Изобретение относится к области электротехники и может быть использовано при изготовлении электрических машин, преимущественно асинхронных двигателей.
Известен способ защитного окрашивания собранной электрической машины, включающий подвешивание электрической машины на конвейере непрерывного действия, транспортировку к участку окрашивания, подготовку, окрашивание, сушку и перемещение готовой продукции на склад (см. например, А.А.ОСЬМАКОВ, Технология и оборудование производства электрических машин, Москва, Высшая школа, 1980, с. 285-293).
Задачей настоящего изобретения является повышение качества окрашивания и производительности труда, а также технологичности при одновременном снижении трудоемкости производства работ.
Поставленная задача решается за счет того, что в способе защитного окрашивания собранной электрической машины, включающем подвешивание электрической машины на конвейере непрерывного действия, транспортировку к участку окрашивания, подготовку, окрашивание, сушку и перемещение готовой продукции на склад, согласно изобретению подвешивание электрической машины на конвейере производят с помощью монтажного приспособления в виде стержня или стержневой системы ломаной конфигурации, на нижнем участке которой жестко закрепляют под углом к горизонту, равным 20-60o, по крайней мере одну втулку, в которую вставляют свободный конец вала электрической машины с расположением центра тяжести электрической машины на вертикали, проходящей через центральную зону опирания монтажного приспособления на конвейер с сохранением знака угла наклона оси втулки к горизонту, причем все остальные операции по подготовке электрической машины к окраске, окрашиванию, сушке и перемещению окрашенной машины на склад производят, не снимая электрическую машину с монтажного приспособления.
При этом перед креплением подлежащей окрашиванию электрической машины во втулке электрическую машину могут устанавливать на плите пневмоподъемника, поднимают до уровня втулки, а после закрепления конца вала во втулке плиту пневмоподъемника возвращают в исходное положение.
После подвешивания подлежащей окрашиванию электрической машины на свободный конец вала электрической машины могут надевать защитный колпачок или наносят защитное покрытие для его предохранения от попадания лакокрасочных материалов.
Подготовку электрической машины к окрашиванию могут производить после закрепления во втулке путем обезжиривания наружной поверхности машины салфеткой, смоченной в растворителе, с последующей протиркой сухой салфеткой и сушкой на воздухе в подвешенном на монтажном приспособлении положении в течение 15 мин.
Окрашивание могут производить эмалью путем ее пневматического распыления в проходной окрасочной камере.
После окрашивания электрической машины с обработанных поверхностей фланцевого щита и мест заземления могут удалять материал окрашивания салфеткой, смоченной растворителем.
Сушку окрашенной электрической машины могут производить на монтажном приспособлении в проходной паровой печи при температуре 80-90oC в течение 1 часа.
После сушки могут производить нанесение второго слоя материала окрашивания, не снимая электрическую машину с монтажного приспособления, с последующим досушиванием в течение 1,5-2,0 часов.
Монтажное приспособление могут снабжать набором переходных втулок разного диаметра и разной длины для возможности установки и регулирования пространственного положения центра тяжести электрических машин разных типоразмеров относительно вертикали, проходящей через центральную зону опирания монтажного приспособления на конвейер.
Технический результат, обеспечиваемый приведенной совокупностью признаков, состоит в повышении качества окрашивания и производительности труда, а также технологичности при одновременном снижении трудоемкости производства работ.
