Устройство для штамповки эластичной средой относится к области обработки металлов давлением, в частности к листовой штамповке, и может быть использовано для получения деталей из тонколистовых материалов.
Известно устройство для изготовления деталей гибкой формовкой, состоящее из жесткого формблока (пуансона) и эластичной, жидкостной или газовой матрицы [Исаченков Е. И. Штамповка резиной и жидкостью. - М.: Машиностроение, 1967, с. 36 - 39 и 114].
К недостаткам этих устройств относится низкое качество изготовляемых деталей, а также их низкая прочность, ресурс, жесткость, вследствие утонения деталей в зоне радиуса гиба. При этих методах изготовления углы пружинения деталей превосходит допустимые, и, как следствие, требуются большие доводочные работы. Кроме того, минимальный радиус гиба для пластичных металлов равен трем толщинам материала.
Известно также устройство для штамповки эластичной средой [патент РФ 2124411, B 21 D 22/10, 1997], содержащее эластичную матрицу и гибочную оправку, расположенную на эластичной подкладке, на которой размещена опорная шайба, ширина которой не менее высоты эластичной оправки, а толщина эластичной подкладки не превышает половины высоты эластичной оправки.
Недостаток известного устройства связан с тем, что волна избыточного материала создается не в зоне сопряжения борта и стенки, а смещением борта уже после гиба. Поэтому будет невозможно получить радиус сопряжения стенки и бортов менее трех толщин заготовки. И к тому же понадобятся дополнительные усилия на преодоление силы трения при смещении борта.
Наиболее близким к предлагаемому техническому решению является устройство для штамповки, состоящее из эластичной матрицы и жесткого пуансона с накладкой [патент РФ 2086329, МПК B 21 D 22/10, опубл. 1997].
Прототип устройства осуществляет гибку по жесткому пуансону за два перехода. На первом переходе используют накладку, которую размещают между заготовкой и жестким пуансоном. Накладку выполняют с закругленными бобышками на ее концах. Одновременно с первоначальным изгибом в зонах изгиба детали формируют волну избыточного материала. Перед вторым переходом съемную накладку удаляют и производят окончательную штамповку.
