя, неподвижного относительно направления транспортировки отлитой ленты или носителя, в отдельных случаях в процессе разливки происходит налипание застывшей стали. Это приводит к массивным дефектам ленты и сбоям в работе вплоть до прекращения процесса разливки. Подобные проблемы возникают на подающем устройстве. Также на нем в отдельных случаях налипает застывшая сталь, что вызывает те же трудности.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является ленточная разливочная установка, известная из европейского патента ЕРО 600248 A1 (08.06.64, кл. B 22 D 11/06).
Известная установка содержит подающее устройство для жидкого металла, несущую ленту для жидкого и застывшего металла, а также плотно прилегающие к несущей ленте боковые ограничители. Далее подающее устройство и боковые ограничители выполнены с возможностью колебания в плоскости несущей ленты и соединены с устройством для генерирования колебаний, ориентированных перпендикулярно направлению транспортировки ленты.
Такое конструктивное выполнение ленточной разливочной установки не предотвращает налипания застывшей стали на ленту, что приводит к ее дефектам. Налипание застывшей стали происходит и на подающем устройстве. Все вышеизложенное затрудняет технологический процесс разливки и даже может привести к неурочному останову установки.
Поэтому в основу изобретения положена задача создания разливочной установки для отливки лент, которая надежно предотвращала бы налипание застывшей стали на подающее устройство и на боковые ограничители.
Поставленная задача решается тем, что в ленточной разливочной установке, содержащей подающее устройство для жидкого металла, несущую ленту для жидкого и застывшего металла и плотно прилегающие к ней боковые ограничители, причем подающее устройство и/или боковые ограничители выполнены с возможностью колебаний и соединены с устройством для генерирования колебаний, согласно изобретению колебания подающего устройства и/или боковых ограничителей ориентированы перпендикулярно направлению транспортировки ленты, а боковые ограничители установлены под углом друг к другу с возможностью его регулирования.
Колебание происходит, следовательно, в плоскости несущей ленты или отлитой стальной ленты, однако поперек направления транспортировки. Это имеет то преимущество, что конструктивные затраты ниже, чем при колебании в направлении транспортировки, при котором боковой ограничитель необходимо было бы направлять точно по всей длине. Кроме того, в этом выполнении колебание можно оптимально регулировать предпочтительно в зоне металлургической длины (от зоны разливки до зоны застывания ленты) за счет того, что, например, боковые ограничители в этой зоне разделяют на отдельные отрезки оптимальной частоты и амплитуды каждый.
Возможность регулирования угла по отношению друг к другу относится как к противоположным боковым ограничителям, так и к отрезкам, имеющимся, при необходимости, на соответствующей стороне. За счет этого можно улучшить равномерность толщины отлитой ленты по всей ее ширине. В частности, боковые ограничители наклонены также относительно вертикали к поверхности несущей ленты.
Согласно предпочтительному примеру выполнения боковые ограничители состоят из водоохлаждаемых полых профилей.
Устройства для генерирования колебаний представляют собой предпочтительно эксцентриковые приводы, однако могут использоваться также электромагниты или гидроцилиндры. Колебания могут иметь помимо прочего синусообразную, пилообразную или трапециевидную форму. Частота составляет, например, 50 Гц при ходе, например, 0,5 мм. Подвод охлаждающей воды осуществляется по гибким шлангам. При наличии предпочтительно над отлитой лентой крышки для уплотнения между боковыми ограничителями и крышками расположен слой температуростойкого уплотнительного материала, в частности войлока из керамических нитей. Соответствующее уплотнение предусмотрено между подающим устройством и несущей лентой, причем предпочтительно между несущей лентой и уплотнением вставлен еще алюминиевый лист, так что при колебании возникает лишь относительное движение между слоем войлока и алюминиевым листом. Подающее устройство и боковые ограничители удерживаются предпочтительно винтовыми пружинами.
Согласно еще одному предпочтительному варианту выполнения ограничители могут совершать колебательное движение одновременно перпендикулярно и параллельно движению ленты (направление разливки), так что, в целом, возникает усилие сдвига, действующее также в направлении разливки на кромку ленты. В частности, колебание имеет составляющие во всех трех пространственных направлениях.
Кроме того, колебание может быть ориентировано перпендикулярно поверхности ленты.
В особом варианте выполнения возбуждение колебаний происходит за счет ударов в продольном и поперечном направлениях бокового ограничителя. Благодаря этому можно внезапно создавать продольные волны, которые надежно предотвращают налипание.
Другие цели и преимущества изобретения станут более понятны из следующего конкретного примера выполнения и чертежа, на котором схематично представлена ленточная разливочная установка согласно изобретению, в перспективе.
Ленточная разливочная установка содержит подающее устройство 4 для жидкого металла, несущую ленту 6 для жидкого и застывшего металла и боковые ограничители 2, 3, плотно прилегающие к несущей ленте 6. Подающее устройство 4 и/или боковые ограничители 2, 3 выполнены с возможностью колебания в плоскости несущей ленты 6 и соединены с устройством для генерирования колебаний (не показано).
