Задача изобретения ясна из названия изобретения. Под «текстильными свойствами», главным образом, понимается мягкость и тепло на ощупь. В частности, изобретение относится к очень легковесным пленочным материалам, и варианты осуществления изобретения направлены на пленочный материал, который дополнительно показывает проходящую насквозь пористость и/или высокую прочность, например, сопротивление распространению разрыву, прочность на растяжение и прочность на пробивание.
В течение последних 40-50 лет было представлено некоторое количество предложений и несколько технологических процессов для изготовления пленочных материалов, образованных из термопластичного полимерного материала, показывающего текстильные свойства, но вследствие сложностей в процессе изготовления и/или относительно больших затрат на оборудование, эти технологии, в общем смысле, не были конкурентоспособными с неткаными технологиями, основанными на формованных нитях. В частности, это было сложным для материалов с маленькой массой на единицу площади. Задача настоящего изобретения может быть дополнительно определена как стремление к относительно низким затратам на оборудование и упрощению выполнения процесса.
WO 06/072604 и WO 06/120238, оба относящиеся к изобретениям, которые были разработаны в лаборатории изобретателей, раскрывают растягивание одноосно ориентированной пленки в направлении, поперечном первоначальной ориентации, посредством прохождения между сцепляющимися рифлеными валиками, на которых гребни, в общем смысле, являются плоскими и имеют острые края. Таким образом, образуется мелкая структура более толстых прямолинейных «утолщений» и промежуточных более тонких «перемычек», и вследствие острых краев на гребнях рифленых валиков имеет место четкое разделение между двумя областями в структуре.
В обоих изобретениях это растягивание представляет собой этап в изготовлении слоистых пластиков с продольно-поперечным расположением слоев. В первом упомянутом патенте выполненная структура разных толщин служит для образования внутренней системы микроканалов в слоистом пластике с продольно-поперечным расположением слоев, при этом каналы в соединении с взаимно смещенными перфорациями в двух пленках образуют предпочтительный тип проходящей насквозь пористости.
Во втором упомянутом изобретении цель использования мелкой структуры «перемычек», которые стали ориентированными в направлениях двух осей, состоит в улучшении сопротивления распространению разрыву.
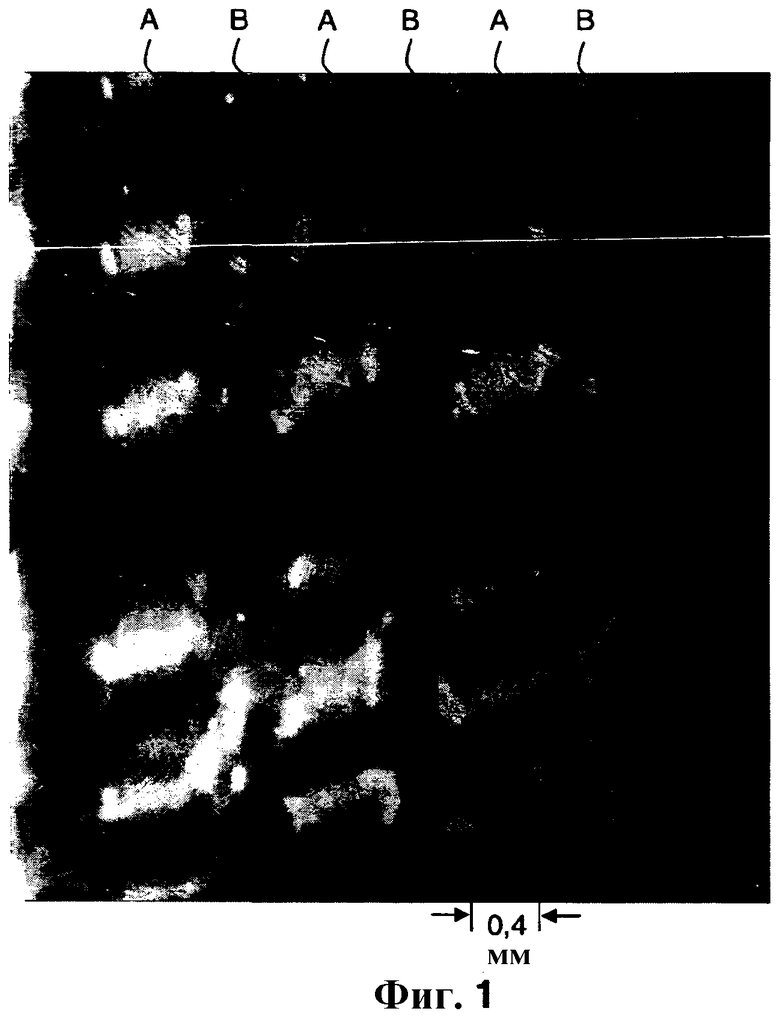
Как это видно из обеих вышеупомянутых публикаций WO, растягивание между сцепляющимися рифлеными валиками с гребнями, имеющими острые края, выполняется таким образом, что первоначальное направление ориентации является параллельным или практически параллельным рифлям. Однако в испытаниях, предшествующих настоящему изобретению, изобретатели использовали свою машину с рифлеными валиками, спроектированную для вышеупомянутых двух изобретений, другим образом, а именно для растягивания соэкструдированной HDPE пленки с толщиной 20 микрон, ориентированной в одном направлении в расплавленном виде, под углом около 45° относительно ориентации расплава и со сцеплением между гребнями рифленых валиков, которое было глубже, чем испытывалось раньше. Получалась пленка с уникальной структурой, а именно структурой, которая ясна из микрофотографии Фигуры 1. Это структура дает пленке удивительную мягкость и тело на ощупь. Стало понятно, что такая пленка сама по себе, или в виде комплекта нескольких пленок, очень подходит для нескольких текстильных применений. Как это станет понятным из нижеследующего описания, эта структура пленки и комплект таких пленок может быть изготовлена посредством несложного процесса и посредством использования относительно не дорогостоящего и надежно работающего оборудования, при этом главным оборудованием являются рифленые валики с имеющими острые края гребнями и общепринятое, промышленное, несложное оборудование, предназначенное для выполнения одноосевой ориентации, проходящей под острым углом относительно непрерывного направления перемычки пленки.
Изделие в соответствии с настоящим изобретением представляет собой пленку или комплект пленок, при этом пленка или каждая пленка образована из термопластичного полимерного материала и содержит множество параллельных, имеющих форму ленты, проходящих в линейном направлении областей (А) и отделенных от них, как это выражение определено ниже, проходящих в линейном направлении перемычек (В), которые нераздельно соединены с указанными областями (А), при этом каждая перемычка (В) является, в каждом месте ее линейной протяженности, более тонкой, чем соседние участки областей (А), и в такой пленке или комплекте пленок, как (А), так и (В) ориентированы, имеющими в каждом месте преобладающее направление ориентации. Изделие отличается тем, что в указанной пленке или в каждой пленке комплекта преобладающее направление ориентации в областях (А) образует углы (v), бόльшие чем ноль, но не бόльшие чем 80° с направлением, в котором (А) проходят, и указанные перемычки (В) содержат множества прямолинейных бороздок (С), которые представляют собой либо сужающиеся зоны, либо щели, при этом указанные бороздки образуют углы (u), бόльшие чем (v), относительно направления, в котором проходят (А).
Способ по изобретению представляет собой способ изготовления этого изделия посредством растягивания, и начинается с пленки или комплекта пленок, при этом каждая имеет преобладающее направление ориентации. Растягивание выполняется посредством пары взаимно сцепляющихся первых рифленых валиков и происходит в направлении, которое является отличающимся, но самое большое на 80° отличающимся от преобладающего первоначального направления ориентации в указанной единой пленке или в каждой из указанных собранных пленок. Способ отличается тем, что, по меньшей мере, один из рифленых валиков в паре имеет гребни с краями, которые являются достаточно острыми для образования четкого разделения, как это выражение определено ниже, между параллельными, прямолинейно проходящими перемычками (В) пленочного материала, который был образован холодным растягиванием между гребнями двух первых рифленых валиков, и промежуточными прямолинейно проходящими лентообразными областями (А), которые располагались на имеющих острые края гребнях и не были растянуты или были растянуты на меньшую величину между указанными рифлеными валиками.
Выражение холодное растягивание, как используется в этом описании изобретения, подразумевает включение какого-либо растягивания, выполняющегося значительно ниже точки плавления пленки, но предпочтительно, выбираются температуры ниже около 60°С.
Разделение между каждой парой областей (А) и перемычек (В) рассматривается достаточно отчетливо, если более чем 50% изменения толщины имеет место в пределах зоны, которая не шире чем 15% от ширины области (А). Однако, предпочтительно, она должна быть не шире, чем 10% и более предпочтительно не шире чем 5% от этой ширины. Это может быть проверено с помощью микроскопа.
