Изобретение относится к тепломассообменным аппаратам и может найти применение в теплоэнергетике, металлургии, нефтепереработке, нефтехимии, агропромышленном комплексе и других отраслях промышленности, применяющим на своих предприятиях оборотное водоснабжение и охлаждение воды в башенных и вентиляторных градирнях.
Известен способ изготовления полой сетчатой насадки в виде трубы, включающий расплавление термопластичного полимера в экструдере, экструдирование расплава через каналы двух вращающихся в противоположные стороны фильер в виде сетчатой полой насадки с формированием в охлаждающей среде сетчатой полой насадки, при этом сформированную сетчатую насадку тянут тянущим устройством (см. патент GB №836555, опубл. 01.06.1960).
Из того же патента GB №836555 известно устройство для изготовления полой сетчатой насадки в виде трубы, содержащее экструдер, головка которого выполнена с двумя фильерами, в которых выполнены каналы для формирования сетчатой полой насадки, оправку и тянущее устройство, при этом фильеры установлены с возможностью вращения относительно друг друга в противоположных направлениях.
Данные способ и устройство позволяют изготавливать изделия в виде трубы со стенкой в виде сетки. Однако в данном способе и устройстве не предусмотрена возможность формирования изделия в виде трубы с заданной формой поверхности, что сужает возможности данных способа изготовления и устройства для изготовления сетчатой насадки в виде трубы.
Наиболее близким к изобретению по технической сущности и достигаемому результату в части способа как объекта изобретения является способ изготовления полой решетчатой насадки, а именно сепаратора, включающий расплавление термопластичного полимера в экструдере, экструдирование расплава через каналы двух фильер головки в виде решетчатой полой насадки на оправку с формированием на охлаждаемой оправке решетчатой полой насадки, повторяющей форму поверхности оправки, при этом сформированную насадку стягивают с оправки тянущим устройством (см. авторское свидетельство SU №603025, опубл. 17.12.1976).
Из того же авторского свидетельства №603025 известно наиболее близкое к изобретению по технической сущности и достигаемому результату устройство для изготовления решетчатой полой насадки, содержащее экструдер, головка которого выполнена с двумя фильерами, в которых выполнены каналы для формирования решетчатой полой насадки, оправку, расположенную за выходным сечением головки, и тянущее устройство.
Данные способ изготовления и устройство для изготовления позволяют производить изделия в виде цилиндрической трубы в решетчатой стенкой. Однако возможности данных способа и устройства для изготовления ограничены получением только цилиндрической формы изделия, которое повторяет форму цилиндрической оправки, что сужает возможности по созданию изделий в виде трубы с профилированной нецилиндрической решетчатой поверхностью.
Задачей, на решение которой направлено настоящее изобретение, является создание способа и устройства для изготовления насадок в виде трубы с решетчатой стенкой и винтообразной поверхностью.
Техническим результатом, достигаемым от реализации изобретения, является расширение функциональных возможностей за счет расширения номенклатуры производимых изделий с развитой поверхностью и стенкой нецилиндрической, в данном случае винтообразной формой.
Указанная задача в части способа как объекта изобретения достигается за счет того, что способ изготовления винтообразной решетчатой насадки для тепломассообменного аппарата включает расплавление термопластичного полимера в экструдере, экструдирование расплава через каналы двух фильер головки в виде решетчатой полой насадки на оправку с формированием на охлаждаемой оправке решетчатой полой насадки, повторяющей форму поверхности оправки, при этом сформированную насадку стягивают с оправки тянущим устройством, причем каналы в фильерах выполняют соответственно на их наружной и внутренней поверхностях в виде полуцилиндриндров, на формообразующей части оправки выполняют наружную винтообразную поверхность, центральную и охватывающую ее кольцевую фильеры вращают в противоположные стороны, расплав экструдируют через каналы фильер, при этом оправку вращают и одновременно охлаждают и таким образом формируют винтообразную полую насадку с решетчатой поверхностью и толщиной волокон от 1 до 4 мм, в процессе экструзии тянущим устройством перемещают сформированную насадку вдоль оправки и путем изменения числа оборотов оправки и создаваемого тянущим устройством усилия изменяют скорость перемещения сформированной на оправке насадки относительно головки экструдера и за счет этого путем вытяжки волокон, образующих решетчатую поверхность насадки, регулируют их толщину, размеры и форму ячеек решетки, после чего отрезают от непрерывно формируемой насадки отрезки заданной длины.
