Изобретение относится к литейному производству и может быть использовано при изготовлении рабочих частей штампа, применяемого для вытяжки деталей с рельефом.
Цель изобретения - повышение срока службы штампвв.
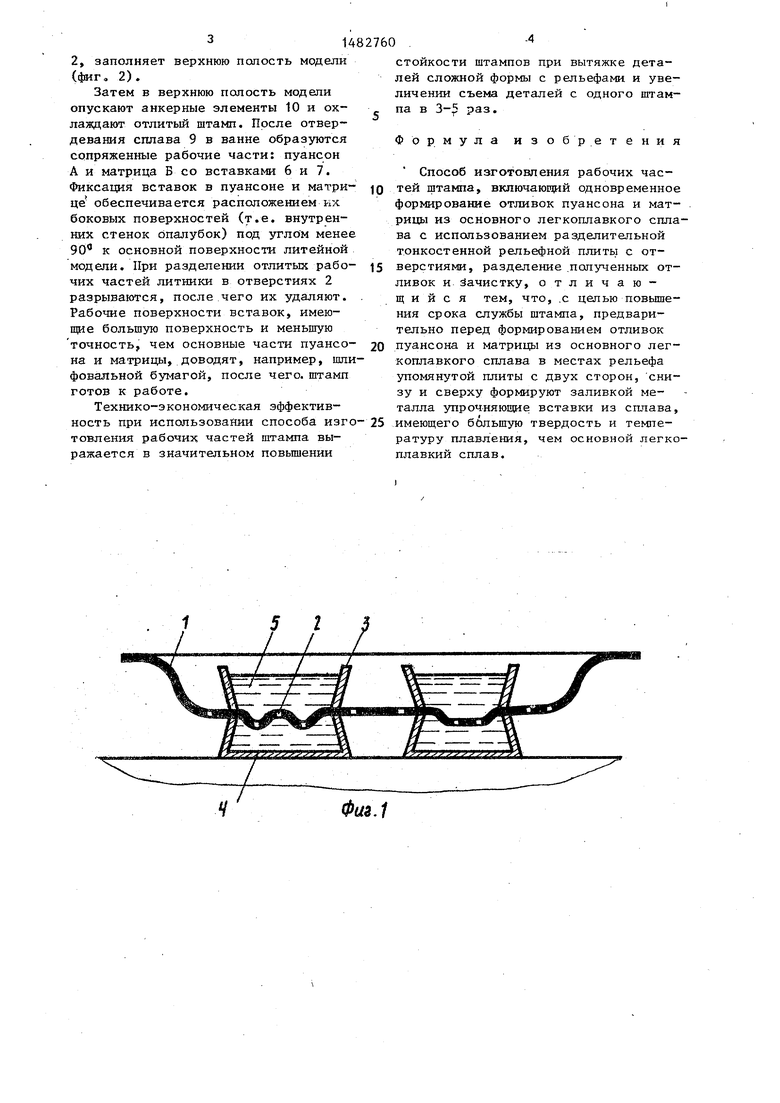
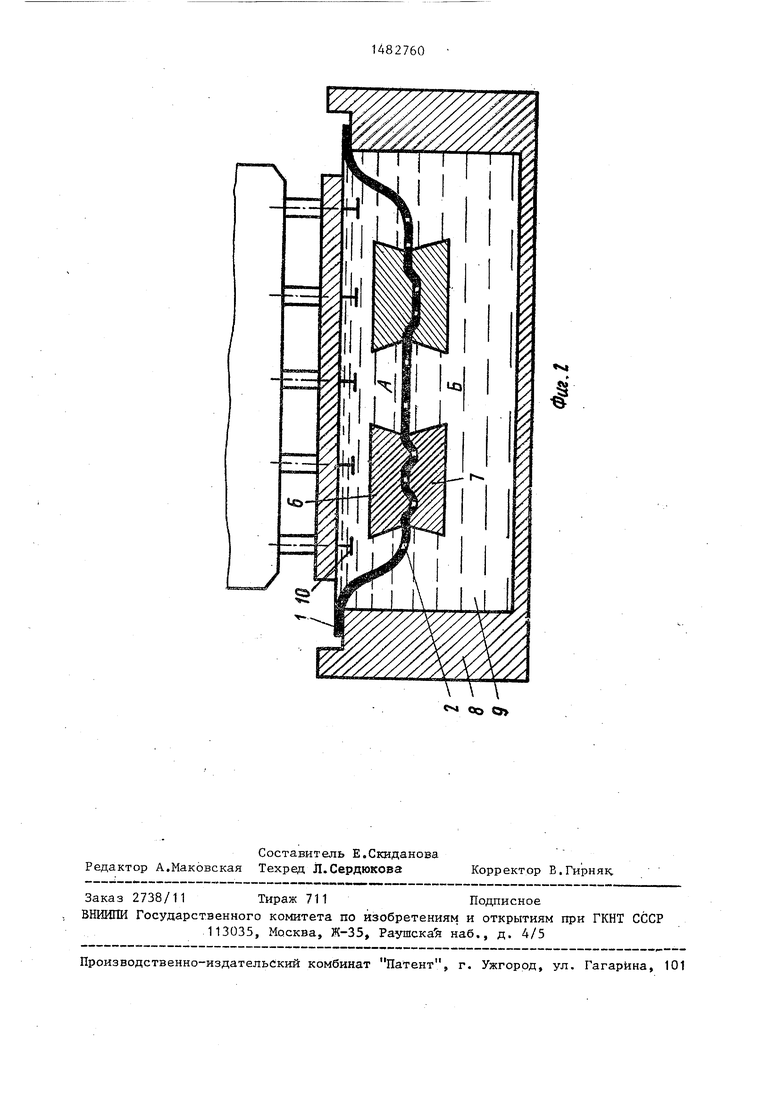
На фиг. 1 показана отливка вставок в зоне рельефов; на фиг, 2 - формирование основных частей пуансона и матрицы.
