Устройство для штамповки эластичной средой относится к обработке металлов давлением, конкретнее к листовой штамповке, и может быть использовано для получения деталей с криволинейным бортом из тонколистовых материалов.
Известны устройства для изготовления деталей гибкой-формовкой, состоящие из жесткого формблока и эластичной жидкостной или газовой матрицы (Исаченков Е. И. Штамповка резиной и жидкостью. - М.: Машиностроение, 1967, с.36-39 и 114).
Данные устройства имеют следующие недостатки: применение к деталям исключительно с прямолинейным бортом, недостаточная жесткость и прочность полученных деталей.
Наиболее близким к предлагаемому является устройство для штамповки эластичной средой, содержащее контейнер с эластичной средой, матрицу, расположенную на подштамповой плите, и вкладыш из эластичной среды (RU, патент N 2021054, МПК В 21 D 22/10, 15.10.1994).
Недостатком известного устройства является низкие жесткость и прочность получаемых деталей.
Поставленная задача - разработать устройство, которое позволит повысить качество деталей с криволинейным бортом. Технический результат заключается в увеличении толщины деталей в зоне края борта, что повышает прочность и жесткость вышеуказанных деталей.
Поставленная задача решается за счет того, что в предлагаемом устройстве, содержащем контейнер с эластичной средой, матрицу, расположенную на подштамповой плите, и вкладыш из эластичной среды, согласно изобретению вкладыш из эластичной среды выполнен с внутренней полостью и установлен внутри матрицы, при этом высота вкладыша равна высоте матрицы, высота внутренней полости не превышает половины высоты матрицы, а диаметр полости составляет не более половины диаметра вкладыша.
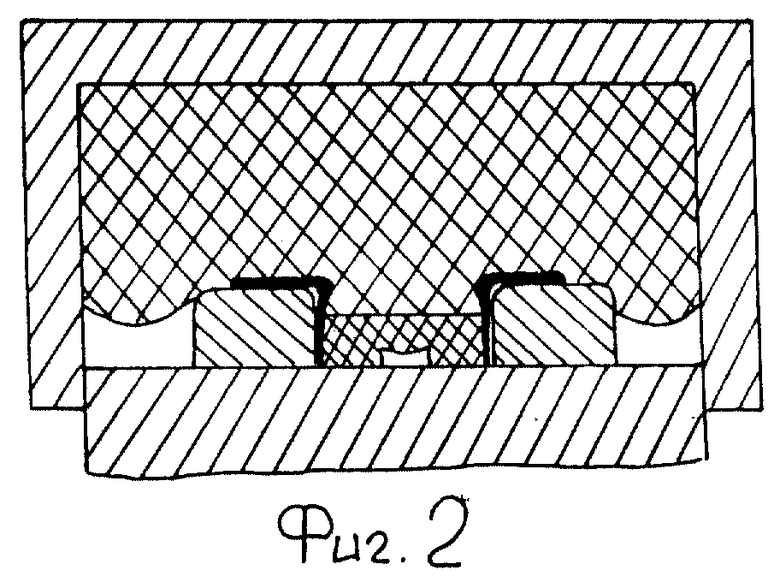
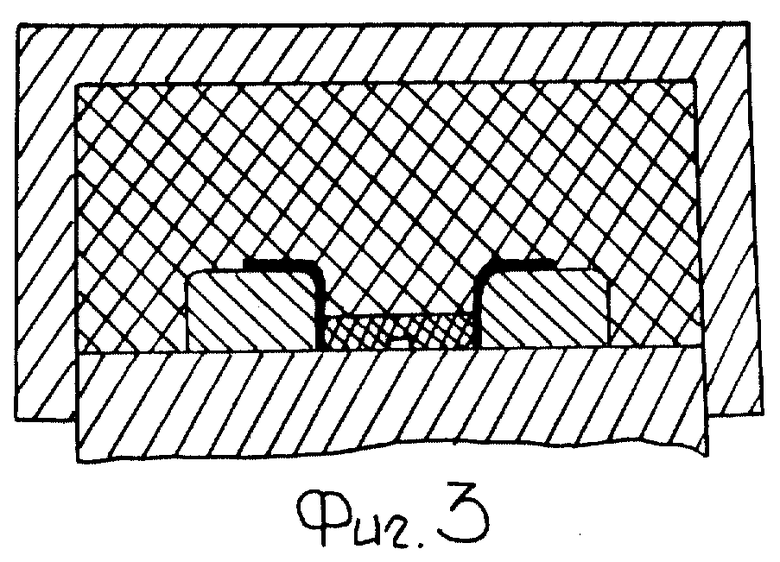
Сущность изобретения поясняется чертежами, где на фиг. 1 изображен вид устройства на начальной стадии в разрезе, на фиг. 2 - в промежуточной стадии, на фиг. 3 - на конечной стадии штамповки.
Предлагаемое устройство состоит из жесткой матрицы 1, установленной на подштамповой плите 2. Вкладыш 3 с внутренней полостью выполнен из эластичной среды и устанавливается внутри матрицы 1. Высота вкладыша 3 равна высоте матрицы 1, при этом высота внутренней полости не превышает половины высоты матрицы 1, а диаметр полости составляет не более половины диаметра вкладыша 3. Эластичная среда 4 размещена в контейнере 5.