Оправка может быть предварительно жестко закреплена на центральной фильере соосно последней за ее выходным сечением, причем формообразующую часть оправки выполняют в виде пластины, скрученной в направлении вращения кольцевой фильеры головки экструдера вдоль продольной оси с образованием двухзаходной наружной винтообразной поверхности.
Оправку могут вращать от независимого привода.
Предпочтительно центральную и кольцевую фильеры вращают в противоположные стороны с одинаковой окружной скоростью.
Предпочтительно скорость вращения оправки и интенсивность охлаждения насадки выбирают из условия перехода термопластичного материала из пластичного состояния в отвержденное до схода насадки с оправки.
Указанная задача в части устройства как объекта изобретения достигается за счет того, что устройство для изготовления винтообразной решетчатой насадки для тепломассообменного аппарата содержит экструдер, головка которого выполнена с двумя фильерами, в которых выполнены каналы для формирования решетчатой полой насадки, оправку, расположенную за выходным сечением головки, и тянущее устройство, фильеры установлены с возможностью вращения в противоположные стороны и выполнены в виде центральной цилиндрической фильеры и охватывающей ее кольцевой фильеры, каналы фильер выполнены соответственно на их наружной и внутренней поверхностях в виде полуцилиндров и их диаметр составляет от 1 до 4 мм, а оправка выполнена с входным и формообразующей частями и жестко закреплена на центральной фильере соосно последней за ее выходным сечением, при этом входная часть оправки выполнена в виде цилиндрического хвостовика, которым оправка прикреплена к центральной фильере, переходящего в трапецеидальной формы пластину с двумя плоскими боковыми стенками и меньшим основанием со стороны цилиндрического хвостовика, причем формообразующая часть оправки прикреплена к большему основанию трапецеидальной пластины и выполнена с наружной винтообразной поверхностью.
Формообразующая часть оправки может быть выполнена в виде пластины, скрученной вдоль ее продольной оси в направлении вращения кольцевой фильеры с образованием двухзаходной наружной винтообразной поверхности.
Формообразующая часть оправки предпочтительно имеет, по крайней мере, 3 витка.
Согласно второму варианту выполнения указанная задача в части устройства как объекта изобретения достигается за счет того, что устройство для изготовления винтообразной решетчатой насадки для тепломассообменного аппарата содержит экструдер, головка которого выполнена с двумя фильерами, в которых выполнены каналы для формирования решетчатой полой насадки, оправку, расположенную за выходным сечением головки, и тянущее устройство, фильеры установлены с возможностью вращения в противоположные стороны и выполнены в виде центральной цилиндрической фильеры и охватывающей ее кольцевой фильеры, каналы фильер выполнены соответственно на их наружной и внутренней поверхностях в виде полуцилиндров, и их диаметр составляет от 1 до 4 мм, а оправка выполнена с приводным валом и входным и формообразующей частями, причем вал оправки пропущен через центральное продольное отверстие центральной фильеры и снабжен приводом вращения, оправка установлена за выходным сечением центральной фильеры, при этом входная часть оправки выполнена в виде соединенного с валом оправки цилиндрического хвостовика, переходящего в трапецеидальной формы пластину с двумя плоскими боковыми стенками и меньшим основанием со стороны цилиндрического хвостовика, причем формообразующая часть оправки прикреплена к большему основанию трапецеидальной пластины и выполнена с наружной винтообразной поверхностью.
Формообразующая часть оправки может быть выполнена в виде пластины, скрученной вдоль ее продольной оси в направлении вращения кольцевой фильеры с образованием двухзаходной наружной винтообразной поверхности.
Формообразующая часть оправки предпочтительно имеет, по крайней мере, 3 витка.
