Изобретение относится к области черной металлургии, в частности к способам обработки жидкой стали в сталеразливочном ковше после выпуска металла из печи.
Известен способ обработки стали в сталеразливочном ковше, в котором готовый металл перед разливкой выдерживают в ковше в течение 5-15 минут. После выпуска из печи шлака в ковше его загущают ("Мартеновское производство стали (основной процесс)". Комитет физической химии сталеплавильщиков отдела черных металлов Американского общества горных инженеров и металлургов, Государственное научно-техническое издательство литературы по черной и цветной металлургии, Москва, 1947, с. 273, 277).
Недостатком известного способа является затягивание канала сталеразливочного стакана, что приводит к прерыванию струи для прожигания канала кислородом, следствием чего является образование брака в виде спаев, попадание посторонних окислов на поверхность разливаемого металла, повышенный износ огнеупорной футеровки сталеразливочного ковша на границе шлак-металл.
Наиболее близким по технической сущности и достигаемому результату к изобретению является способ обработки стали в сталеразливочном ковше, включающий выпуск из печи в сталеразливочный ковш расплава металла при определенной для конкретной марки стали температуре, подачу материалов для загущения шлака в ковше, выдержку готовой стали в ковше и последующую ее разливку при определенной температуре через промежуточный ковш (Временная технологическая инструкция ВТИ 103-ЭС-512-97, "Производство железнодорожных рельсов из электростали, разлитой на МНЛЗ", ОАО "Кузнецкий металлургический комбинат", г. Новокузнецк, 1997. С. 4-6).
Однако данному способу также присущи указанные выше недостатки.
Желаемым техническим результатом изобретения является повышение производительности печи, снижение энергоресурсов, брака при использовании традиционных огнеупоров в печном пространстве и в сталеразливочном ковше за счет изменения структурно-чувствительных свойств (кинематической вязкости, поверхностного натяжения, плотности и т.д.), влияющих в свою очередь, на затягивание канала стакана; снижение активности шлака на границе шлак-металл для повышения стойкости огнеупорной футеровки сталеразливочного ковша.
Это достигается тем, что в известном способе обработки стали в сталеразливочном ковше, включающем выпуск из печи в сталеразливочный ковш расплава металла при определенной для конкретной марки стали температуре, подачу материалов для загущения шлака в ковше, выдержку готовой стали в ковше и последующую ее разливку при определенной температуре через промежуточный ковш, по изобретению, перед разливкой выдержку готовой стали в ковше осуществляют в течение 40 - 80 минут, при этом температуру стали в промежуточном ковше понижают на 20oC.
Кроме того, подачу материалов для загущения шлака в ковше производят с начала его схода из печи равномерно в течение всей этой операции.
В качестве материалов для загущения шлака в ковше используют материалы, содержащие основные окислы при работе на основных шлаках, например, доломит с порогов печи, известь.
Продолжительность выдержки стали в ковше перед разливкой в зависимости от емкости ковша выбирается в пределах 40-80 минут. Для конкретных условий длительность выдержки определяется по снижению температуры стали в промежуточном ковше на 20oC, что позволяет разливать сталь без прожиганий каналов сталеразливочных стаканов более длительное время.
Предлагаемый способ был реализован в мартеновской печи садкой 480 т и 100 тонной дуговой электропечи при разливке стали на МНЛЗ в заготовки в виде слябов, сечением 200х1400...1500 мм, через цирконовые стаканы в промежуточном ковше и графитовые погружные.
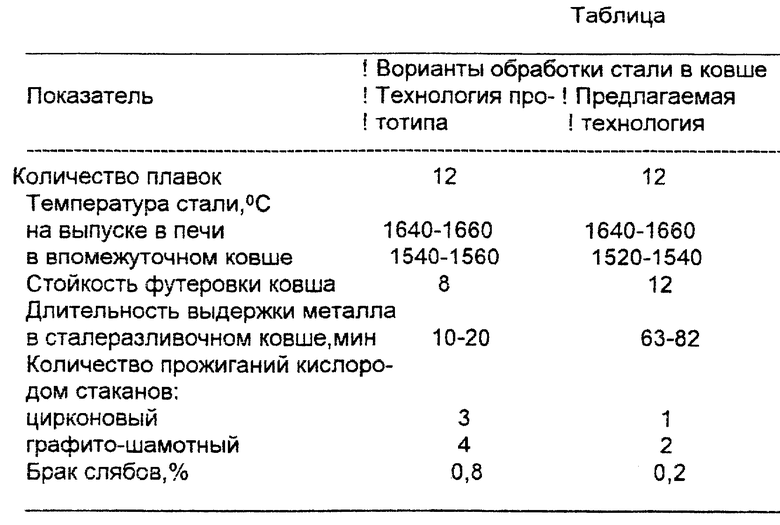
Полученные результаты приведены в таблице.