Изменение толщины необязательно представляет собой равномерное уменьшение от более высоких значений в области (А) до более низких значений в области (В). Благодаря усилиям, сконцентрированным на материале, который находится в контакте с острыми краями, это изменение в толщине может быть равномерным уменьшением, за которым следует равномерное увеличение.
Термин «сужение» обычно используется в связи с растягиванием полимерных пленок при температурах значительно ниже их интервала плавления. Это обозначает, что процесс растягивания происходит прерывисто, таким образом, участок пленки выглядит, как шея на плечах. В настоящем изобретении минимальная толщина в «сужающихся» зонах, предпочтительно, должна быть не больше чем 50% от толщины окружающего материала перемычки (В).
Это представляет собой комбинацию трех структурных элементов, а именно, описанных лентообразных областей (А), поперечно проходящих бороздок (С), и оставшихся соединяющих перемычек (В), которая обеспечивает изделие с комбинацией прочностных свойств и ощущением текстиля на ощупь, что является уникальным для пленочного изделия. Бороздки (С), которые представляют собой либо ультратонкие области, либо регулярные щели, имеют особенную важность для гибкости.
Очень подходящие исходные материалы для изобретения представляют собой пленки, которые в количественном отношении, по меньшей мере, 50% состоят из HDPE или стереорегулярного, или синдиотактического РР, предпочтительно из HMWHDPE, но также являются применимыми другие термопластичные полимерные материалы, включая биоразлагающиеся полимеры.
Рифли на каждом первом рифленом валике могут быть круглыми или могут быть спиральными под углом не менее чем 85° относительно оси валика, для выполнения областей (А) и перемычек (В), проходящими параллельно направлению обработки или под небольшим углом относительно последнего. Изменения круглой формы представляют собой волнистые формы поверхности, которые будут описываться ниже.
Средний размер каждой перемычки (В), предпочтительно, составляет самое большее 70% от среднего размера двух соседних областей (А). Это также может быть рассмотрено под микроскопом. В этом соединении разделение между областью (А) и соседней перемычкой (В) рассматривается как место, в котором толщина представляет собой средний размер между самым толстым участком указанной области (А) и самым тонким участком указанной перемычки (В).
Как упомянуто в п. 1 формулы изобретения, непременным условием является то, что преобладающее направление ориентации в областях (А) образует угол не бόльший чем 80° с направлением, в котором проходят (А). Не является возможным обозначить общий количественный нижний предел этого угла, так как он зависит от полимерного материала, ориентации в исходном материале, толщины пленки и других параметров. Обычно этот угол не должен быть меньше чем 10°, и обычно предпочтительными являются углы не менее чем 20°, но в некоторых случаях хорошие результаты были получены с углами около 5°. Однако выбор будет простым для специалиста в данной области техники после простого эксперимента.
Утверждение, что гребни на первых рифленых валиках, в общем смысле, являются плоскими, подразумевает, что они могут быть слегка изогнуты в сечении, перпендикулярном относительно рифлям (т.е. быть выпуклыми), до тех пор, пока они способны выполнять четкое разделение, как определено выше, или они могут иметь слегка выступающие, краевые участки, т.е. быть слегка вогнутыми, как показано на Фигуре 6 WO 06/072604 и на Фигуре 8 WO 06/120238. Такие выступы могут служить для создания особенно отчетливого разделения между (А) и (В).
Когда области (А) и перемычки (В) выполнены, чтобы стать параллельными или практически параллельными направлению обработки, это означает, что первоначальная пленка или пленки, которые стали холоднорастянутыми между сцепляющимися рифлеными валиками, должна иметь преобладающее направление ориентации, образующее угол с направлением обработки. Это может быть получено посредством образования начальной пленки для способа посредством спирального разрезания трубчатой пленки, которая ориентирована, главным образом, в ее продольном направлении. Это может быть исключительно обеспечено посредством ориентирования в расплавленном или полурасплавленном состоянии, или начальная пленка дополнительно могла быть ориентирована в направлении обработки посредством холодного растягивания.
Спиральное разрезание, например, может выполняться, как раскрыто в U.S. 5248366. Этот общепринятый способ является простым, надежным и практичным. Однако, если для начальной пленки требуется только ориентация расплава, то трубчатая пленка может быть выполнена со спирально проходящей ориентацией расплава во время отвода от экструзионной головки посредством вращения последней относительно отводящих средств. Такой способ выполнения смещенной ориентации также является хорошо известным.
Как указано ранее, главная задача изобретения состоит в том, чтобы обеспечить пленку с текстильной мягкостью и теплую на ощупь. Для этого средняя плотность пленки или каждой пленки в комплекте, предпочтительно, составляет не больше чем 20 г м-2, и еще более предпочтительно, не более чем 15 г м-2 или даже не больше чем 10 г м-2. В связи с этим следует упомянуть, что на практике обычно не будет сложным отделить пленки в комплекте и взвесить их по одной. Это будет дополнительно объясняться ниже.
Дальше, с точки зрения вышеупомянутой первоочередной цели изобретения, а именно, достижения мягкости и тепла на ощупь, является предпочтительным, чтобы ширина каждой области (А) составляла самое большее 2 мм, предпочтительно, самое большее 1 мм, и еще более предпочтительно, самое большее 0,5 мм, тогда как, предпочтительно, разделение множества областей (А) составляет самое большее 4 мм, предпочтительно, самое большее 2 мм, и еще более предпочтительно, самое большее 1 мм.
Во избежание недоразумений, следует упомянуть, что GB 1526722 и US 5028289 раскрывают процессы изготовления слоистого пластика с продольно-поперечным расположением слоев, в котором трубчатые пленки из термопластичного полимерного материала, имеющие преобладающую продольную ориентацию расплава, спирально разрезаются для выполнения ориентации расплава, проходящей по наклону, затем собираются с ориентациями расплава, пересекающимися друг с другом, и вместе растягиваются в поперечном направлении между рифлеными валиками. Однако эти рифленые валики не приспособлены для выполнения четкого разделения между зонами, показывающими разные градусы или направления ориентации. Наоборот, стремятся к созданию относительно ровного слоистого пластика с продольно-поперечным расположением слоев, и, предпочтительно, растягивание в поперечном направлении между рифлеными валиками выполняется за несколько этапов.
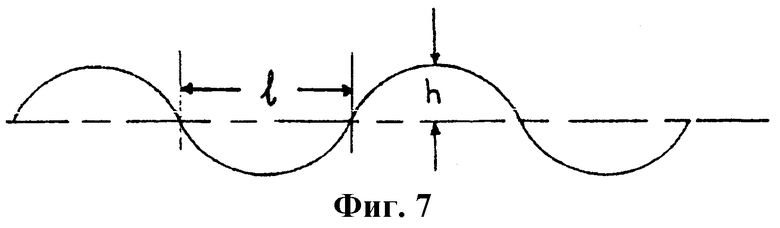
Очень важный вариант осуществления изобретения отличается тем, что области (А) являются волнистыми, при этом каждая волна проходит вдоль ширины такой области, таким образом, что каждый участок вдоль областей (А) проходит, в общем смысле, синусоидальным образом, и при этом перемычки являются более короткими, чем соседние участки областей (А) для того, чтобы стабилизировать волнистость. На Фигуре 7 показана предпочтительная минимальная высота (h) волнистости. Волнистость работает в качестве своего рода начеса для обеспечения тепла на ощупь посредством его теплоизолирующего действия. Это также придает материалу эстетический текстильный внешний вид. Если имеющий микрочешуйчатую форму пигмент рассредоточен в полимерном материале, например, выполненный из минерального графита или на основе слюды, материал приобретет алмазоподобный блеск. Аналогичный эффект можно получить посредством вакуумного напыления поверхности изделия, например, алюминием.
Эта волнистость происходит самопроизвольно, когда пленка или комплект пленок покидает сцепляющиеся рифленые валики с, в общем смысле, плоскими гребнями. Причина заключается в том, что растягивание перемычек вносит натяжение, которое также имеет составляющую в направлении обработки, таким образом, перемычки сжимаются, также вдоль направления обработки, когда натяжение снимается. Таким образом, следует отметить, что любое одноосевое растягивание термопластиковой пленки будет вносить тенденцию к сжиманию перпендикулярно относительно направления растягивания. Было установлено, что предварительно заданный угол ориентации, как в изобретении, повышает такое сжимание. Области (А) практически не подвергаются растягивающим усилиям, так как такие усилия воспринимаются острыми краями и, следовательно, практически не имеют тенденции к сжиманию после обработки рифленым валиком, но образуют складки, когда перемычки сжимаются.