Принцип работы устройства. Отбортованную заготовку устанавливают на матрицу 1 таким образом, чтобы торец заготовки упирался в торец подштамповой плиты 2. Затем в отверстие заготовки устанавливают эластичный вкладыш 3 (фиг. 1) Производится штамповка с помощью эластичной среды 4. В процессе штамповки усилие от эластичной среды 4 передается на вкладыш из эластичной среды 3, который прижимает борт заготовки к поверхности матрицы 1, торец заготовки упирается в поверхность подштамповой плиты 2, стенка заготовки прогибается, и происходит образование волны избыточного материала (фиг.2). При этом усилие передается через эластичную среду 4 и подштамповую плиту 2 на борт заготовки для предотвращения потери устойчивости в процессе нагружения. С ростом давления вкладыш из эластичной среды 3 будет сжиматься за счет внутренней полости, а между поверхностью эластичного вкладыша 3 и поверхностью заготовки возникнет сила трения, которая способствует перемещению волны избыточного материала к краю борта. Под действием радиальных сил эта волна обжимается, и происходит утолщение материала в зоне кромки (Фиг, 3). При этом происходит уменьшение пружинения борта и радиуса гибки, что повышает точность штампуемых деталей. При несоблюдении геометрических размеров вкладыша 3, например, при увеличении его высоты или изменении параметров внутренней полости, произойдет потеря устойчивости, и волна избыточного материала будет осаживаться на радиусе сопряжения борта и стенки.
Следовательно, при штамповке в предлагаемом устройстве значительно увеличивается толщина материала в зоне края борта, что повышает прочность, жесткость деталей с криволинейным бортом и дает возможность сваривания с другими деталями без потери прочности. При этом повышается надежность и ресурс детали, а это позволяет использовать данное устройство для изготовления деталей из более тонких листовых материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ ДЕТАЛЕЙ С КРИВОЛИНЕЙНЫМ БОРТОМ | 2002 |
|
RU2232659C2 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 1999 |
|
RU2170634C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 2000 |
|
RU2175585C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1995 |
|
RU2089313C1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2000 |
|
RU2194590C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1997 |
|
RU2124411C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1995 |
|
RU2089312C1 |
| СПОСОБ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1994 |
|
RU2086329C1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 2000 |
|
RU2173597C1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
Устройство штамповки эластичной средой относится к обработке металлов давлением, конкретнее к листовой штамповке, и может быть использовано для получения деталей с криволинейным бортом из тонколистовых материалов. Сущность изобретения: устройство для штамповки эластичной средой состоит из матрицы, расположенной на подштамповой плите, и контейнера с эластичной средой, при этом внутри матрицы установлен вкладыш из эластичной среды с внутренней полостью, высота которого равна высоте матрицы. Высота внутренней полости не превышает половины высоты матрицы, а диаметр составляет не более половины диаметра вкладыша. Использование предлагаемого устройства позволяет значительно увеличить толщину материала в зоне края борта, что повышает прочность, жесткость детали и дает возможность сваривания с другими деталями без потери прочности. 3 ил.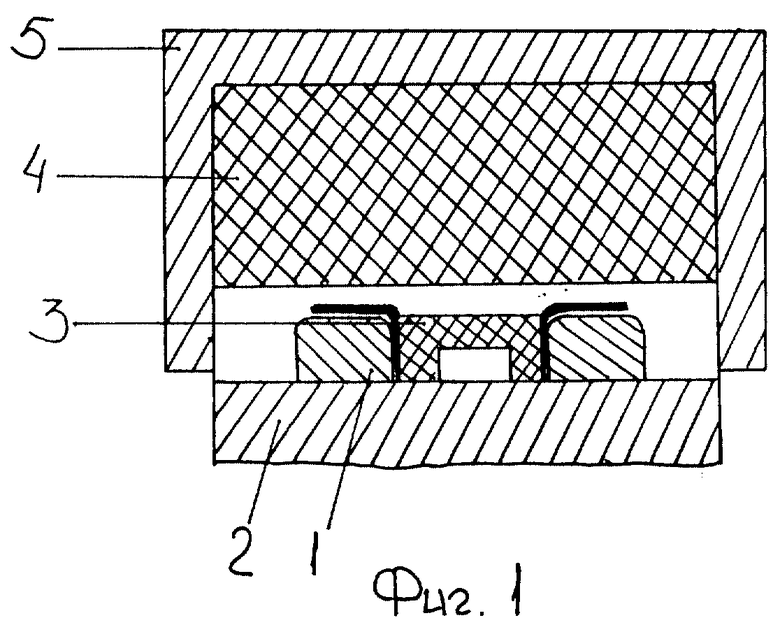
Устройство для штамповки эластичной средой, содержащее контейнер с эластичной средой, матрицу, расположенную на подштамповой плите, и вкладыш из эластичной среды, отличающееся тем, что вкладыш из эластичной среды выполнен с внутренней полостью и установлен внутри матрицы, при этом высота вкладыша из эластичной среды равна высоте матрицы, высота внутренней полости не превышает половины высоты матрицы, а диаметр полости составляет не более половины диаметра вкладыша.
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ ТРУБЧАТОЙ ФОРМЫ ЭЛАСТИЧНОЙ СРЕДОЙ | 1992 |
|
RU2021054C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1995 |
|
RU2089313C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1995 |
|
RU2089312C1 |
| СПОСОБ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1994 |
|
RU2086329C1 |
| Способ многопереходной вытяжки эластичной средой полых деталей из листового металла | 1982 |
|
SU1202664A1 |
| US 4111024, 05.09.1978. | |||