Основной недостаток этого устройства - двухпереходность процесса гибки, что снижает производительность труда.
Поставлена задача разработать устройство, которое будет производить штамповку за один переход с образованием волны избыточного материала в зоне сопряжения стенки и борта, которое позволит повысить качество деталей из листовых заготовок, а именно получать с меньшими затратами детали с минимальными радиусами сопряжения бортов со стенками и утолщением в зоне радиуса гиба при значительном уменьшении и стабилизации углов пружинения.
Это достигается тем, что в устройстве для штамповки эластичной средой, содержащем эластичную матрицу и гибочную оправку, согласно изобретению в гибочной оправке по линиям гиба выполнены ступенчатые пазы, в которых установлены на эластичных опорах гибочные вкладыши, имеющие возможность перемещения.
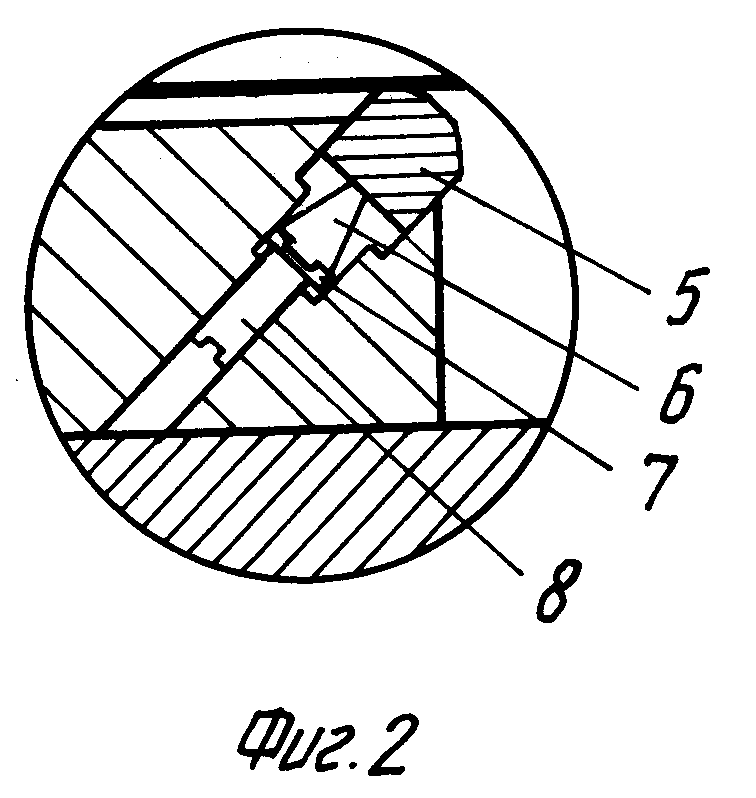
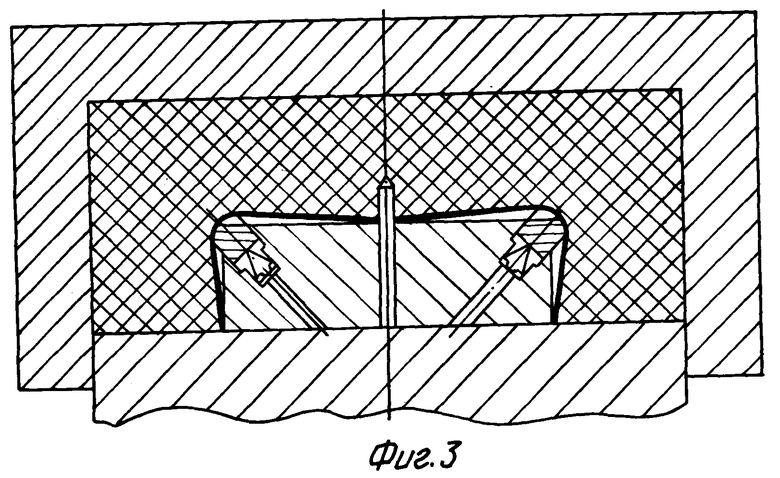
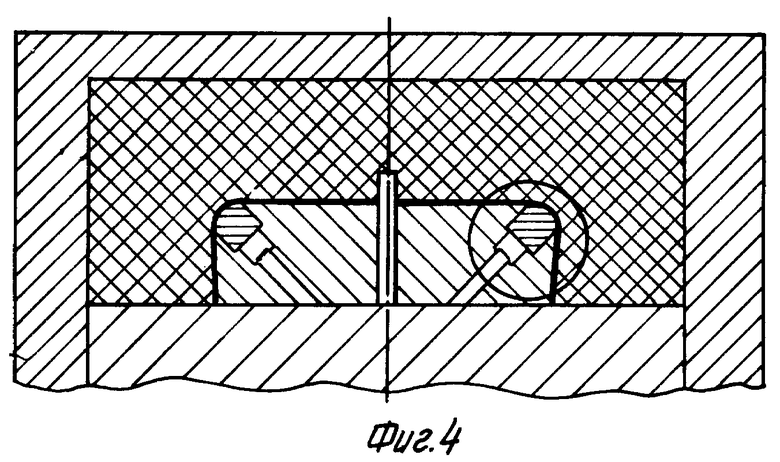
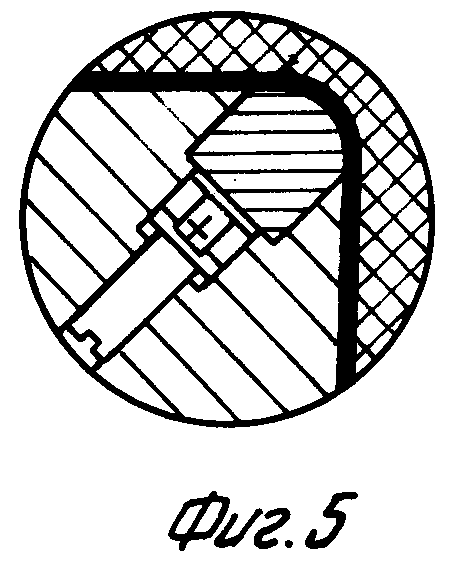
Сущность предлагаемого технического решения поясняется чертежами, где на фиг. 1 изображен общий вид устройства на начальной стадии в разрезе; на фиг. 2 изображен гибочный вкладыш с элементами его крепления; на фиг. 3 - в промежуточной стадии; на фиг. 4 - на конечной стадии гибки; на фиг. 5 показано утолщение материала в зоне гиба.
Предлагаемое устройство состоит из эластичной матрицы 1, помещенной в контейнер 2, на подштамповой плите 3 установлена гибочная оправка 4 с гибочными вкладышами 5 с возможностью перемещения, которые установлены по всей длине гибочной оправки 4 по линиям гиба, упирающимися в ряд эластичных опор 6, при этом каждая из них крепится к направляющей пластине 7, которая выставляется установочными винтами 8. Гибочная оправка 4 снабжена штифтами 9 для фиксации заготовки.
