Изобретение относится к стекольной промышленности, а именно к устройствам для приготовления качественной шихты непосредственно перед ее загрузкой в стекловаренную печь.
Известен скоростной смеситель для получения сырьевого материала для пеносиликатного гравия, представляющий собой горизонтальный цилиндрический аппарат с вращающимся внутри корпуса центрального вала с лопастями, причем лопасти являются одновременно ножами, препятствующими налипанию материала внутри корпуса (RU 2307097, публ. 2007).
Корпус движется относительно вала, что приводит к периодическому срезанию вращающимися лопастями влажного шихтового материала, налипавшего на внутреннюю поверхность корпуса.
Наиболее близкой к предложенной мешалке по технической сущности и достигнутому результату является мешалка стекольной шихты непрерывного действия, включающая горизонтальную цилиндрическую смесительную камеру с входным патрубком для загрузки шихты и стеклобоя, выпускное отверстие для шихты и стеклобоя, горизонтальную трубу с множеством конусообразных сопел для подачи воды, ковши и подвижные лопасти, установленные на внутренней поверхности камеры, множество ковшей, при этом на торцевых стенках камеры установлены скребки (GB 1001005, публ. 1965).
Недостатками известных мешалок являются недостаточно высокая однородность шихты, невозможность достижения ее оптимальной влажности из-за неизбежного комкования и налипания на внутренней поверхности корпуса, что приводит к замедлению процесса варки стекла и увеличению расхода топлива при эксплуатации стекловаренной печи.
Техническим результатом заявленного изобретения является повышение качества стекла и снижение расхода энергии на варку стекла за счет увеличения однородности смеси шихта - стеклобой при обеспечении ее оптимальной влажности и температуры, что ускоряет процесс стекловарения и обеспечивает получение стекломассы с высокой однородностью. Предложенная мешалка позволяет также снизить пыление и унос летучих компонентов шихты в регенераторы, тем самым уменьшить износ огнеупоров верхнего строения печи и насадок регенераторов и увеличить продолжительность кампании стекловаренной печи.
Указанный технический результат достигается за счет конструктивных особенностей заявленной интенсивной мешалки стекольной шихты непрерывного действия. Мешалка представляет из себя горизонтальную цилиндрическую смесительную камеру с центральным ротором и электроприводом. Смесительная камера имеет входной патрубок (15) для загрузки шихты и стеклобоя, выпускное отверстие (16) для смеси шихты и стеклобоя с расположенными под ним магнитными сепараторами. Камера по длине делится на загрузочную (12), накопительную (13) и разгрузочную (14) зоны, загрузочная зона оборудована форсункой для подачи воды (18) и форсункой для подачи пара (19) для увлажнения смеси. По оси камеры установлен центральный вал ротора (9), на валу в загрузочной и разгрузочной зонах установлены смесительные резцы (10), равномерно распределенные по окружности под углом 90° к валу, кроме второго резца, который установлен под углом 60° относительно первого резца, причем суммарная поверхность резцов на (15-30)% превышает длину зоны, в которой они установлены. На торцевых стенках камеры установлены скребки (11), препятствующие налипанию смеси.