Сущность изобретения поясняется чертежами, где
на фиг. 1 изображена электрическая машина, подвешенная с помощью монтажного приспособления на конвейере, в аксонометрии;
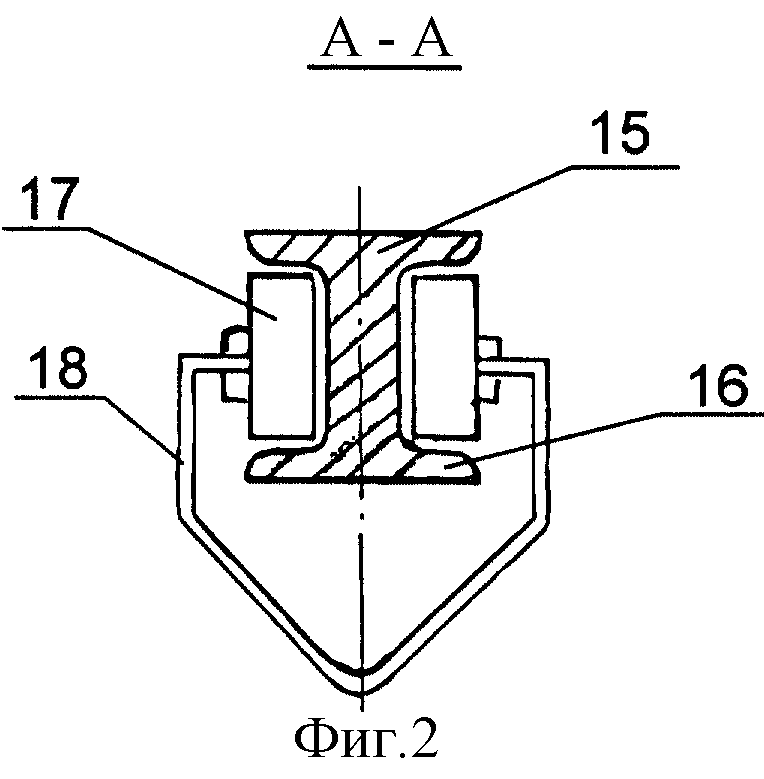
на фиг. 2 - вид по А-А на фиг. 1;
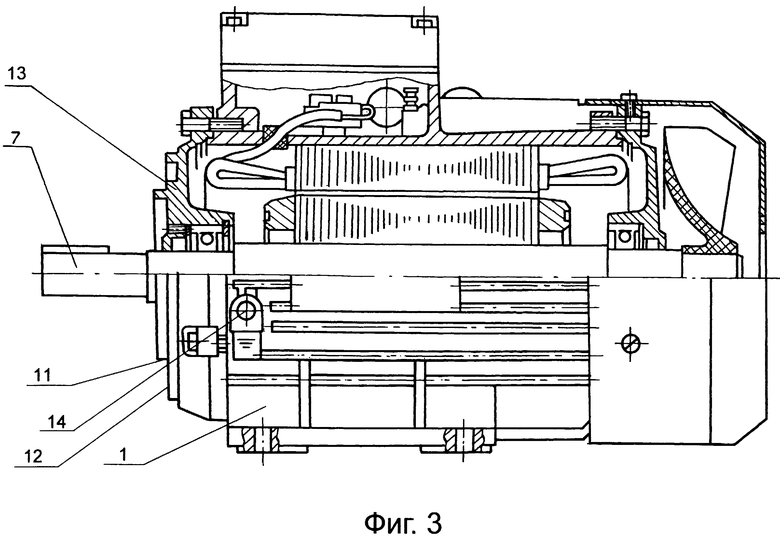
на фиг. 3 - электрическая машина с частичным разрезом, вид спереди;
Предлагаемый способ защитного окрашивания собранной электрической машины 1 включает подвешивание электрической машины 1 на конвейере 2 непрерывного действия, транспортировку к участку окрашивания, подготовку, окрашивание, сушку и перемещение готовой продукции на склад. Подвешивание электрической машины 1 на конвейере 2 производят с помощью монтажного приспособления в виде стержня 3 или стержневой системы ломаной конфигурации, на нижнем участке 4 которой жестко закрепляют под углом к горизонту, равным 20-60o, по крайней мере одну втулку 5. Во втулку 5 вставляют свободный конец 6 вала 7 электрической машины 1 с расположением центра тяжести 8 электрической машины 1 на вертикали 9, проходящей через центральную зону опирания монтажного приспособления на конвейер 2 с сохранением знака угла наклона оси 10 втулки 5 к горизонту. Все остальные операции по подготовке электрической машины 1 к окраске, окрашиванию, сушке и перемещению окрашенной машины на склад производят, не снимая электрической машину 1 с монтажного приспособления.
Перед креплением подлежащей окрашиванию электрической машины 1 во втулке 5 электрическую машину устанавливают на плите пневмоподъемника (на чертежах не показано), поднимают до уровня втулки 5.
После закрепления конца 6 вала 7 во втулке 5 плиту пневмоподъемника возвращают в исходное положение. После подвешивания подлежащей окрашиванию электрической машины 1 на свободный конец 6 вала 7 электрической машины 1 надевают защитный колпачок (на чертежах не показано) или наносят защитное покрытие для его предохранения от попадания лакокрасочных материалов.
Подготовку электрической машины 1 к окрашиванию производят после закрепления во втулке 5 путем обезжиривания наружной поверхности электрической машины салфеткой, смоченной в растворителе, с последующей протиркой сухой салфеткой и сушкой на воздухе в подвешенном на монтажном приспособлении положении в течение 15 мин.