Жидкий металл из литейного ковша 1 подается в подающее устройство 4, а оттуда распределяется на несущую ленту 6, которая движется в направлении 7, и застывает там в виде отлитой ленты 5.
Боковые ограничители 2, 3 регламентируют ширину ленты из застывшего металла.
Чтобы предотвратить налипание застывающего металла к подающему устройству 4 и к боковым ограничителям 2, 3, подающее устройство 4 выполнено с возможностью колебания в вертикальном направлении 8, а боковые ограничители выполнены с возможностью колебания в вертикальном направлении 9, а именно перпендикулярно направлению транспортировки ленты 6. Подающее устройство 4 и боковые ограничители 2, 3 приводятся в колебание посредством собственных приводов (не показаны).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНАЯ РАЗЛИВОЧНАЯ УСТАНОВКА | 1997 |
|
RU2160176C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО РАЗЛИВА | 1996 |
|
RU2138345C1 |
| ТРАНСПОРТЕРНАЯ ЛЕНТА УСТАНОВКИ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЛЕНТ ИЗ МЕТАЛЛА | 1994 |
|
RU2113315C1 |
| СПОСОБ ОХЛАЖДЕНИЯ РАСПЛАВЛЕННОЙ СТАЛИ ПРИ ЛИТЬЕ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2122919C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2163934C2 |
| ПЕЧНАЯ УСТАНОВКА В КАЧЕСТВЕ ПРОМЕЖУТОЧНОГО НАКОПИТЕЛЯ | 1992 |
|
RU2079391C1 |
| СПОСОБ РАЗЛИВКИ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2160651C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НАПРАВЛЕНИЯ ЗАГОТОВОК ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ МЕТАЛЛА | 1995 |
|
RU2139166C1 |
| СПОСОБ НАПРАВЛЕНИЯ НЕПРЕРЫВНЫХ ЗАГОТОВОК В УСТАНОВКЕ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2147262C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ТОНКИХ ПЛОСКИХ СЛИТКОВ ИЗ МЕТАЛЛА | 1996 |
|
RU2149074C1 |
Изобретение относится к области черной металлургии, конкретнее к ленточной разливочной установке с плотно прилегающими к несущей ленте для жидкого и застывшего металла боковыми ограничителями. Подающее устройство (ПУ) для жидкого металла и/или боковые ограничители (БО) выполнены с возможностью колебания и соединены с устройством генерирования колебаний. Колебания (ПУ) и/или (БО) ориентированы перпендикулярно направлению транспортировки ленты. (БО) установлены под углом друг к другу с возможностью его регулирования. (БО) могут быть выполнены с возможностью осуществления колебаний одновременно перпендикулярно и параллельно направлению разливки. Технический результат - предотвращение налипания застывшей стали на (ПУ) и (БО). 2 з.п. ф-лы, 1 ил.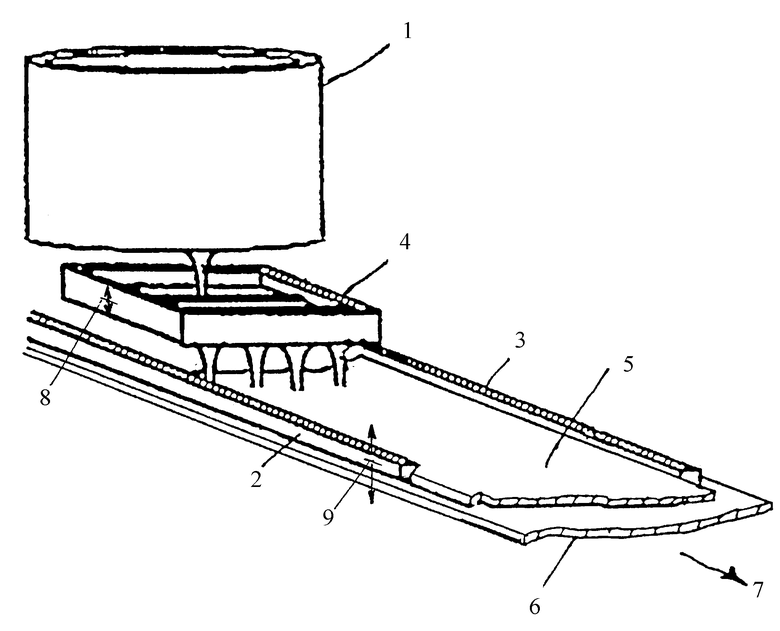
| Сытковое соединение полых телескопически установкленных секций свай | 1977 |
|
SU600248A1 |
| JP 61042455 A, 28.02.1986 | |||
| JP 61056756 A, 30.07.1986 | |||
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА НА ДВИЖУЩУЮСЯ КОНВЕЙЕРНУЮ ЛЕНТУ | 1947 |
|
SU80096A1 |
| JP 62211167, 01.03.1989. | |||