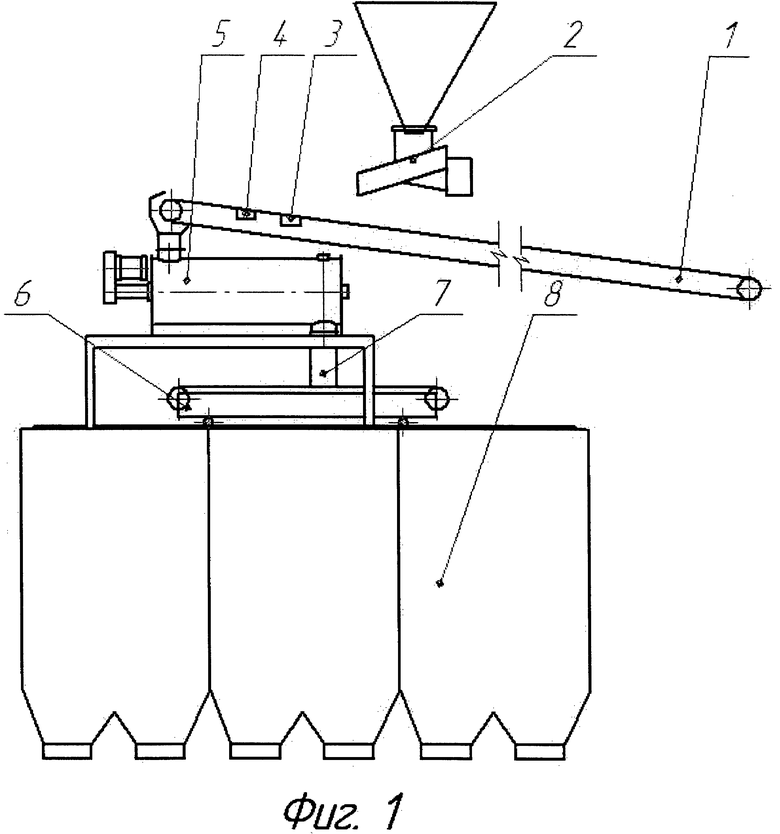
На фиг.1 представлена технологическая схема подготовки шихты и стеклобоя;
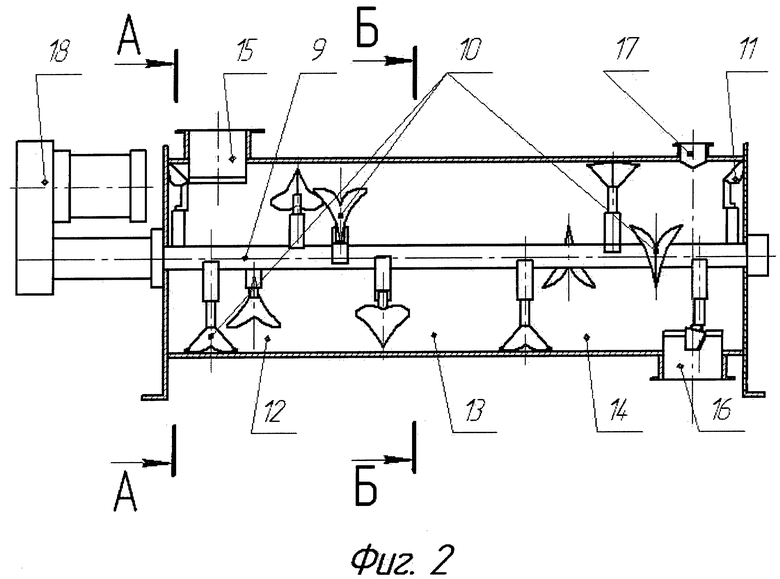
на фиг.2 - интенсивная мешалка стекольной шихты (вертикальный разрез);
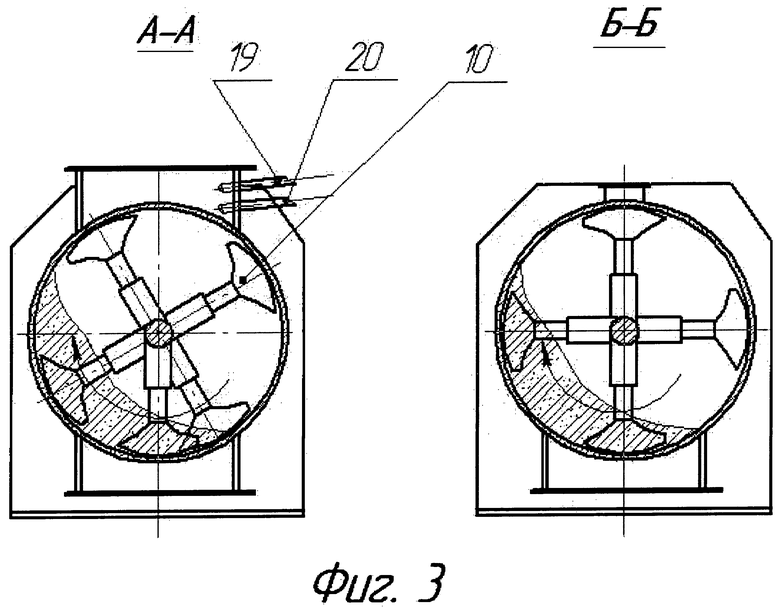
на фиг.3 - разрезы мешалки по А-А и В-В.