В некоторых применениях, в которых такой эффект «начеса» не желателен, волнистость может быть исключена посредством растягивания в направлении обработки при повышенной температуре.
Однако эффект «начеса» также может быть улучшен. Для этого степень описанного холодного растягивания между взаимно сцепляющимися первыми рифлеными валиками может последовательно изменяться посредством задания гребням, по меньшей мере, одного валика в паре рифленых валиков волнистой формы поверхности. Это подробно объясняется в дальнейшем во взаимосвязи с чертежами.
«Последовательная ориентация» или «последовательное растягивание» являются хорошо известными терминами, обозначающими, что степень ориентации или растягивания изменяется периодически. Это включает возможность того, что ориентация или растягивание периодически составляет ноль.
Когда этот эффект «начеса» выполнен особенно отчетливо посредством использования относительно глубокой волнистости на поверхности одного или обоих сцепляющихся рифленых валиков, пленчатый материал, контактирующий с гребнями волнистых рифленых валиков, может локально потерять его отчетливое разделение между в поперечном направлении практически нерастянутыми областями (А) и более сильно растянутыми и дополнительно фибриллированными областями (В). Таким образом, предпочтительное изделие в соответствии с изобретением, в виде единой пленки или комплекта пленок, отличается тем, что прямолинейно проходящие области (А) образуют прерывистые линии, при этом области прерываний (D), образованные перемычками более тонкими, чем (А), в общем смысле, являются аналогичными перемычкам (В) и без какой-либо отчетливой границы между указанными двумя областями перемычек, таким образом, каждая прерывистая прямолинейная область (А), включающая ее более тонкие прерывания (D), является волнистой, при этом перемычки (D) образуют гребни этой волнистости.
Как уже упоминалось, образование преобладающего направления ориентации начальной пленки может быть ограничено на выполнении в расплавленном или полурасплавленном состоянии, осуществляющемся в направлении обработки или спирально в сочетании с экструзией, или оно может содержать процесс холодного растягивания в направлении обработки. Такое холодное растягивание, предшествующее спиральному разрезанию и предшествующее растягиванию рифленым валиком, может с преимуществом, представлять собой последовательное продольное растягивание, предпочтительно, между вторыми рифлеными валиками, которые имеют зубья, проходящие параллельно оси. Предпочтительно, толщина и степень ориентации в каждой области (А), таким образом, приводится к последовательному изменению не больше чем на 10 мм, более предпочтительно, не больше чем на 5 мм.
Является известным выполнение последовательного растягивания в н.о. между такими типами рифленых валиков. Так как зубья оказывают давление на пленку, перпендикулярно относительно поверхностей пленки, обычно это будут участки пленки, которые контактируют с зубьями одного или обоих валиков, которые получают наибольшую ориентацию.
Существует несколько причин для использования такого последовательного растягивания. Одна причина относится к прочности на отрыв и прочности на пробивание изделия. Эти свойства обычно являются наилучшими, когда степень ориентации является низкой, но, с другой стороны, может потребоваться некоторое холодное растяжение до спирального разрезания для достаточного уменьшения массы на квадратный метр. Часто будут являться предпочтительными степени холодного растяжения в пределах около 1,5-2,0. Однако любая попытка выполнить холодное растягивание при таких низких степенях и непрерывным образом обычно будет давать очень неравномерный результат с более растянутыми и менее растянутыми или даже нерастянутыми областями беспорядочно между друг другом, при этом последовательное растягивание при упомянутых степенях вносит порядок вариации. Растянутые разным образом участки пленки, таким образом, будут образовывать поперечные ленты.
Дополнительно, существует неожиданный эффект при использовании последовательного растягивания, а именно, важное воздействие на создание волн в областях (А). Когда последовательно растянутая трубчатая пленка релаксируется после последовательного растягивания, ленты, которые были больше всего растянуты, будут создавать некоторое поперечное сжатие. Это заставляет менее растянутые ленты образовывать провисания, которые во время этапа холодного растягивания между рифлями с имеющими острые края гребнями улучшают образование волн в области (А). Более того, волнистость областей (А) становится особенно стабильной в местах, которые более толстые, чем остальная часть пленки.
Является хорошо известным создание выступающих утолщений на пленке посредством тиснения, однако, при известном тиснении эти утолщения, в общем смысле, становятся более тонкими, чем окружающий материал и, следовательно, легко теряют их выступающую форму при слабом давлении. Изделие согласно п.3 формулы изобретения и особенно согласно пп.4, 5, 20 и/или 28 формулы изобретения лучше в этом отношении, так как здесь выступающие «утолщения» образуют более толстые участки пленочного материала, тогда как большая часть материала, который окружает «утолщения», является более тонкой и обеспечивает требующуюся гибкость изделия.
Пленка или комплект пленок, покидающая рифленые валики с имеющими острые края гребнями будет иметь складки на большую глубину, параллельно областям (А) и перемычкам (В) и обычно должна быть растянута в поперечном направлении для удаления этих складок. Это может выполняться посредством валиков в форме банана или аналогичных простых средств. Материал может быть термостабилизирован в этой растянутой форме, и может быть выполнено небольшое ширение, предпочтительно, при этом обеспечивая ему некоторое сжатие в непрерывном направлении областей (А) и перемычек (В). Ширильные устройства могут представлять собой очень простые пары ремней, так как связанные усилия обычно являются небольшими. Упомянутое сжатие, например, может быть получено посредством придания пленке или комплекту пленок складок, проходящих перпендикулярно относительно областей (А) и перемычек (В) до ее подачи на ширильные устройства.
Во втором особенно важном варианте осуществления изобретения изделие представляет собой слоистый пластик с продольно-поперечным расположением слоев, как это более точно определено в п.6 формулы изобретения. Такое изделие обычно показывает, кроме ощущения текстиля на ощупь, особенно хорошие механические свойства при растяжении, прочность на отрыв и прочность на пробивание. Вышеупомянутые преимущества волнистой формы областей (А) обычно также относятся к этому варианту осуществления изобретения.
Отдельные пленки могут соединяться в отдельном процессе после холодного растягивания каждой пленки между рифлеными валиками с имеющими острые края гребнями. Предпочтительно, толщина каждой пленки должна защищаться посредством выполнения соединения в виде процесса ламинирования способом экструзии с расплавленными нитями в качестве связующего вещества, при этом поддерживая небольшое расстояние между ламинирующими валиками.
Более простой способ, который, в общем смысле, обеспечивает более высокий предел прочности на разрыв текстиля, но меньшую толщину, объединяет ламинирование с холодным растягиванием между имеющими острые края гребнями, посредством подачи комплекта пленок в растягивающую зону контакта, при этом их первоначальные направления преобладающей ориентации находятся в пересекающемся крест накрест расположении. После прохождения пленок через эту зону контакта, области (А) в разных поперечно наслоенных пленках будут точно перекрывать друг друга вдоль их всей длины, и перемычки (В) будут аналогичным образом перекрывать друг друга. В слоистом пластике с продольно-поперечным расположением слоев, изготовленном с помощью этих этапов, удлинение при разрыве составляет, предпочтительно, не менее чем 100%, а предел прочности при растяжении не менее чем 10 МПа, предпочтительно, не менее чем 15 МПа, ссылаясь на испытание на растяжение образцов с шириной 2,5 см при скорости, соответствующей 500% длины в минуту.
Во время этого холодного растягивания может осуществляться склеивание или соединение между пленками, локализованное относительно областей (А) и (D) или относительно границ между перемычками (В) и областями (А) или (D), обычно при использовании пленок, которые посредством соэкструдирования были обеспечены с соответствующим ламинированным слоем. Любой способ для склеивания или соединения пленок друг с другом, предпочтительно, является ограниченным, таким образом, что большая часть каждой перемычки (В) остается неприклеенной и несоединенной. (Термин «соединение» обычно используется для склеивания, которое является настолько слабым, что оно может быть разрушено посредством сдирания без деформирования пленок).