Исследования показали, что каналы графито-шамотных стаканов затягиваются чаще, чем цирконовые из-за различия их теплофизических свойств, межповерхностных энергий и характером химических взаимодействий.
При такой выдержки стали происходит выравнивание температуры в объеме ковша в результате ее циркуляции из-за разницы температур.
Более низкая температуры разливки улучшает качество и служебные характеристики металла.
Пример. Из мартеновской печи в 3 ковша емкостью 130 и два 175 тт выпустили сталь 15ХСНД с 1650oC. В один 175-тонный ковш при сходе шлака равномерно под струю подавали обоженный на порогах доломит в количестве 1,5 т. После выпуска плавки металл на стенде до начала разливки выдержали в течение 80 мин. Разливка стали из этого сталеразливочного ковша проведена на МНЛЗ без прожиганий коналов погружных и в промежутоных ковшах стаканов на обоих ручьях при температуре металла в промковше 1530oC. Кроме головной и донной обрези отходов в виде брака не было. При прокатке толстого листа брака с первого передела также не было.
Аналогичные плавки проведены на 100 т дуговой электропечи с разливкой на МНЛЗ также в слябные заготовки. Для сравнения технико-экономических показателей с прототипом брались данные параллельно выпущенного с этой же плавки в другой 175 т ковш.
Результаты всех данных приведены в таблице. Анализ показывает, что использование описанной технологии уменьшает количество прожиганий каналов цирконовых стаканов в 1,6 - 3,4; графито-шамотные - в 1,4 раза меньше, соответственно брак уменьшился в 2,3 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТОПЛЕНИЯ МАРТЕНОВСКОЙ ПЕЧИ | 1999 |
|
RU2170268C2 |
| ПЕЧНОЙ АГРЕГАТ ДЛЯ ПИРОМЕТАЛЛУРГИЧЕСКОЙ ПЕРЕРАБОТКИ ПОЛИМЕТАЛЛИЧЕСКОГО СЫРЬЯ И СПОСОБ ПЕРЕРАБОТКИ | 1999 |
|
RU2191210C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 2008 |
|
RU2374330C1 |
| СПОСОБ ВЫПЛАВКИ, РАСКИСЛЕНИЯ, ЛЕГИРОВАНИЯ И ОБРАБОТКИ СТАЛИ | 2009 |
|
RU2405046C1 |
| СПОСОБ ВЫПЛАВКИ ПРИРОДНОЛЕГИРОВАННЫХ СТАЛЕЙ И СПЛАВОВ В ПОДОВЫХ ПЕЧАХ | 1994 |
|
RU2113496C1 |
| СПОСОБ ПРОИЗВОДСТВА УГЛЕРОДИСТОЙ СТАЛИ | 2006 |
|
RU2304622C1 |
| Способ производства непрерывно-литой подшипниковой стали | 1988 |
|
SU1696492A1 |
| Способ непрерывной разливки стали в заготовки малого сечения | 2019 |
|
RU2723340C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ В ДУГОВЫХ ПЕЧАХ | 1995 |
|
RU2094479C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ С ПОСЛЕДУЮЩЕЙ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ В ЗАГОТОВКУ МАЛОГО СЕЧЕНИЯ | 2011 |
|
RU2460807C1 |
Изобретение относится к черной металлургии, в частности к обработке жидкой стали в сталеразливочном ковше. Способ включает выпуск из печи при определенной температуре для конкретной марки стали жидкого металла в сталеразливочный ковш. Выдержку готовой стали в течение 40-80 мин в сталеразливочном ковше до начала разливки. Во время выпуска металла из печи шлак загущают в течение всего схода его из печи в ковш. Температуру стали в промежуточном ковше понижают на 20°С. Технический результат - повышение производительности печи, снижение энергоресурсов, брака при использовании традиционных огнеупоров в печном пространстве и в сталеразливочном ковше, повышение стойкости огнеупорной футеровки сталеразливочного ковша. 1 з.п. ф-лы, 1 табл.
| Производство железнодорожных рельсов из электростали, разлитой на МНЛЗ | |||
| Клапанный регулятор для паровозов | 1919 |
|
SU103A1 |
| Новокузнецк, 1997, с.4-6 | |||
| 1992 |
|
RU2002814C1 | |
| Способ выплавки и внепечной обработки стали | 1990 |
|
SU1744122A1 |
| Способ внепечной обработки стали и мартеновская печь | 1980 |
|
SU910793A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| МЕХАНИЗМ НАВЕСКИ ТРАКТОРА | 2013 |
|
RU2542761C1 |
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