Окрашивание производят эмалью путем ее пневматического распыления в проходной окрасочной камере.
После окрашивания электрической машины 1 с обработанных поверхностей 11 и 12 фланцевого щита 13 и мест заземления 14 удаляют материал окрашивания салфеткой, смоченной растворителем.
Сушку окрашенной электрической машины 1 производят на монтажном приспособлении в проходной паровой печи (на чертежах не показано) при температуре 80-90oC в течение 1 часа.
После сушки производят нанесение второго слоя материала окрашивания, не снимая электрическую машину 1 с монтажного приспособления, с последующим досушиванием в течение 1,5-2,0 часов.
Монтажное приспособление снабжают набором переходных втулок (на чертежах не показано) разного диаметра и разной длины для возможности установки и регулирования пространственного положения центра тяжести электрических машин разных типоразмеров относительно вертикали 9, проходящей через центральную зону опирания монтажного приспособления на конвейер 2.
Конвейер 2 может быть выполнен в виде двутавра 15, на плечах 16 которого установлены подшипники качения 17, к которым прикреплена подвеска 18 для крепления верхней, выполненной в виде крюка 19, части стержня 3, образующего монтажное приспособление. Стержень 3 выполнен ломаной конфигурации и содержит участки 20, 21, 4.
Участок 20 за исключением зоны подвески к конвейеру работает преимущественно на растягивающие усилия и его выполняют произвольного сечения, воспринимающего главным образом расчетное сочетание растягивающих нагрузок, или выполняют его аналогичным последующим участкам приспособления с целью унификации конструктивного решения.
Участки 21 и 4 работают на растяжение и изгиб, поэтому они жестко соединены между собой в узле 22 и имеют развитое поперечное сечение, обеспечивающее повышение момента инерции и пространственной жесткости. Для этого участки 21 и 4 могут быть выполнены, например, в виде тавра, двутавра, замкнутого трубчатого прямоугольного профиля. Угол между участками 20 и 21 выполняют преимущественно тупым, а между участками 21 и 4 - преимущественно прямым с отклонением от него на ±10o.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕР ДЛЯ ПОДВЕШИВАНИЯ СОБРАННОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ ПРИ ЗАЩИТНОМ ОКРАШИВАНИИ | 2000 |
|
RU2178731C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2171530C1 |
| СПОСОБ ЗАЩИТНОГО ОКРАШИВАНИЯ ПОЛЫХ ДЕТАЛЕЙ ЭЛЕКТРИЧЕСКИХ МАШИН | 2000 |
|
RU2178732C1 |
| Рым-болт | 1982 |
|
SU1062170A1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС СБОРКИ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2021 |
|
RU2761484C1 |