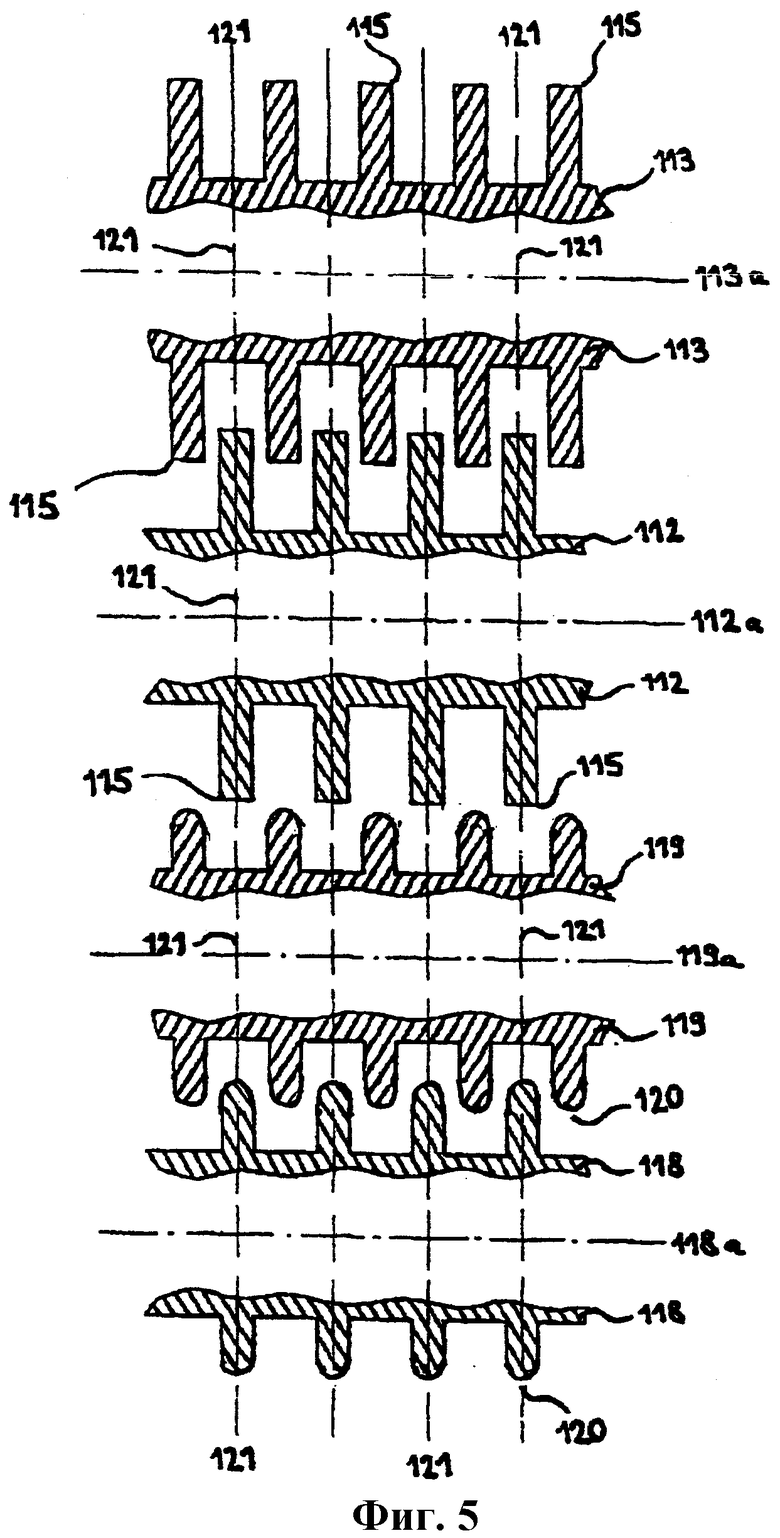
Следует отметить, что тенденция к соединению является очень отчетливой на границах между областями (А) и перемычками (В), т.е. на участках пленки, которые вытягиваются на острых краях, и при использовании ламинированных слоев, которые становятся слегка клейкими при около 60°С, холодное растягивание при комнатной температуре между имеющими острые края гребнями во многих случаях может обеспечить соединение, которое является достаточным для практического применения слоистого пластика. Однако, для некоторых применений будет существовать необходимость более крепкого склеивания, но по-прежнему оставляя перемычки (В) неприклеенными и сохраняя волнистость областей (А) и (D). Это может быть выполнено посредством локализованного нагревания зон в областях (А) и (D), выполняющегося до или после растягивания между рифлеными валиками с имеющими острые края гребнями. Такое нагревание может выполняться другим набором рифленых валиков, которые настроены так, чтобы совпадать с имеющими острые края гребнями, как это дополнительно объясняется во взаимосвязи с Фигурой 5.
Конкретный слоистый пластик с продольно-поперечным расположением слоев, стремящийся к особенно хорошим свойствам на пробивание, выполнен, как определено в п.10 формулы изобретения. Эта структура дополнительно описана во взаимосвязи с Фигурой 8.
В третьем особенно важном аспекте изобретения перемычки (В) находятся в фибриллированном или проходящем насквозь микропористом состоянии, при этом фибрилляция, по существу, повторяет локальное преобладающее направление ориентации, при этом области (А) являются менее фибриллированными, предпочтительно, по существу, нефибриллированными и с меньшими (предпочтительно, гораздо меньшими) проходящими насквозь микропорами. Для получения этой структуры выбор исходного пленочного материала и параметров холодного растягивания между имеющими острые края гребнями может быть приспособлен для выполнения фибрилляции или проходящей насквозь микропористости перемычек, при этом сохраняя их сцепление и их неразъемное соединение с (А), при этом такая фибрилляция, по существу, является параллельной локальному преобладающему направлению ориентации. Таким образом, исходный материал может содержать добавку, пригодную для изготовления такой фибрилляции или проходящей насквозь микропористости.
Один вариант осуществления этого способа определен в п.32 формулы изобретения, другой вариант осуществления - в п.33 формулы изобретения. Оба дополнительно объясняются ниже. Однако структура в соответствии с третьим аспектом изобретения также может быть осуществлена посредством выполнения растягивания между рифлеными валиками при условиях, которые образуют перемычки в непрерывной структуре, но с бороздками (С) в виде параллельных «сужающихся» зон (смотри фигуру 1 и ее описание). После растягивания, но, предпочтительно, параллельно с ним, затем «сужающиеся» зоны разрушаются для образования настоящих щелей. Такое разрушение может выполняться разными способами, но, предпочтительно, посредством прохождения изделия в процессе ширения через поток горячего воздуха и посредством регулирования условий обработки (температуры воздуха, скорости воздуха, скорости пленки), таким образом, разрушение, в общем смысле, становится ограниченным «сужающимися» зонами. Одно преимущество этого способа образования щелей состоит в том, что полимерные участки, которые разрушаются посредством нагревания, теряют ориентацию, и, таким образом, способствуют исключению дальнейшего образования щелей.
Для понимания способов согласно п.32 и п.33 формулы изобретения, делается ссылка на патент Великобритании №1 148382 (Rasmussen). Это патент имеет отношение к изготовлению сверхтонких волоконных сеток посредством фибрилляции ориентированной пленки, выполненной из полимерной смеси. Такие волоконные сетки выполняются (цитируя из патента) «посредством коллоидального смешивания в расплавленном состоянии кристаллизирующегося высокомолекулярного полимерного материала А с полимерным материалом В, который химически отличается от А и имеет более низкую точку плавления и более высокий индекс расправа, чем А, экструдирования расплавленной смеси в виде листа, и фазового ориентирования листа посредством сильного растягивания листа в направлении экструзии, когда лист все еще расплавлен, охлаждения растянутого листа сначала для того, чтобы заставить полимерный материал А кристаллизоваться и агломерироваться, при этом поддерживая полимерный материал В в текучем состоянии, утолщения или частичного вымывания полимерного материала В и разделения листового материала, образованного таким образом, посредством растягивания его в направлении, перпендикулярном направлению ориентации».
(Использование символов А и В конечно отличается от использования таких же символов в настоящей формуле изобретения).
Указанный патент объясняет, что при таких условиях полимер, названный В, будет стремиться к образованию тонких мембран вокруг «иголок кристалла» полимера, названного А, хотя по-прежнему будут существовать непосредственные связи между соседними образованиями кристаллов. Патент также упоминает полиоксиэтилен в качестве подходящего полимера «В».
Во взаимосвязи с настоящим изобретением не является экономически оправданным вымывать или утолщать компонент, но структура, описанная в старом патенте, т.е. игловидные образования кристаллов, частично отделенные посредством тонких мембран, является очень подходящей для фибрилляции. Это представляет собой предшествующий уровень техники для п.32 и п.33 формулы изобретения.
Что касается п.32 формулы изобретения, отмечено, что хотя упомянутые два полиэтилена химически выглядят почти идентично, большие разницы в их молекулярных массах заставляют HMWHDPE образовывать описанные «иголки кристалла», а другой HDPE образовывать более хрупкие «мембраны» между этими иголками. Это улучшает способность образования щелей, при этом по-прежнему сохраняя подходящую высокую прочность в изделии.
Способ по п.33 формулы изобретения, в частности, предназначен для изготовления подгузников, а именно, для полотна, находящегося в непосредственном контакте с кожей. Моча будет частично растворять водорастворимый полимер, который благодаря образованию щелей стал доступным на поверхностях щелей. Таким образом, он будет оказывать смазывающее воздействие на кожу. В этот водорастворимый полимер может быть добавлено асептическое средство.