В процессе транспортировки шихты ленточным конвейером (1) от дозировочно-смесительного цеха до расходного бункера (8) стекловаренной печи она расслаивается, охлаждается и теряет значительную долю влаги.
Дополнительным моментом, негативно влияющим на качество загружаемой в стекловаренную печь смеси шихты и стеклобоя, является то, что на слой шихты без перемешивания подается вибропитателем (2) сухой стеклобой с более низкой температурой по сравнению с шихтой, что замедляет процессы провара шихты и затрудняет усреднение стекломассы.
Помимо этого, при пересыпке на реверсивный конвейер (6) и в расходные бункера (8) происходит сильное пыление недостаточно увлажненной шихты с нарушением ее химического состава.
Для того чтобы устранить вышеперечисленные недостатки и стабилизировать процесс стекловарения, между ленточным конвейером подачи шихты (1) и реверсивным конвейером (6) загрузки шихты и стеклобоя в загрузочные бункеры (8) стекловаренной печи установлена мешалка непрерывного действия, барабанного типа, со смесительными резцами, с вертикальной загрузкой и выгрузкой, что обеспечивает дополнительное увлажнение и усреднение шихты до требуемого технологического уровня.
Данное решение позволяет осуществить непрерывное перемешивание потока шихты и стеклобоя, обеспечивая высокое качество смеси шихты и стеклобоя при загрузке в стекловаренную печь.
Технологическая схема подготовки шихты и стеклобоя (фиг.1) осуществляется следующим образом.
Шихта из дозировочно-смесительного цеха подается ленточным транспортером (1). На слой шихты отвешивается и подается вибропитателем стеклобой (2).
Установленный на ленточном транспортере (1) первый датчик (3) подает сигнал о наличии шихты и включает в работу смеситель (5). Когда шихта проходит второй датчик (4), поступает сигнал на открытие клапана горячей воды (19) или пара (20) в смеситель. Вода (пар) поступает через регулятор давления и впрыскивается инжектором в первую (загрузочную) зону смесителя. Количество воды и пара регулируются по заданной программе. Для этого на транспортере установлен тензометрический датчик для взвешивания шихты и контроллер управления насосом подачи воды.
Шихта в смеситель (5) поступает по течке с транспортера (1), затем, перемешиваясь и увлажняясь, направляется к выпускному отверстию и выгружается на реверсивный конвейер (6) и затем - в бункеры (8) загрузочного кармана стекловаренной печи. Для улавливания аппаратурного железа под выходной течкой смесителя установлены магнитные сепараторы (7).
Техническое обслуживание смесителя, предусматривающее осмотр технического состояния узлов, контроль износа скребков и смесительных резцов, при необходимости их замена и очистка смесителя от спрессованной шихты, производится три раза в неделю. Рама смесителя установлена на рельсах, что позволяет при ремонте откатить смеситель в сторону, а на его место, на время ремонта установить подвесную течку.
На фиг.2 представлен вертикальный разрез мешалки.
В корпусе мешалки горизонтально расположен вал ротора (9) с насаженными на него лопастями в виде смесительных резцов (10) в передней и задней частях вала и скребков (11), для очистки торцевых поверхностей корпуса. Ротор вращается, и шихта, перемешиваясь и увлажняясь, продвигается к выпускному отверстию и далее поступает на реверсивный конвейер. По количеству, конструктивному исполнению и расположению смесительных резцов на роторе, смеситель разбит на три зоны: первая - загрузочная (12) интенсивного перемешивания; вторая - накопительная (13) спокойного перемешивания; третья - разгрузочная (14).
Конструктивно скребки отличаются от смесительных резцов, поскольку они должны соскребать шихту, налипшую на торцевых стенках мешалки и подавать ее под смесительные резцы.
Размеры смесительной камеры и количество скребков в ней определяются, исходя из заданной производительности мешалки.