| СЕКЦИОННЫЙ ТРАНСПОРТЕР ДЛЯ ПЕРЕМЕЩЕНИЯ СЫПУЧИХ МАТЕРИАЛОВ ЧЕРЕЗ ПРОСТРАНСТВА С ПРЕПЯТСТВИЯМИ И СПОСОБ ОСУЩЕСТВЛЕНИЯ ТРАНСПОРТИРОВКИ СЫПУЧИХ МАТЕРИАЛОВ | 2015 |
|
RU2602156C2 |
| СПОСОБ ПРОПИТКИ ПАКЕТОВ ЛИСТОВ СТАТОРА С ОБМОТКОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2171538C1 |
| Линия для освидетельствования газовых баллонов высокого давления | 1989 |
|
SU1719764A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЕТАЛИ | 1970 |
|
SU277243A1 |
| КОМПЛЕКС ДЛЯ ПЕРЕГРУЗКИ ДРЕВЕСНЫХ ОПИЛОК С НАЗЕМНОГО СКЛАДА В ТРАНСПОРТНОЕ СРЕДСТВО | 2013 |
|
RU2536908C1 |
Изобретение может быть использовано при изготовлении электрических машин, преимущественно асинхронных двигателей. Способ защитного окрашивания собранной электрической машины включает подвешивание электрической машины на конвейере непрерывного действия, транспортировку к участку окрашивания, подготовку, окрашивание, сушку и перемещение готовой продукции на склад. Подвешивание электрической машины на конвейере производят с помощью монтажного приспособления в виде стержня или стержневой системы ломаной конфигурации, на нижнем участке жестко закрепляют под углом к горизонту, равным 20 - 60o, по крайней мере одну втулку, в которую вставляют свободный конец вала электрической машины с расположением центра тяжести электрической машины на вертикали, проходящей через центральную зону опирания монтажного приспособления на конвейер с сохранение знака угла наклона оси втулки к горизонту, причем все остальные операции по подготовке электрической машины к окраске, окрашиванию, сушке и перемещению окрашенной машины на склад производят, не снимая электрическую машину с монтажного приспособления. Технический результат состоит в повышении качества окрашивания и производительности труда, а также технологичности при одновременном снижении трудоемкости производства работ. 8 з.п.ф-лы, 3 ил.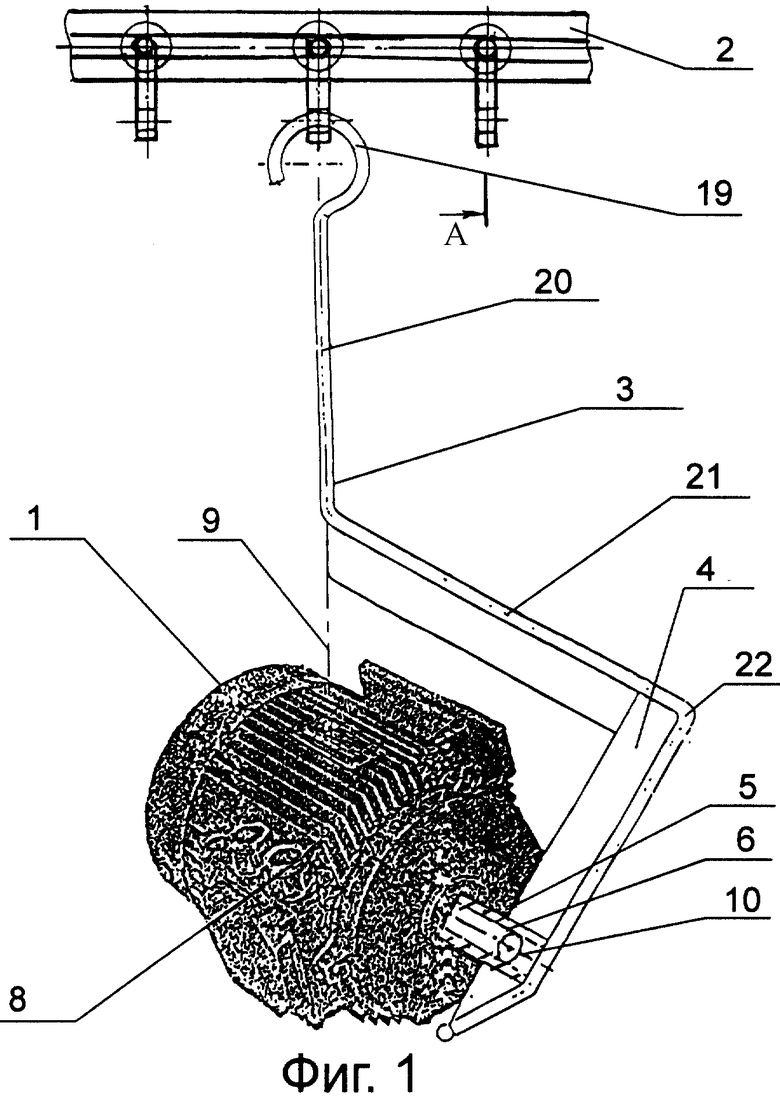
| ОСЬМАКОВ A.A | |||
| Технология и оборудование производства электрических машин | |||
| - М.: Высшая школа, 1980, с.285-293 | |||
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ПРОПИТКИ, ОКРАСКИ И СУШКИ ИЗДЕЛИЙ | 0 |
|
SU349030A1 |
| Гидромеханический пульсатор | 1973 |
|
SU489962A1 |
| ВИНОГРАДОВ Н.В | |||
| Технология производства электрических машин | |||
| - М.: Госэнерго, 1961, с.310 | |||
| ГАВРИЛОВ А.Н | |||
| и др | |||
| Технология авиационного электрооборудования | |||
| - М.: Государственное научно-техническое издательство Оборонгиз, 1963, с.242 - 243 | |||
| АНТОНОВ М.В | |||
| Технология производства электрических машин | |||
| - М.: Энергоатмоиздат, 1982, с.118-125. | |||