В ходе проведенного исследования было установлено, что использование экструдера с головкой, в которой установлены две фильеры, причем одна из фильер коаксиально охватывает другую с возможностью вращения фильер относительно друг друга в противоположные стороны, в сочетании с размещением на выходе головки экструдера соосно оси вращения фильер оправки с винтообразной наружной поверхностью позволяет создавать насадки в виде труб с винтообразной наружной поверхностью, повторяющей наружную поверхность оправки. Однако для непрерывного цикла производства необходимо постоянно снимать сформированную насадку с оправки. Это достигается тем, что оправку постоянно вращают и таким образом сформированная насадка как по шнеку перемещается по оправке, а тянущее устройство стягивает сформированную на оправке насадку со скоростью, равной осевой скорости перемещения насадки по вращающейся оправке. Выполнение каналов фильер соответственно на их наружной и внутренней поверхностях в виде полуцилиндров и с диаметром, составляющим от 1 до 4 мм, позволяет создать решетчатую стенку насадки, причем после остывания получает насадку с упругой стенкой и насадкой в виде трубы с винтообразной поверхностью. При выполнении отверстий менее 1 мм получается мягкая легко складывающаяся при нажатии насадка в виде чулка, что не позволяет ее использовать в тепломассообменных аппаратах. При выполнении отверстий более 4 мм получается достаточно жесткая насадка. Но при этом излишняя жесткость повышает хрупкость насадки и, кроме того, резко увеличивается расход термопластичного полимера, что приводит к неоправданному увеличению веса насадки и увеличению стоимости ее изготовления, что делает производство малорентабельным. Оправка может быть выполнена с двухзаходной, трехзаходной и более винтообразной поверхностью, однако наиболее простой способ ее изготовления - это изготовление формообразующей части оправки из пластины, скрученной вдоль ее продольной оси, что дает возможность формировать двухзаходную винтообразную поверхность, причем окончательное формирование насадки достигается на охлаждаемой оправке с, по крайней мере, 3 витками. В зависимости от конструкции экструдера и требуемой производительности возможно жесткое закрепление оправки на цилиндрической внутренней по отношению к кольцевой фильере, либо оправка может иметь независимый привод, что позволяет более точно регулировать работу экструдера.
На фиг.1 представлено устройство для изготовления винтообразной насадки для тепломассообменного аппарата с оправкой, закрепленной на цилиндрической фильере.
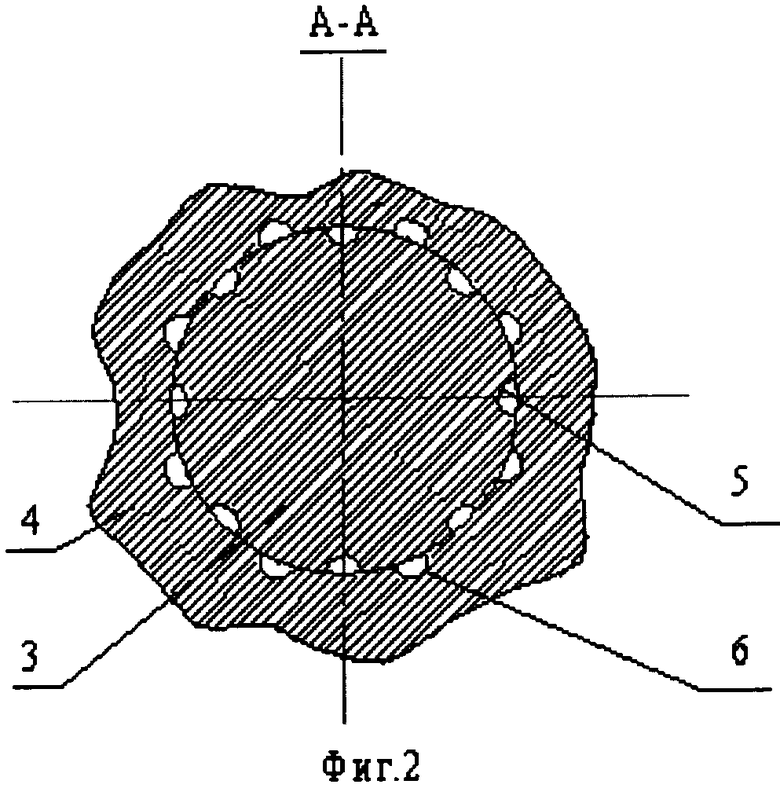
На фиг.2 представлено сечение А-А на фиг.1.
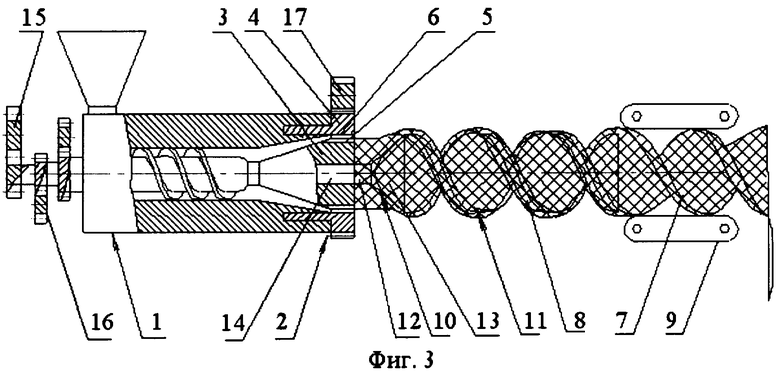
На фиг.3 представлено устройство для изготовления винтообразной насадки для тепломассообменного аппарата с оправкой, выполненной с независимым приводом ее вращения.
