Данное устройство относится к области обработки металлов давлением, в частности к холодной штамповке, и может быть использовано для вытяжки и обрезки припуска по контуру тонколистовых деталей.
Известен штамп для вытяжки и обрезки края, содержащий вытяжную матрицу и пуансонодержатель, несущий вытяжной и обрезной пуансоны, последний из которых выполнен в виде эластичного кольца [SU, авторское свидетельство 884796, МПК3 В 21 D 22/30, опубликовано 30.11.81, БИ 44].
Недостатками данного штампа являются сложность его конструкции, а также низкая прочность получаемых деталей из-за утонения материала в зоне радиуса сопряжения дна со стенкой.
Наиболее близким по технической сущности к предлагаемому устройству является штамп для вытяжки и обрезки, содержащий закрепленный на верхней плите вытяжной пуансон с режущей кромкой, установленную на нижней плите вытяжную матрицу, а также прижим, подпружиненный относительно верхней плиты. Штамп снабжен прикрепленным к верхней плите соосно с пуансоном цилиндром с полым поршнем, подпружиненным относительно верхней плиты, а вытяжной пуансон смонтирован на поршне и выполнен со сквозным осевым каналом, сообщенным с полостью поршня [SU, авторское свидетельство 1233995, МПК4 В 21 D 22/30, опубликовано 30.05.86, БИ 20].
Недостатком данного штампа является утонение материала в зоне радиуса сопряжения дна со стенкой получаемых деталей, что ведет к снижению их прочности.
Поставлена задача - разработать устройство, которое позволит повысить прочность тонколистовых детелей, а именно получить утолщение материала в зоне радиуса сопряжения дна со стенкой.
Это достигается тем, что в разработанном устройстве, содержащем матрицу, пуансон, закрепленный на верхней плите, и прижим, подпружиненный относительно верхней плиты, согласно изобретению пуансон размещен в металлической втулке с режущей кромкой и закреплен на верхней плите с помощью эластичной втулки через пуансонодержатель, а прижим подпружинен относительно верхней плиты посредством набора эластичных втулок и металлических колец с возможностью взаимодействия с фиксатором положения заготовки, установленным на матрице, в которую запрессован диск из эластичной среды. В качестве эластичной среды используется полиуретан или резина.
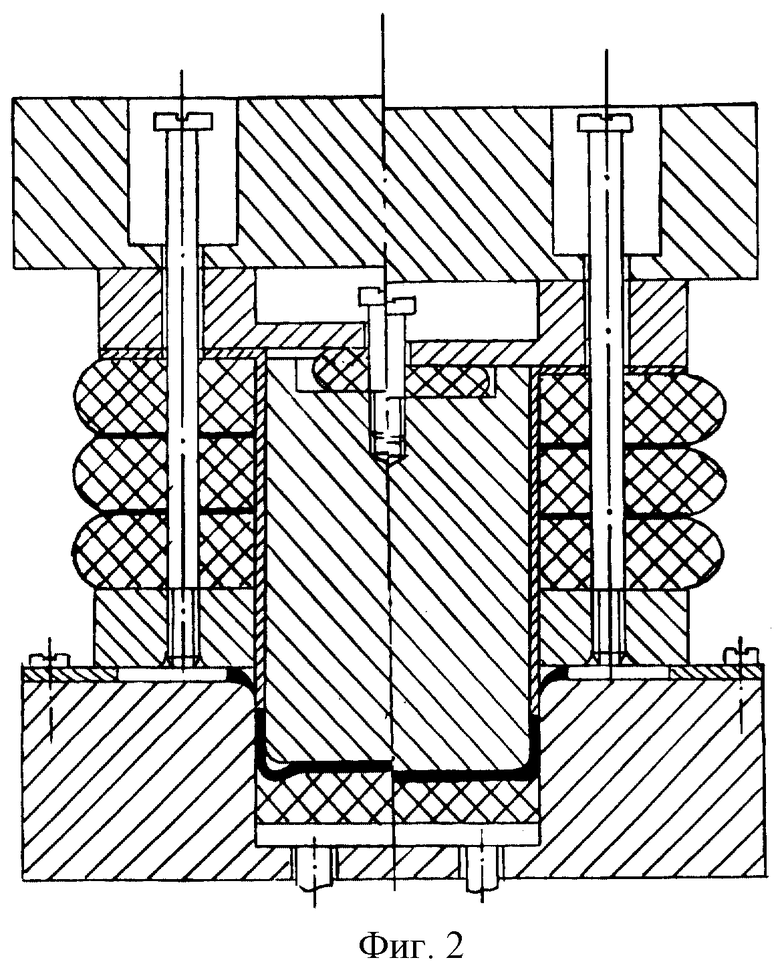
Сущность изобретения поясняется чертежами, где на фиг.1 слева изображен общий вид устройства на начальной стадии в разрезе; фиг.1 справа и фиг.2 слева - в промежуточных стадиях; фиг.2 справа - на конечной стадии штамповки.