Для большинства, но не для всех применений, этот третий аспект изобретения, т.е. фибрилляция или образование проходящих насквозь пор, предпочтительно, осуществляется в сочетании с первым вариантом осуществления, т.е. волнистостью областей (А) (и (С), когда присутствует), и/или со вторым вариантом осуществления, т.е. перекрестно-параллельным наслаиванием.
Пленка или комплект пленок, выполненная в соответствии с изобретением, может очень подходить для изготовления сумок с особенными свойствами и при изготовлении нескольких типов санитарных изделий. В качестве примера, пленка или комплект пленок, по существу, в нефибрилляционном виде и без проходящих насквозь пор является очень подходящей для мусорных мешков.
Как описано выше, холодное растягивание посредством использования относительно глубокой волнистости на одном или обоих сцепляющихся рифленых валиках может сделать области (А) прерывистыми линиями, вместо непрерывных линий. Для получения особенно большой толщины и/или степени фибрилляции или проходящей насквозь пористости, но в некоторой степени в ущерб прочностным свойствам, этот эффект может быть настолько сильным, что области (А) теряют свойство прямолинейности и становятся множеством «точек», расположенных в линейных массивах.
Изобретение также содержит какое-либо новое устройство, которое является подходящим для выполнения этапов описанного способа.
Изобретение теперь будет описано более подробно со ссылкой на чертежи, где:
Фигура 1 представляет собой микрофотографию, показывающую единую пленку в соответствии с изобретением. Она представляет собой пленку, изготовленную, как описано в Примере 1.
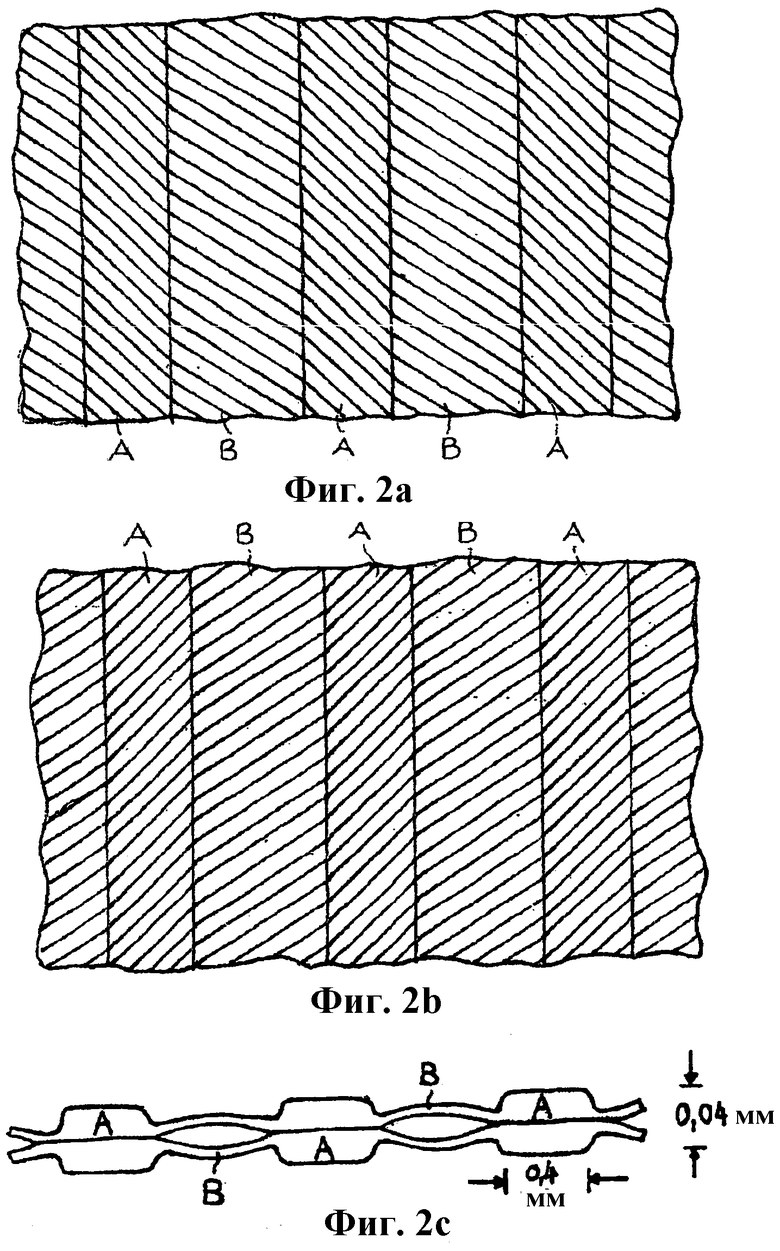
Фигуры 2а, b и с представляют собой схематические чертежи слоистого пластика с продольно-поперечным расположением слоев в соответствии с изобретением, но не принимая во внимание бороздки (С). Выполнение складок областей (А) рассматривается растягиванием. На Фигуре 2а показан один слой слоистого пластика, 2b - другой слой, при этом две стороны показаны взаимно смещенными вдоль направления областей (А) и перемычек (В). Штриховка на Фигурах 2а и b повсюду обозначает преобладающие направления ориентации.
На Фигуре 2с показано поперечное сечение слоистого пластика, показывающее, что перемычки (В) вытянуты тонкими и не приклеены, тогда как области (А) взаимно приклеены друг к другу, по меньшей мере, по точкам или линиям, или вдоль границ между (А) и (В). Отметим, что на Фигуре 2с толщины показаны в масштабе, который в 10 раз больше масштаба, в котором показаны ширины областей (А) и перемычек (В).
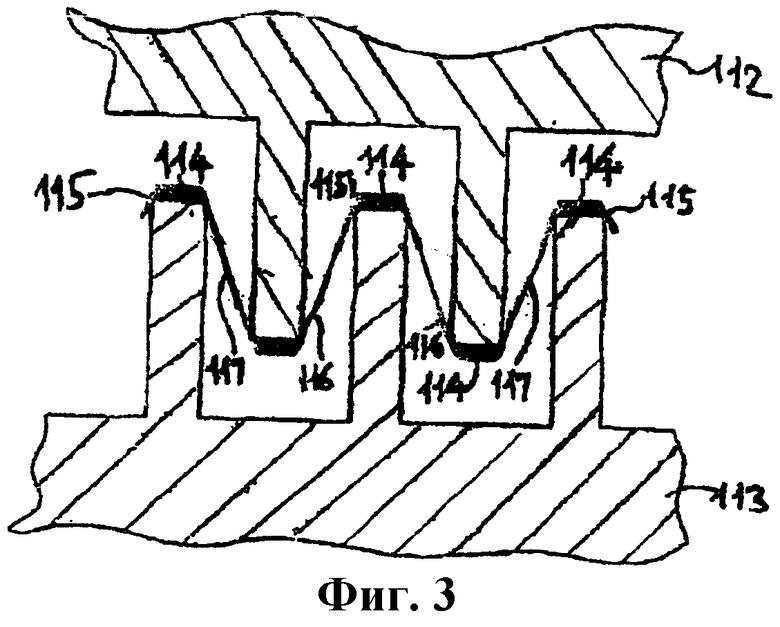
На Фигуре 3 показано осевое сечение участков поверхности двух рифленых валиков, имеющих круглые гребни с острыми краями, которые сцепляются и растягивают пленку или комплект пленок.
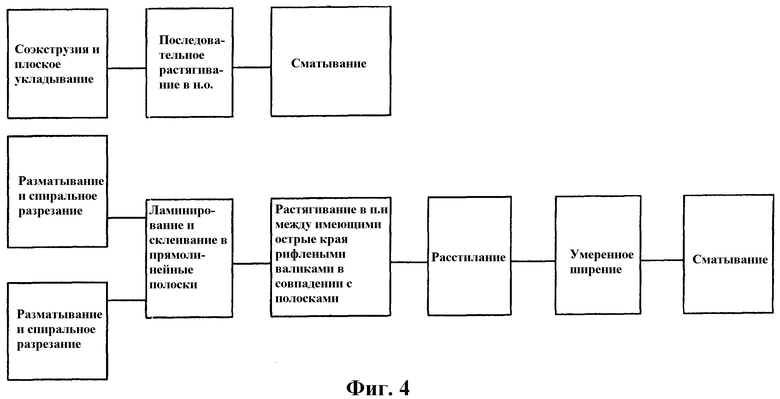
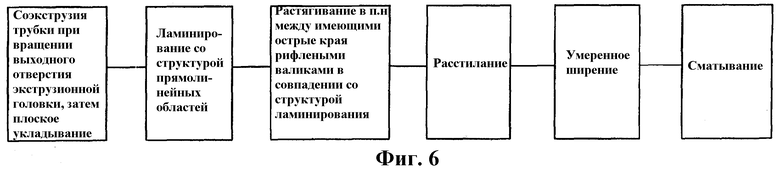
Фигура 4 представляет собой две технологические схемы, показывающие две линии, которые вместе изготавливают слоистый пластик с продольно-поперечным расположением слоев в соответствии с изобретением. Два этапа «Ламинирование и склеивание в прямолинейные полоски» и «Растягивание в п.н. между рифлеными валиками с острыми краями в совмещении с полосками», выполняются с помощью устройства, показанного на Фигуре 5.