Устройство для изготовления винтообразной решетчатой насадки для тепломассообменного аппарата содержит экструдер 1, головка 2 которого выполнена с двумя фильерами 3 и 4, в которых выполнены каналы соответственно 5 и 6 для формирования решетчатой полой насадки 7, оправку 8, расположенную за выходным сечением головки 2, и тянущее устройство 9. Фильеры 3 и 4 установлены с возможностью вращения в противоположные стороны и выполнены в виде центральной цилиндрической фильеры 3 и охватывающей ее кольцевой фильеры 4. Каналы 5 и 6 фильер 3 и 4 выполнены соответственно на их наружной и внутренней поверхностях в виде полуцилиндров, и их диаметр составляет от 1 до 4 мм. Оправка 8 выполнена с входной 10 и формообразующей 11 частями и жестко закреплена на центральной фильере 3 соосно последней за ее выходным сечением. Входной участок 10 оправки 8 выполнен в виде цилиндрического хвостовика 12, которым оправка 8 прикреплена к центральной фильере 3, переходящего в трапецеидальной формы пластину 13 с двумя плоскими боковыми стенками и меньшим основанием со стороны цилиндрического хвостовика 12, причем формообразующая часть 11 оправки прикреплена к большему основанию трапецеидальной пластины 13 и выполнена с наружной винтообразной поверхностью.
Формообразующая часть 11 оправки может быть выполнена в виде пластины, скрученной вдоль ее продольной оси в направлении вращения кольцевой фильеры 4 с образованием двухзаходной наружной винтообразной поверхности.
Формообразующая часть 11 оправки предпочтительно имеет, по крайней мере, 3 витка.
По второму варианту выполнения устройство для изготовления винтообразной решетчатой насадки для тепломассообменного аппарата отличается тем, что оправка 8 выполнена с приводным валом 14 и входной 10 и формообразующей 11 частями, причем вал 14 оправки 8 пропущен через центральное продольное отверстие центральной фильеры 3 и снабжен приводом 15 вращения, при этом входная часть 10 оправки 8 соединена с валом 14 оправки 8. Цилиндричекая фильера 3 и кольцевая фильера 4 выполнены с приводами вращения соответственно 16 и 17.
Термопластичный полимер расплавляют в экструдере 1 и экструдируют расплав через каналы 5 и 6 двух фильер 3 и 4 головки 2 в виде решетчатой полой насадки на оправку 8 с формированием на охлаждаемой оправке 8 решетчатой полой насадки 7 в виде трубы с поверхностью, повторяющей форму поверхности оправки 8. Сформированную насадку 7 стягивают с оправки 8 тянущим устройством 9, предпочтительно гусеничного типа. При этом центральную 3 и охватывающую ее кольцевую 4 фильеры вращают в противоположные стороны. Расплав экструдируют через каналы 5 и 6 фильер 3 и 4, причем оправку 8 вращают и одновременно охлаждают и таким образом формируют винтообразную полую насадку 7 с решетчатой поверхностью и толщиной волокон от 1 до 4 мм. Путем изменения числа оборотов оправки 8 и создаваемого тянущим устройством 9 усилия изменяют скорость перемещения сформированной на оправке 8 насадки 7 относительно головки 2 экструдера 1 и за счет этого путем вытяжки волокон, образующих решетчатую поверхность насадки 7, регулируют их толщину, размеры и форму ячеек решетки насадки 7, после чего отрезают от непрерывно производимой сформированной насадки 7 отрезки заданной длины.