Предлагаемое устройство состоит из матрицы 1, пуансона 2, закрепленного через эластичную втулку 3 с помощью винта 4 к пуансонодержателю 5, который снабжен металлической втулкой 6 и установлен с помощью винтов 7 на верхней плите 8. К матрице с помощью винтов 9 закреплен фиксатор положения заготовки 10, высота которого h=(l,l-1,2)•S0, где S0 - толщина заготовки. Это позволяет создать необходимый зазор между прижимом и заготовкой. Прижим 11 подпружинен с помощью нескольких эластичных втулок 12 и металлических колец 13 относительно верхней плиты. Число эластичных втулок зависит от условий штамповки, в частности от высоты вытягиваемой детали, так как эластичная втулка не может сжиматься более чем на 30% от своей начальной толщины. В матрице запрессован диск из эластичной среды 14 и помещен выталкиватель, состоящий из упора 15 и штоков 16.
Устройство работает следующим образом.
Заготовку устанавливают по фиксатору положения заготовки 10 на вытяжную матрицу 1. Начинают процесс штамповки. При этом прижим 11 опускается на фиксатор положения заготовки 10, а пуансон 2 действует непосредственно на заготовку. Таким образом, между прижимом 11 и заготовкой создается гарантированный зазор (фиг.1 слева). Благодаря этому зазору заготовка под действием пуансона 2 свободно перемещается в зону вытяжки, что предотвращает утонение стенки детали, а появляющиеся гофры разглаживаются о прижим 11. Это делает возможной вытяжку тонколистовых деталей, склонных к гофрообразованию. Далее, металлическая втулка 6 осуществляет обрезку припуска по контуру (фиг. 1 справа).
При наращивании усилия пресса втулка из эластичной среды 3 сжимается и пуансон 2 поднимается вверх. Эластичный диск 14 деформируется и прогибает заготовку в центральной части, образуя волну избыточного материала в зоне сопряжения дна со стенкой (фиг.2 слева). Под действием радиальных сил волна избыточного материала обжимается и происходит утолщение материала заготовки в опасной зоне (фиг.2 справа).