Устройство работает следующим образом. Выбирают гибочный вкладыш 5 с необходимым радиусом гиба. С помощью установочных винтов 8 выставляют необходимое выступание, гибочного вкладыша 5 (фиг. 2). Устанавливают заготовку на гибочную оправку 4 по фиксирующим штифтам 9 (фиг. 1). Затем производят штамповку с помощью эластичной матрицы 1. При этом заготовка начинает изгибаться по гибочному вкладышу 5 и создается волна избыточного материала в местах изгиба (фиг. 3). При дальнейшем наращивании давления гибочный вкладыш 5 сжимает эластичную опору 6 и входит в паз гибочной оправки 4. Под действием радиальных сил волна избыточного материала обжимается и происходит утолщение в зоне сопряжения (фиг. 4, фиг. 5). Для исключения возможности продавливания вкладыша внутрь гибочной оправки в ней предусмотрен ступенчатый упор. Во избежание потери устойчивости эластичной опоры 6 она выполнена в виде усеченного конуса.
При этом, если объем полости в гибочной оправки будет меньше объема эластичной опоры, гибочный вкладыш может не дойти до упора и процесс гибки будет не завершен.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2000 |
|
RU2173230C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1997 |
|
RU2124411C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 2000 |
|
RU2175585C2 |
| СПОСОБ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1994 |
|
RU2086329C1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2000 |
|
RU2194590C2 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 2000 |
|
RU2173597C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1995 |
|
RU2089312C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1995 |
|
RU2089313C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ ДЕТАЛЕЙ С КРИВОЛИНЕЙНЫМ БОРТОМ | 2002 |
|
RU2232659C2 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
Изобретение относится к обработке металлов давлением, в частности к листовой штамповке, и может быть использовано для получения деталей из тонколистовых материалов. Устройство для штамповки эластичной средой содержит эластичную матрицу и гибочную оправку, в которой по линиям гиба выполнены ступенчатые пазы, в которых установлены на эластичных опорах гибочные вкладыши, имеющие возможность перемещения. Использование данного устройства позволяет получить детали за один проход со значительно меньшими радиусами сопряжения стенки и бортов. При этом происходит стабилизация и уменьшение пружинения бортов, что повышает точность штампуемых деталей. 5 ил.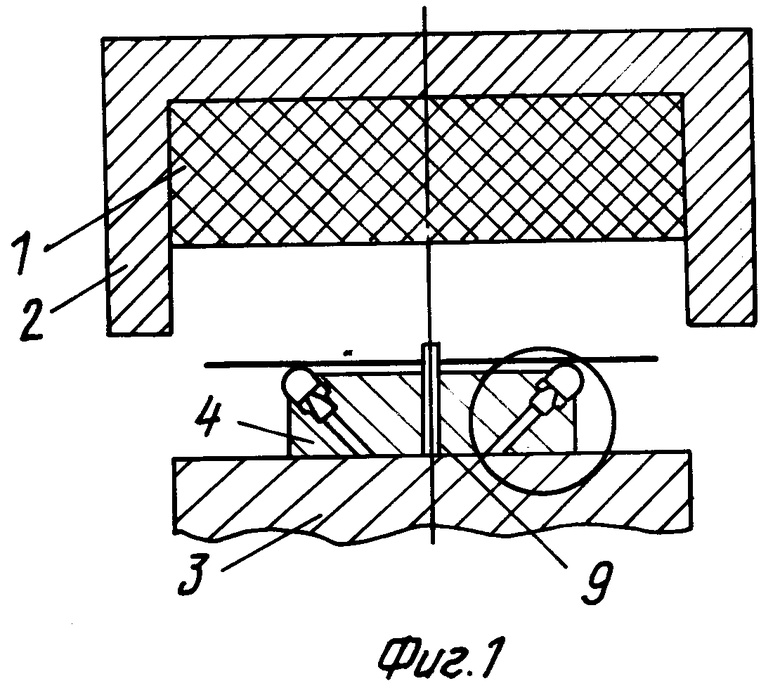
Устройство для штамповки эластичной средой, содержащее эластичную матрицу и гибочную оправку, отличающееся тем, что в гибочной оправке по линиям гиба выполнены ступенчатые пазы, в которых установлены на эластичных опорах гибочные вкладыши, имеющие возможность перемещения.
| СПОСОБ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1994 |
|
RU2086329C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1997 |
|
RU2124411C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1995 |
|
RU2089312C1 |
| Способ изготовления полых деталей из листовых заготовок | 1976 |
|
SU659243A1 |
| Устройство для штамповки эластичной средой | 1978 |
|
SU680783A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 1983 |
|
SU1125842A1 |