На Фигуре 5 показаны осевые сечения участков поверхности набора рифленых валиков, которые сначала склеивают две или более пленок друг с другом в полоски, а затем растягивают в поперечном направлении неприклеенные полоски комплекта, при этом все рифленые валики находятся в точном совпадении друг с другом при соответствующих рабочих температурах.
Фигура 6 представляет собой технологическую схему, показывающую упрощенный способ изготовления слоистого пластика с продольно-поперечным расположением слоев, все в линию.
Фигура 7 представляет собой схематический чертеж, служащий в качестве основания для описания касательно глубины образования складок областей (А).
Фигура 8 представляет собой схематический чертеж, показывающий углы в специальном изделии, между протяженностью областей (А) - направление (1) - и преобладающими направлениями ориентации в этих областях - направления (2) и (3) - двух продольно-поперечно наслоенных пленок.
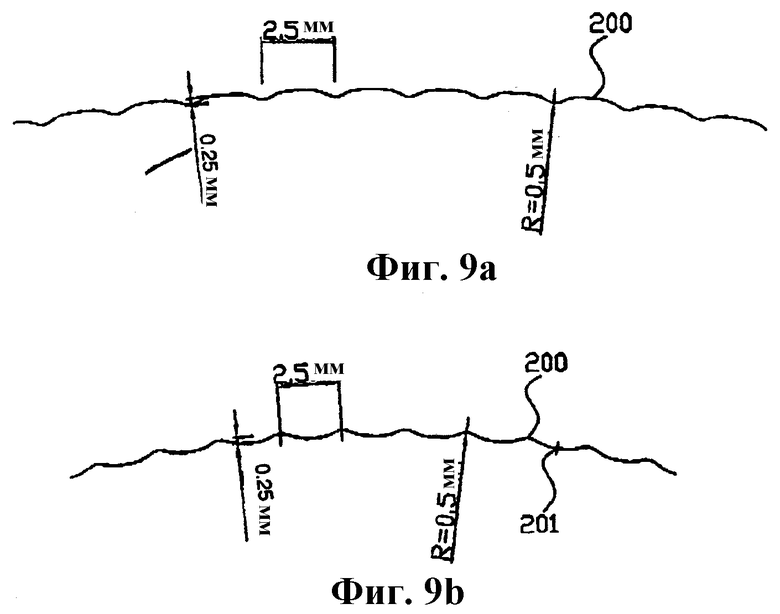
Фигуры 9а и b представляют собой поперечные сечения, показывающие модификации формы поверхности гребней рифленых валиков, описанных во взаимосвязи с Фигурой 3.
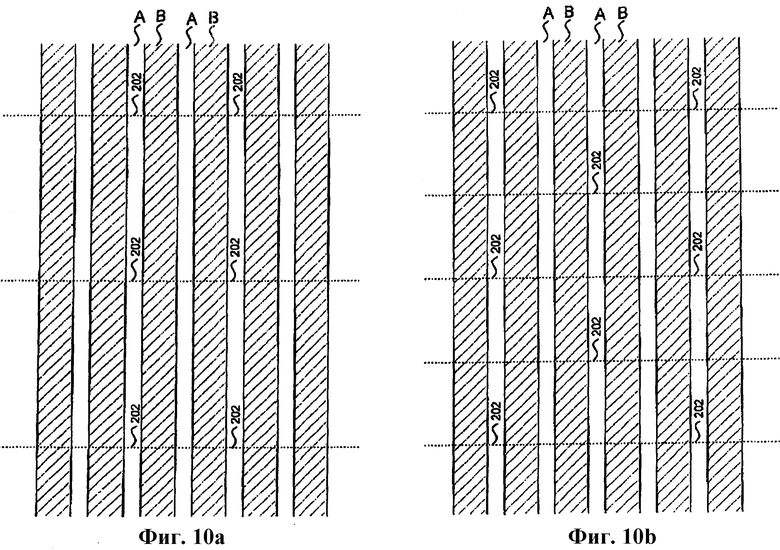
Фигуры 10а и b представляют собой схематические чертежи, показывающие два разных образца волнистости, которая может быть получена с помощью форм валика, показанных на Фигурах 9а и b.
Фигура 11 представляет собой технологическую схему, показывающую особенно практическую комбинацию этапов изготовления.
На Фигуре 12, которая представляет собой микрофотографию, аналогичную Фигуре 1, показана единая пленка в соответствии с изобретением. В этом случае пленка изготавливается, как описано в Примере 3, используя валик, показанный на Фигуре 9а.
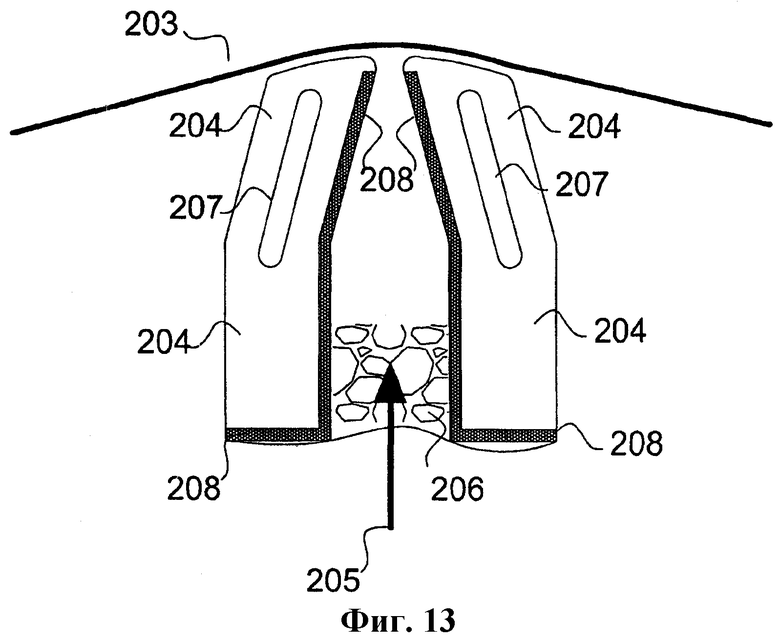
Фигура 13 представляют собой схематический чертеж, который показывает процесс создания бороздок (С) из «сужающихся зон» в открытые щели. Схематичный чертеж показан параллельно направлению обработки.
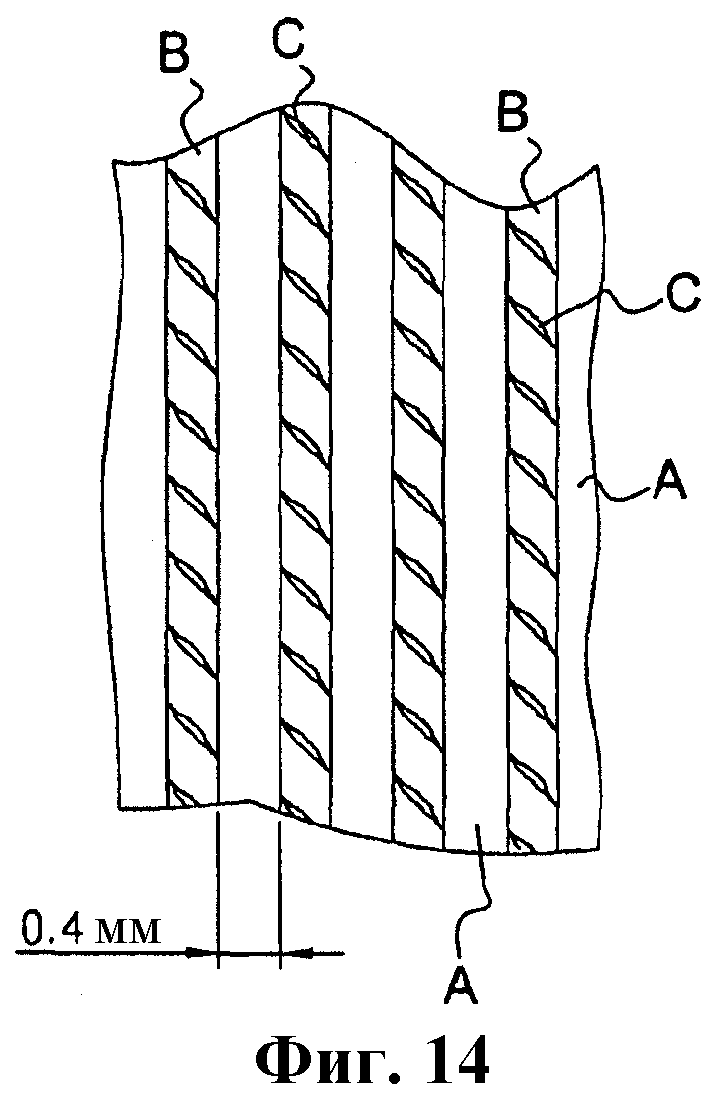
Фигура 14 представляет собой схематическое изображение структуры пленки в соответствии с изобретением, соответствуя реалистическому представлению на микрофотографии фигуры 1. Значение ссылочных букв (А), (В) и (С) следует из описания Фигуры 1.