Предлагаемое устройство в отличие от устройства, взятого за прототип, позволяет за один ход пресса производить вытяжку, обрезку припуска по контуру тонколистовых деталей, а также получать утолщение материала в зоне радиуса сопряжения дна со стенкой на 8-23% от толщины заготовки, что ведет к повышению прочности получаемых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 2000 |
|
RU2173597C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 1999 |
|
RU2170634C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 2000 |
|
RU2175585C2 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ | 1997 |
|
RU2157287C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2000 |
|
RU2173230C1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ | 1994 |
|
RU2086331C1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ | 1994 |
|
RU2069593C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2183525C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1995 |
|
RU2089313C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в холодной листовой штамповке для вытяжки и обрезки припуска по контуру тонколистовых деталей. Устройство содержит пуансон, закрепленный на верхней плите с помощью эластичной втулки через пуансонодержатель и размещенный в металлической втулке с режущей кромкой. Относительно верхней плиты подпружинен посредством набора эластичных втулок и металлических колец прижим, взаимодействующий с фиксатором положения заготовки. Последний установлен на матрице, в которую запрессован эластичный диск. В результате обеспечивается повышение прочности деталей за счет утолщения материала в зоне сопряжения дна со стенкой. 2 ил.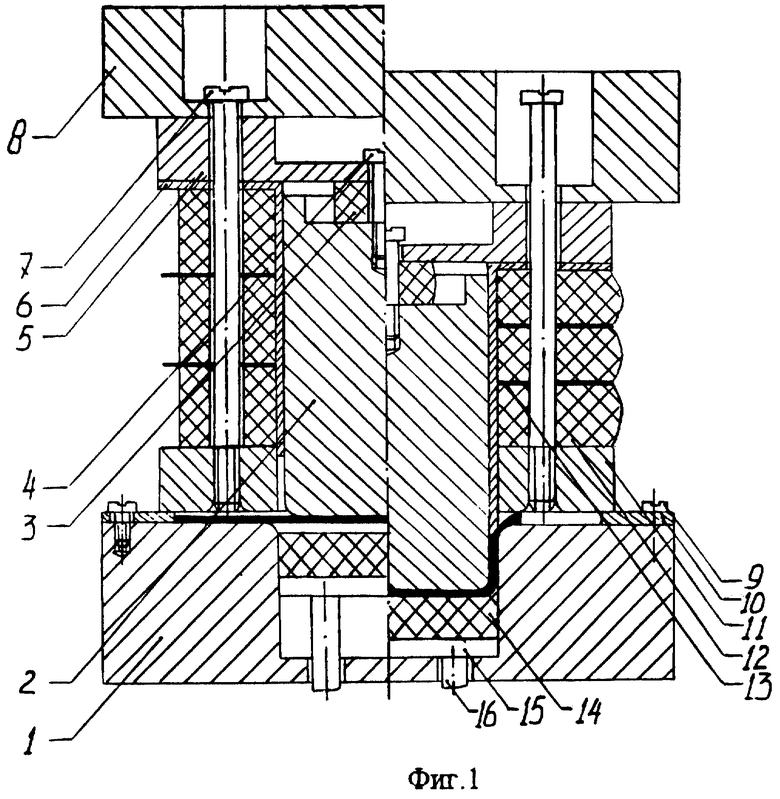
Устройство для вытяжки и обрезки деталей, содержащее матрицу, пуансон, закрепленный на верхней плите, и прижим, подпружиненный относительно верхней плиты, отличающееся тем, что пуансон размещен в металлической втулке с режущей кромкой и закреплен на верхней плите с помощью эластичной втулки через пуансонодержатель, а прижим подпружинен относительно верхней плиты посредством набора эластичных втулок и металлических колец с возможностью взаимодействия с фиксатором положения заготовки, установленным на матрице, в которую запрессован эластичный диск.
| Штамп для вытяжки и обрезки | 1983 |
|
SU1233995A1 |
| Штамп для вытяжки и обрезки припуска на прессе двойного действия | 1976 |
|
SU650697A1 |
| Комбинированный штамп | 1975 |
|
SU586950A1 |
| 0 |
|
SU403474A1 | |
| СПОСОБ ПРЕОБРАЗОВАНИЯ ЭНЕРГИИ СВОБОДНОГО ВОЗДУШНОГО ПОТОКА И ВЕТРОЭНЕРГЕТИЧЕСКАЯ УСТАНОВКА ПО ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2230219C1 |
| Устройство для уравновешивания вращающегося тела | 1976 |
|
SU657293A1 |
| МНОГООПОРНАЯ МАШИНА ПРИПОВЕРХНОСТНОГО ДОЖДЕВАНИЯ | 1994 |
|
RU2064762C1 |