Мешалка содержит также входное отверстие для загрузки шихты и стеклобоя (15), выходное отверстие (16), отверстие для системы аспирации (17). Мешалка снабжена приводом (18).
На фиг.3 представлены разрезы мешалки по А-А и В-В.
На валу в загрузочной и разгрузочной зонах мешалки установлены смесительные резцы (10), равномерно распределенные по окружности под углом 90° к валу, кроме второго резца, который установлен под углом 60° относительно первого резца. Мешалка снабжена форсункой для подачи воды (19) и форсункой для подачи пара (20).
Внутренний диаметр и длина мешалки выполнены приблизительно в соотношении 1/3, с учетом необходимой производительности около 8 т/час на 1 метр длины корпуса мешалки. Расстояние между входным и выходным отверстиями и перемещение шихты в мешалке подобраны таким образом, чтобы получить максимальную степень однородности, требуемые показатели влажности и температуры смеси шихты и стеклобоя.
Смесительные резцы (10) расположены по длине вала ротора (9) с определенным шагом по оси резца и определенным углом между соседними резцами, с небольшим перекрытием зоны каждого последующего при вращении. Вторая накопительная зона мешалки (13) выполнена без смесительных резцов; по длине эта зона составляет около 7/25 общей длины корпуса мешалки.
Первая загрузочная (12) и третья разгрузочная (14) зоны по длине корпуса мешалки равны между собой. В этих зонах установлены смесительные резцы (10) на равном расстоянии друг от друга и по одному скребку (11) на торцевых стенках корпуса мешалки. Все смесительные резцы равномерно распределены по окружности под углом 90°, кроме второго - он установлен относительно первого под углом 60° для интенсивного перемешивания.
Общая рабочая поверхность (суммарная ширина) смесительных резцов на (15-30)% превышает длину зоны, в которой они установлены, перекрытие составляет 3/5 от шага между ними.
Размещение скребков (11) и смесительных резцов (10) в зонах загрузки и выгрузки шихты обеспечивает послойную укладку материалов в мешалке, что способствует получению смеси шихты и стеклобоя с максимальной степенью однородности.
Таким образом, предложенная мешалка, установленная непосредственно над загрузочными бункерами стекловаренной печи (8), позволяет устранить почти все недостатки существующих мешалок:
- дополнительное перемешивание, увлажнение шихты и подъем температуры происходит непосредственно над местом загрузки шихты в стекловаренную печь;
- устраняется снижение однородности и компенсируются потери влажности шихты при ее транспортировке, пересылках и промежуточном хранении в бункерах запаса;
- позволяет довести влажность шихты перед загрузкой в печь до оптимального значения (5-7)% без снижения ее однородности и ухудшения условий работы транспортного оборудования;
- позволяет компенсировать потери тепла при транспортировке шихты и увеличить ее температуру перед загрузкой в печь до (35-60)°С;
- подача подогретой шихты в расходный бункер над загрузчиком, имеющем температуру более 80°С за счет теплоизлучения от стекловаренной печи, позволяет ускорить процессы силикатообразования в самой шихте;
- позволяет практически устранить пыление и унос компонентов шихты в регенераторы и тем самым снизить скорость коррозии огнеупоров верхнего строения и насадок регенераторов и увеличить длительность межремонтного периода эксплуатации стекловаренной печи;
- за счет реализации перечисленных преимуществ повысить производительность стекловаренной печи, качество стекла и снизить расход топливно-энергетических ресурсов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАГРУЗКИ ШИХТЫ В СТЕКЛОВАРЕННУЮ ПЕЧЬ | 2009 |