Фигуры 2а, b и с, фигура 4 и фигура 6 не требует дополнительного объяснения. Микрофотография на Фигуре 1 показывает единую пленку, выполненную как, объяснено в Примере 1, и демонстрирует линейно проходящие области (А), которые являются волнообразными, при этом каждая волна проходит вдоль ширины такой области, и перемычки (В), которые были вытянуты более тонкими между имеющими острые края гребнями на находящемся в зацеплении рифленом валике, показанном на Фигуре 3. Перемычки (В) содержат ультратонкие «сужающиеся» зоны (С). Как демонстрируется на фотографии, между (А) и (В) имеется отчетливое разделение. Следует отметить, что полимерный материал был окрашен белым, а фон является черным.
Для выделения волнистости, фотография была сделана с помощью луча света, спроецированного на образец, почти параллельно направлению, в котором проходят (А) и (В). Измерения на микрофотографиях образцов из одного и того же пленочного материала, но взятые под другими углами, показывают, что отношение (l/h) между половиной длины (l) волны и высотой (h) одной волны обычно составляет около 4:1. Схематичная Фигура 7 представлена для того, чтобы избежать любого неправильного понимания того, что здесь означает половина длины (l) волны и высота (h). Для сравнения, отношение (l/h) на Фигуре 7 составляет 3:1. Предполагается, что отношение, достигающее около 8:1, также будет обеспечивать тонкую, теплую на ощупь пленку в соответствии с изобретением.
Хотя преобладающее направление ориентации в областях (А) образует угол 45° с протяженностью этих областей - это ясно из процесса изготовления, описанного в Примере 1 - черные смещенные линии на микрофотографии показывают, как растяжение между имеющими острые края гребнями изменило этот угол больше в перемычках (В). Эти линии выглядят как щели, но попытки пропустить через них воздух дали отрицательный результат, показывая, что они являются крайне тонкими участками пленки, или другими словами «сужающимися» зонами. Они особенно способствуют гибкости пленки, и они также имеют место, когда две пленки растягиваются вместе для образования слоистого пластика с продольно-поперечным расположением слоев в соответствии с изобретением. С другой стороны, эти щелеобразные линии также показывают, что посредством модификации композиции исходного вещества и/или параметров условий обработки, и/или посредством последующего процесса разрывания, будет легче образовать настоящие щели и/или проходящие насквозь микропоры. Это может, например, быть осуществлено посредством выполнения композиции на основе классов полимеров, которые являются менее устойчивыми к образованию щелей, чем HMWHDPE, использующийся в Примере 1, и/или посредством добавления частиц, вызывающих образование щелей. В связи с этим, концентрация таких частиц может быть или должна быть значительно ниже, чем обычно используется при изготовлении проходящих насквозь микропор во время растягивания.
В предшествующем общем описании упоминались предпочтительные ограничения для средней плотности каждой перемычки (В), выраженные как процентное отношение от средней плотности соседних областей (А). Если перемычки (В) были обеспечены со щелями, щелевые микрообласти, таким образом, должны быть включены в расчет среднего значения, обеспечивая эталон.
Как упомянуто выше, на микрофотографии показана единая пленка, выполненная, как описано в Примере 1. Этот Пример также описывает пробное изготовление 2-слойного пластика с продольно-поперечным расположением слоев на основе той же исходной пленки. Микрофотография этого слоистого пластика с продольно-поперечным расположением слоев выглядит так же, как на Фигуре 1, за исключением того, что изображения перемычек (В) показаны перекрещивающимися линиями, имеющими вид щелей, но в действительности представляющие собой ультратонкие растянутые линии в двух пленках.
На Фигурах 2а, b, c показано как две пленки в слоистом пластике с продольно-поперечным расположением слоев в соответствии с изобретением могут иметь области (А), которые полностью перекрывают друг друга, и более тонкие перемычки (В), которые также полностью перекрывают друг друга. Уже было упомянуто, что бороздки (С) не берутся во внимание на этих чертежах. Как показано на Фигуре 2с, перемычки (В) не склеены или соединены друг с другом, тогда как области (А), по меньшей мере, соединены друг с другом. Обычно это осуществляется посредством ламинированных слоев (не показано на схематичном чертеже). Как упомянуто в общем описании, склонность к соединению является большой на границах между (А) и (В). Это связано с тем, что две пленки сильно тянутся друг с другом на острых краях гребней рифленых валиков. Однако, предпочтительно, основные участки областей (А) должны равномерно склеиваться друг с другом, как это описано во взаимосвязи с Фигурой 5.
Как обозначено штриховкой на Фигурах 2а и 2b, направления ориентации пересекаются крест накрест повсюду. Углы, которые ориентация двух пленок в пределах областей (А) образует с направлением, в котором эти области проходят (которое обычно, но не всегда является направлением обработки), здесь показаны как плюс и минус 45°, но на практике они могут представлять собой любой угол от около +/-5° до +/-80°.
Однако, не требуется симметричность, как показано здесь, и ориентации двух пленок могут быть даже односторонними, относительно направления, в котором проходят области (А) и перемычки (В). Это показано на Фигуре 8, где (1) представляет собой направление, в котором проходят (А) и (В), (2) представляет собой преобладающее направление ориентации одной пленки в слоистом пластике с продольно-поперечным расположением слоев, и (3) представляет собой преобладающее направление ориентации в другом слое. В обоих случаях эти ориентации относятся к областям (А). В п.10 формулы изобретения эта схема ориентации определена более точно. Задача этого очень ассиметричного расположения состоит в том, чтобы придать слоистому пластику с продольно-поперечным расположением слоев особенно хорошей прочности на пробивание, однако, за счет некоторых других прочностных характеристик.
Со ссылкой на Фигуру 3, взаимно сцепляющиеся рифленые валики (112) и (113), которые выполняют сегментообразное поперечное растягивание перемычек (В), имеют плоские гребни (114) на их круговых зубьях с острыми краями (115). Плоские, если рассматривать в осевом сечении, в сечении, перпендикулярном к оси, по которой они являются круглыми. Это заставляет растягивание ограничиваться на этих перемычках, здесь пронумерованные с помощью (111). Участки пленочного материала, которые лежат на плоском гребне (114), образуют фактически нерастянутые области (А). Для того чтобы полностью предотвратить растягивание этих областей, рифленые валики, предпочтительно, поддерживаются при низкой температуре, например, 15-20°С, при этом остальная часть пленки может быть обработана теплым воздухом, например, с температурой около 40°С. Требования к точности при изготовлении поверхностей валиков являются высокими, и является весьма целесообразным выполнить внешнюю часть валиков из небольших частей.
Как упомянуто в общем описании, на одном из валиков 112 или 113, гребни могут иметь закругленные края или могут быть круглыми повсюду, таким образом, поперечное растягивание и образование тонких «сужающихся» зон или щелей также имеет место на этих гребнях. Это означает, что перемычки (В) станут более широкими, чем области (А). Таким образом, определенные значения прочности могут стать улучшенными, хотя текстильный внешний вид становится в некоторой степени менее выраженным.
Когда гребень на одном валике (112) или (113) является круглым или имеет круглые гребни, то валик, предпочтительно, должен нагреваться, например, до температуры от около 15 до 20°С. Процесс может удобным образом проходить в окружающей среде при температуре воздуха около 40°С. Сначала пленка предварительно нагревается этой окружающей средой, затем, она проходит на относительно холодный валик для охлаждения областей (А), и, в итоге, пленка растягивается в поперечном направлении в зоне контакта между двумя валиками. Это растягивание содержит теплые участки пленки.