Способ осуществляют следующим образом.
Сначала на разделительную тонкостенную рельефную плиту 1 с литниковыми отверстиями 2, выполненными в том числе и в зоне рельефов, закрепляют верхние опалубки 3, нижние опалубки 4 с дном и устанавливают модель в положение отлилки (фиг. 1).
Затем в верхние опалубки 3 заливают жидкий сплав 5, имеющий большие твердость и температуру плавления, чем основной легкоплавкий сплав, из которого будут отлиты пуансоны и матрицы. Жидкий сплав 5 через литниковые отверстия 2 заполняет нижнюю опалубку 4 полностью, а затем верхние опалубки 3 до заднего уровня.. После остывания отлитых вставок опалубки удаляют. Верхние 6 и нижние 7 вставки оказываются скрепленными одна с другой через литниковые отверстия 2 и удерживаются за счет этого на литейной модели.
Далее литейную разделительную плиту 1 с закрепленными на ней вставками 6, 7 опускают в ванну 8 с: основным легкоплавким сплавом 9, который, проходя через литниковые отверстия
ГО
2, заполняет верхнюю полость модели (фиг. 2).
Затем в верхнюю полость модели опускают анкерные элементы 10 и охлаждают отлитый штамп. После отвердевания сплава 9 в ванне образуются сопряженные рабочие части: пуансон А и матрица Б со вставками 6 и 7. Фиксация вставок в пуансоне и матри- це обеспечивается расположением их боковых поверхностей (т.е. внутренних стенок опалубок) под углом менее 90° к основной поверхности литейной модели. При разделении отлитых рабо- чих частей литники в отверстиях 2 разрываются, после чего их удаляют. Рабочие поверхности вставок, имеющие большую поверхность и меньшую точность, чем основные части пуансо- на и матрицы, доводят, например, шлифовальной бумагой, после чего, штамп готов к работе.
Технико-экономическая эффективность при использовании способа изго- 25 имеющего бблыпую твердость и темпе- товления рабочих частей штампа вы-ратуру плавления, чем основной легко
ражается в значительном повышенииплавкий сплав.
Способ изготовления рабочих частей штампа, включающий одновременное формирование отливок пуансона и матрицы из основного легкоплавкого спла ва с использованием разделительной тонкостенной рельефной плиты с отверстиями, разделение полученных отливок и Зачистку, отличающийся тем, что, с целью повышения срока службы штампа, предварительно перед формированием отливок пуансона и матрицы из основного легкоплавкого сплава в местах рельефа упомянутой плиты с двух сторон, снизу и сверху формируют заливкой металла упрочняющие вставки из сплава,
имеющего бблыпую твердость и темпе- ратуру плавления, чем основной легко
стойкости штампов при вытяжке деталей сложной формы с рельефами и увеличении съема деталей с одного штампа в 3-Ј раз.
Формула изобретения
Способ изготовления рабочих частей штампа, включающий одновременное формирование отливок пуансона и матрицы из основного легкоплавкого сплава с использованием разделительной тонкостенной рельефной плиты с отверстиями, разделение полученных отливок и Зачистку, отличающийся тем, что, с целью повышения срока службы штампа, предварительно перед формированием отливок пуансона и матрицы из основного легкоплавкого сплава в местах рельефа упомянутой плиты с двух сторон, снизу и сверху формируют заливкой металла упрочняющие вставки из сплава,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫТЯЖНОГО ШТАМПА | 1991 |
|
RU2015832C1 |
| Устройство для изготовления рабочих частей вытяжных штампов | 1984 |
|
SU1253729A1 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
| ПРАВОЧНЫЙ ШТАМП ДЛЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 1994 |
|
RU2090294C1 |
| Устройство для изготовления рабочих частей вытяжных штампов из легкоплавкого сплава | 1990 |
|
SU1799678A1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ СТАЛЬНЫХ ОТЛИВОК | 2014 |
|
RU2576386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2318126C1 |
| Литейная форма для получения чугунных отливок | 1990 |
|
SU1720790A1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 2000 |
|
RU2188742C1 |
Изобретение относится к литейному производству и может быть использовано при изготовлении рабочих частей штампа, применяемого для вытяжки деталей с рельефами. Цель изобретения - повышение срока службы штампов. Формирование рабочих частей штампа производят следующим образом: сначала в зоне рельефов по тонкостенной разделительной плите с отверстиями отливают вставки из сплава, имеющего большую твердость и температуру плавления, чем основной легкоплавкий сплав, из которого потом по этой же самой плите с закрепленными на ней вставками формируют пуансон и матрицу. Способ позволяет повысить износостойкость штампов и увеличить съем деталей с одного штампа в 3-5 раз. 2 ил.
Фаг.1
«si
I
| Автомобильное производство | |||
| Сборник, 1985, № 11, с | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент Великобритании № 1228584, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
