Изобретение относится к области горячей объемной штамповки деталей типа фланцев, дисков и т.п.
Известен способ деформирования заготовки торцевой раскаткой, согласно которому цилиндрическую заготовку деформируют воздействием инструмента (пуансона), совершающего круговое качательное и поступательное движение, см. , например, Сапрыкин И.А. и др. Полугорячее выдавливание и сферодвижная штамповка деталей электроаппаратуры. Кузнечно-штамповочное производство, 1983, N 9, c.12-14.
Недостатком указанного способа является быстрый выход из строя пуансона в результате контакта с заготовкой, разогретой до температуры 850-900oC.
Известен способ деформирования заготовки, включающий воздействие на заготовку осевого усилия и придания ей одновременно сложного колебательного движения (см. SU 499931, МПК7 В 21 J 5/06, 23.03.1976).
В технической литературе эти способы описаны в настоящее время как способы сферодвижительной штамповки.
При этом для осуществления физического процесса деформирования заготовки между двумя сближающимися матрицей и пуансоном не имеет значение, придается сложное колебательное движение заготовке и матрице, или пуансону.
Наиболее близким аналогом к изобретению является известный способ деформирования заготовки торцевой раскаткой, включающий предварительный нагрев заготовки, ее деформацию между сближающимися матрицей и пуансоном, который совершает сложное колебательное движение с одновременным воздействие на него усилия осадки (см. RU 2018398 C1, В 21 D 7/12, 30.08.1994).
Техническим результатом изобретения является увеличение срока службы пуансона.
Для достижения технического результата в известном способе деформирования заготовки торцевой раскаткой, включающем предварительный нагрев заготовки, ее деформацию между сближающимися матрицей и пуансоном, согласно изобретению между пуансоном и деформируемой заготовкой помещают прокладку.
На чертеже изображена схема деформирования заготовки по предлагаемому способу. Предварительно нагретую заготовку 1 помещают в штамп между пуансоном 2 и матрицей 3. Пуансон совершает в процессе штамповки дополнительное сложное колебательное движение с одновременным воздействием осевого усилия на заготовку 1. При этом между пуансоном 2 и заготовкой 1 помещена металлическая прокладка 4, предохраняющая пуансон от теплового воздействия заготовки.
Предлагаемый способ деформирования заготовок может найти применение в машиностроении при горячей объемной штамповке дисков, фланцев и других деталей, хотя бы одна торцевая поверхность которых представляет из себя гладкую плоскость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ТИПА ДИСКА | 2017 |
|
RU2648429C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕС | 2000 |
|
RU2183148C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| Способ изготовления крупногабаритных дисков | 2022 |
|
RU2796033C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ПОКОВОК С ФЛАНЦЕМ | 2013 |
|
RU2540026C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ШЛИЦЕВЫХ ВТУЛОК | 1994 |
|
RU2070466C1 |
Изобретение относится к горячей объемной штамповке деталей типа фланцев, дисков и т.д. Техническим результатом изобретения является увеличение срока службы инструмента, повышение качества штампуемых деталей. Предварительно нагретую заготовку деформируют между сближающимися матрицей и пуансоном, который совершает сложное колебательное движение с одновременным воздействием на него осевого усилия осадки, при этом между пуансоном и деформируемой заготовкой помещают прокладку. 1 ил.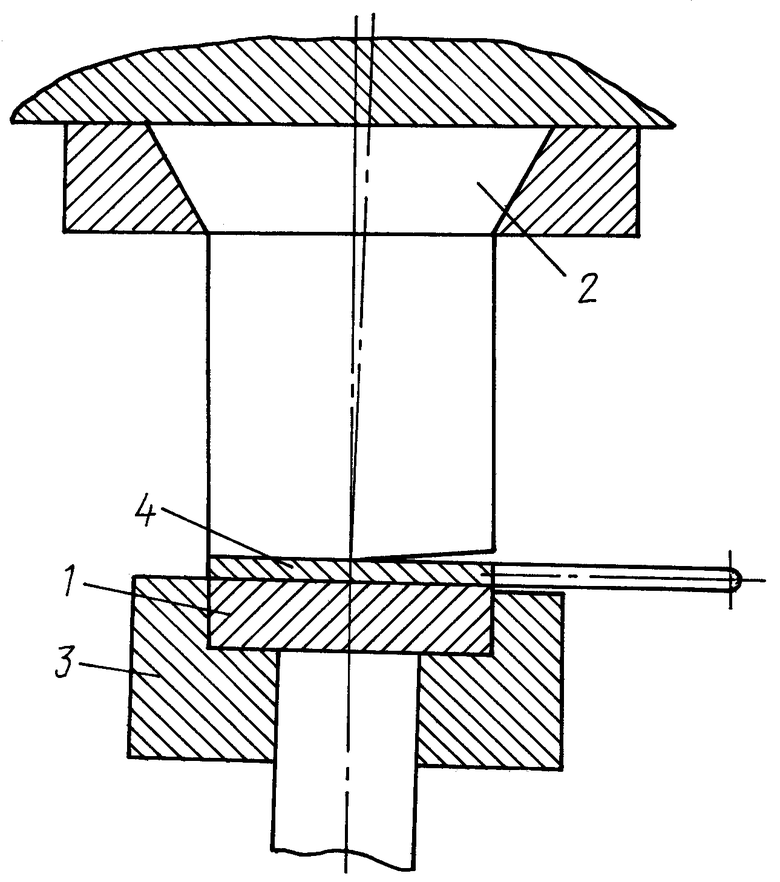
Способ деформирования заготовки торцевой раскаткой, включающий предварительный нагрев заготовки, ее деформацию между сближающимися матрицей и пуансоном, который совершает сложное колебательное движение с одновременным воздействием на него осевого усилия осадки, отличающийся тем, что между пуансоном и деформируемой заготовкой помещают прокладку.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ | 1991 |
|
RU2018398C1 |
| СПОСОБ ГОРЯЧЕГО ДЕФОРМИРОВАНИЯ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ | 0 |
|
SU257272A1 |
| Способ деформирования заготовки | 1974 |
|
SU499931A1 |