Настоящее изобретение может быть использовано в теплоэнергетике, металлургии, нефтепереработке, нефтехимии, агропромышленном комплексе и других отраслях промышленности, применяющих на своих предприятиях оборотное водоснабжение и охлаждение воды в башенных и вентиляторных градирнях.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАСАДКА ДЛЯ ТЕПЛОМАССООБМЕННОГО АППАРАТА | 2014 |
|
RU2564727C1 |
| НАСАДКА ДЛЯ ТЕПЛОМАССООБМЕННОГО АППАРАТА | 2005 |
|
RU2268451C1 |
| Насадка для тепломассообменного аппарата | 2017 |
|
RU2656770C1 |
| НАСАДКА ДЛЯ ТЕПЛОМАССООБМЕННОГО АППАРАТА | 2003 |
|
RU2233414C1 |
| ВОДОУЛОВИТЕЛЬ ГРАДИРНИ | 1996 |
|
RU2126122C1 |
| ВОДОРАЗБРЫЗГИВАЮЩЕЕ СОПЛО | 1997 |
|
RU2125492C1 |
| СПОСОБ РОСПУСКА ПОЛИМЕРНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2172251C1 |
| УСТАНОВКА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТЧАТОЙ ТРУБЫ | 2006 |
|
RU2306223C1 |
| Устройство для формования абразивного инструмента | 1985 |
|
SU1315274A1 |
| Способ формирования окружного армирования цельнотянутого полого изделия, способ получения армированной полимерной трубы (варианты) и устройства для осуществления указанных способов | 2016 |
|
RU2626039C1 |
Изобретение относится к тепломассообменным аппаратам и включает способ и устройства для изготовления винтообразной решетчатой насадки. Способ включает экструдирование расплава полимера через каналы двух фильер головки в виде решетчатой полой насадки на оправку с формированием на охлаждаемой оправке решетчатой полой насадки, повторяющей форму поверхности оправки. Каналы в фильерах выполняют соответственно на их наружной и внутренней поверхностях в виде полуцилиндров. На формообразующей части оправки выполняют наружную винтообразную поверхность. Центральную и охватывающую ее кольцевую фильеры вращают в противоположные стороны. Оправку вращают и одновременно охлаждают, формируя винтообразную полую насадку с решетчатой поверхностью и толщиной волокон от 1 до 4 мм. В процессе экструзии тянущим устройством перемещают сформированную насадку вдоль оправки и путем изменения числа оборотов оправки и создаваемого тянущим устройством усилия изменяют скорость перемещения сформированной на оправке насадки относительно головки экструдера. За счет этого путем вытяжки волокон, образующих решетчатую поверхность насадки, регулируют их толщину, размеры и форму ячеек решетки. Результатом является расширение номенклатуры производимых изделий с развитой поверхностью и стенкой с не цилиндрической, а винтообразной формой. 3 н. и 8 з.п. ф-лы, 3 ил.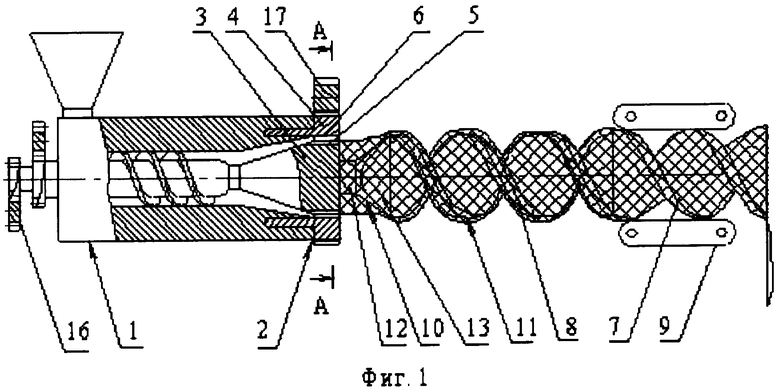
| Устройство для отбора проб пульпы изТРубОпРОВОдА | 1979 |
|
SU836555A1 |
| Устройство для изготовления сетчатых пластмассовых сепараторов химических источников тока | 1976 |
|
SU603025A1 |
| ОЮЗНАЯ ?]пА1>&шйма.1^^^нЕО?и^ь1 &1-1БлИС-'2:_Н'3,.,..; L-'—"•- ~ | 0 |
|
SU356837A1 |
| Состав для получения боридных покрытий на стальных изделиях | 1982 |
|
SU1019015A1 |
| ЗАГРАЖДЕНИЕ ДЛЯ АВТОТРАНСПОРТА | 1999 |
|
RU2188273C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕОДНОРОДНОГО МАТЕРИАЛА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) И НЕОДНОРОДНЫЙ МАТЕРИАЛ | 1992 |
|
RU2104156C1 |