|
RU2392235C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ И ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ СТЕКЛОВАРЕНИЯ В ВАННЫХ ПЕЧАХ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ФЛОАТ-МЕТОДОМ | 2012 |
|
RU2509061C2 |
| СПОСОБ УПРОЧНЕНИЯ СТЕКЛА | 2024 |
|
RU2840580C1 |
| УСТРОЙСТВО ПЕРЕМЕШИВАНИЯ ШИХТЫ И СТЕКЛОБОЯ НА ЛЕНТОЧНОМ КОНВЕЙЕРЕ (ВАРИАНТЫ) И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2019 |
|
RU2708290C1 |
| СПОСОБ ЗАГРУЗКИ СМЕСИ ШИХТЫ И СТЕКЛОБОЯ В БУНКЕРЫ ЗАГРУЗЧИКОВ СТЕКЛОВАРЕННОЙ ПЕЧИ | 2019 |
|
RU2698361C1 |
| Устройство для загрузки шихты в стекловаренную печь | 1989 |
|
SU1648904A1 |
| СПОСОБ ЗАГРУЗКИ ШИХТЫ И СТЕКЛОБОЯ В РЕГЕНЕРАТИВНУЮ СТЕКЛОВАРЕННУЮ ПЕЧЬ С ПОДКОВООБРАЗНЫМ НАПРАВЛЕНИЕМ ПЛАМЕНИ | 2015 |
|
RU2595745C1 |
| Устройство для загрузки шихты | 1978 |
|
SU775053A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ СЫРЬЕВОГО МАТЕРИАЛА ДЛЯ ПЕНОСИЛИКАТНОГО ГРАВИЯ | 2005 |
|
RU2307097C2 |
| Способ приготовления противопожарной смеси | 2021 |
|
RU2771530C1 |
Изобретение относится к стекольной промышленности, а именно к устройствам для приготовления качественной стекольной шихты непосредственно перед загрузкой в стекловаренную печь. Техническим результатом является повышение качества стекла и снижение расхода энергии на варку стекла за счет ускорения процесса стекловарения. Интенсивная мешалка стекольной шихты непрерывного действия включает горизонтальную цилиндрическую смесительную камеру с входным патрубком для загрузки шихты и стеклобоя, форсункой для подачи воды и форсункой для подачи пара. Камера имеет загрузочную, накопительную и разгрузочную зоны и в ней установлен центральный вал ротора. Мешалка имеет отверстие для разгрузки смеси шихты и стеклобоя с установленными под ним магнитными сепараторами, при этом на валу ротора для очистки стенок камеры установлены скребки, а на валу в загрузочной и разгрузочной зонах - смесительные резцы, равномерно распределенные по окружности под углом 90° к валу, кроме второго резца, который установлен под углом 60° относительно первого резца (зона интенсивного перемешивания). Суммарная ширина рабочей поверхности резцов на (15-30)% превышает длину зоны, в которой они расположены. 3 ил.
Интенсивная мешалка стекольной шихты непрерывного действия, включающая горизонтальную цилиндрическую смесительную камеру с входным патрубком для загрузки шихты и стеклобоя с форсункой для подачи воды и форсункой для подачи пара, причем камера имеет загрузочную, накопительную и разгрузочную зоны и в ней установлен центральный вал ротора, выпускное отверстие для выгрузки смеси шихты и стеклобоя с расположенными под ними магнитными сепараторами, при этом на валу ротора для очистки торцевых стенок камеры установлены скребки, а в загрузочной и разгрузочной зонах - смесительные резцы, равномерно распределенные по окружности под углом 90° к валу, кроме второго резца, который установлен под углом 60° относительно первого резца, причем суммарная ширина рабочей поверхности резцов на 15-30% превышает длину зоны, в которой они установлены.
| Релейная система управления | 1980 |
|
SU1001005A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ СЫРЬЕВОГО МАТЕРИАЛА ДЛЯ ПЕНОСИЛИКАТНОГО ГРАВИЯ | 2005 |
|
RU2307097C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ СТЕКОЛЬНОЙ ШИХТЫ | 1996 |
|
RU2115632C1 |
| Способ получения полуводного гипса с замедленными сроками схватывания | 1946 |
|
SU67572A1 |
| US 5741342 А, 21.04.1998 | |||
| ДЕБЛОКИРОВАНИЕ РЕЖИМА КОДИРОВАНИЯ С ИНТРА-ИМПУЛЬСНО-КОДОВОЙ МОДУЛЯЦИЕЙ (IPCM) И КОДИРОВАНИЯ БЕЗ ПОТЕРЬ ДЛЯ ВИДЕОКОДИРОВАНИЯ | 2012 |
|
RU2587465C2 |