Этапы процесса, которые на одной из технологических схем на Фигуре 4, называются «ламинирование и склеивание в прямолинейные полосы» и «Растягивание в п.н. (поперечном направлении) между рифлеными валиками с острыми краями в совмещении с полосками», выполняются с помощью машины, показанной на Фигуре 5. Первый упомянутый этап выполняется посредством валиков (118) и (119), которые имеют оси (118а) и (119а). Эти валики нагреваются, например, до около 90°С для выполнения склеивания между ламинированными слоями на пленках. Для достижения одинаковой температуры в разных прямолинейных полосках, подлежащих ламинированию, может иметь место третий рифленый нагревающий валик, расположенный ближе по ходу относительно валика (118), но это не показано. Склеивание выполняется в зоне контакта между незначительно сцепляющимися рифлеными валиками (118) и (119). Гребни (120) на этих валиках являются круглыми. Для получения склеивания между рифлеными валиками должно быть некоторое сцепление, но, предпочтительно, это сцепление уменьшено до минимума для того, чтобы уменьшить до минимума любое растягивание на этом этапе.
Растягивание, которое обеспечивает перемычки (В), происходит между валиками (112) и (113) с осями (112а) и (113а). Эти валики выполнены аналогично (112) и (113) на Фигуре 3, имея гребни с острыми краями (115). Предпочтительно, они поддерживаются приблизительно при комнатной температуре посредством циркулирующей воды.
Для исключения склеивания между двумя пленками в перемычках (В), все рифленые валики в этом наборе должны быть в точном совмещении, как обозначено с помощью штрихпунктирных линий (121). Это совмещение относится к режимам работы, при которых валики имеют разные температуры. Шаг рифлей, при их изготовлении, должен быть соответствующим образом рассчитан. (Стальной валик длиной 1 м расширяется на, около, 0,11 мм при повышении температуры на 10°С).
Является возможным реверсировать направление, в котором пленка проходит через этот набор валиков, таким образом, растягивание между имеющими острые края гребнями происходит до ламинирования на горячих круглых рифленых валиках. Когда используется такое направление, должно иметь место глубокое сцепление между круглыми гребнями на валиках (118) и (119).
Более того, по-прежнему ссылаясь на реверсированное направление, валик (118) может быть заменен на прижимной валик, покрытый мягким каучуком и, предпочтительно, нагретый. В этом случае, только каждая вторая область (А) станет склеенной в зоне контакта. Если один из предшествующих рифленых валиков имеет волнистую форму поверхности, как показано на фигуре 9а или 9b, хотя сопрягающийся рифленый валик, в действительности, является круговым, именно последний является тем валиком, который образует зону контакта вместе с каучуковым валиком. Эта зона контакта также обеспечивает слегка U-образную форму А-областей, которые проходят через зоны контакта, таким образом, повышая жесткость в одном направлении.
Фигура 7 уже была описана во взаимосвязи с описанием Фигуры 1.
Фигура 8 уже была описана во взаимосвязи с описанием Фигур 2а и b.
На Фигуре 9а показана волнистость поверхности одного из имеющих острые края рифленых валиков, использующихся в Примере 3. Имеющий острые края рифленый валик, с которым он сцепляется, имеет круглую поверхность без какой-либо волнистости. Как показано на схематичном чертеже, форма волнистости, в общем смысле, является синусоидальной, но с наибольшим радиусом кривизны в месте, где расстояние от оси валика является наибольшим (в действительности, радиус кривизны, использующийся в примере 3, составляет 68 мм, равный радиусу валика) и наименьшим (0,5 мм) в месте, где это расстояние является наименьшим. В зависимости от требующейся структуры пленки, это также может быть наоборот, или два упомянутых радиуса могут быть одинаковыми. В этой системе растягивание/тиснение между рифлеными валиками будет образовывать продолговатые «карманы», которые, главным образом, выступают от одной поверхности пленки или комплекта пленок.
В качестве альтернативы, оба рифленых валика могут быть выполнены с синусоидальной формой поверхности и собраны таким образом, что области (200) наибольшего диаметра на одном валике выровнены с областями наибольших диаметров на другом валике. В этом случае, каждый «карман», который выступает от одной поверхности, будет иметь два соседних кармана, выступающих от противоположной поверхности. Для того чтобы исключить чрезмерное растягивания пленки, волнистые поверхности валика в этой системе должны, в общем смысле, быть менее глубокими, чем волнистость, которая является предпочтительной в системе, описанной выше.
Выполнение «карманов» на обеих поверхностях также может быть осуществлено с помощью пары валиков, каждый имеющий форму как показано на Фигуре 9b. Два валика должны быть взаимно отрегулированы таким образом, чтобы места (200) наибольшего расстояния от оси валика на одном валике соответствовали середине (201) между соседними аналогичными местами (200) на другом валике.
Тип валика, показанный на фигуре 9b, также может работать вместе с валиком, имеющим круглую поверхность без какой-либо волнистости. Таким образом, на пленке могут быть выполнены относительно небольшие утолщения. Непосредственно на «вершине» каждой волны на валике, края могут быть закруглены (смотри ниже) для улучшения фибрилляции вершин на утолщениях пленки. Эти вершины даже могут быть полностью перфорированы.
На Фигуре 10а и b один из рифленых валиков имеет волнистые поверхности, другой - цилиндрическую поверхность, аналогичную Фигуре 9а. Высшие точки прямолинейных областей (А), образованных волнистыми поверхностями, обозначены с помощью (202). На Фигуре 10а каждая высшая точка в одной области (А) непосредственно прилегает к высшей точке в каждой из двух сосенных областей (А), образованных посредством валика с волнистыми поверхностями. Это обеспечивает внешний вид изделия, как если оно было бы соткано, и улучшает мягкость.
Фигура 10b является противоположностью. Каждая высшая точка в одной области (А) расположена по центру между двумя ближайшими высшими точками в каждой из двух соседних областей (А), образованных посредством валика с волнистыми поверхностями. Это служит для обеспечения некоторой жесткости структуре, что в некоторых случаях является предпочтительным, например, для пленок, использующихся для создания сумок.
Во всех случаях рифли на валиках могут быть выполнены посредством токарной обработки, тогда как волнистые поверхности и острые края лучше всего выполнять посредством электроэрозионной обработки. Для того чтобы выполнить острые края стойкими к абразивному износу, предпочтительно, выбирается сталь с большим содержанием углерода. Это станет особенно сложным при процессе электроэрозионной обработки.
Если требуется закруглить вершины на волнистых гребнях, то это может быть сделано после электроэрозионной обработки посредством электролитического полирования.
Для правильного понимания Фигуры 11, делается ссылка на Фигуры 1, 2 и 3 и описание патента США 5248366 (Rasmussen). На этих чертежах показано спиральное разрезание трубки, которая до показанных процессов была выполнена в плоско-уложенном виде с основным направлением ориентации, параллельным ее продольному направлению. На Фигуре 1 патента США 5248366, разматывающая катушка (9), приемные валики (11) и ленты (17) транспортера собраны в несущей конструкции (5) и (6), которая совершает «вальцовочное» движение, т.е. оси катушки (9) или валиков (11) и валиков, поддерживающих и перемещающих ленты (17) транспортера, вращаются вокруг оси (23). Это является перпендикулярным относительно вышеупомянутых осей валиков и, в общем смысле, проходит по центру перемещающейся плоско-уложенной пленки (10). Последняя надувается и переносится на закрепленную оправку (14) с накручивающим движением, при этом надувание выполняется с помощью воздуха, обеспечивающегося вентилятором (13) для выдувания через оправку (14). Накручивающее движение регулируется окружной скоростью валиков (11) и числом оборотов «вальцевания». Когда надутая пленка (10) проходит через оправку (14), она смазывается потоком воздуха и остается в устойчивой трубчатой форме до тех пор, пока она не будет спирально разрезана посредством закрепленного ножа (18) и не смотается посредством наматывающей системы (20), (21), (22).
Теперь со ссылкой на Фигуру 11 настоящего описания изобретения, новый признак «вальцовочной» конструкции состоит в том, что приемные валики (11) заменены или дополнены парой или рядом растягивающих в направлении обработки (н.о.) валиков. Это может быть просто набором зубчатых валиков, как описано выше. После спирального разрезания на оправке, смещенная ориентированная пленка может непосредственно передаваться на растягивание/тиснение в п.н. между имеющими острые края рифлеными валиками, или она может сначала или одновременно «сформироваться в сэндвич структуру» с аналогично и одновременно выполненной, смещенной ориентированной пленкой, особенно, таким образом, чтобы ориентации двух пленок пересекались друг с другом.
Возвращаясь к патенту США 5248366, на Фигурах 2 и 3 показана модификация способа и устройства Фигуры 1 того описания изобретения. В этой модификации ось разматывающей катушки (9) совпадает с осью (23), вокруг которой происходит «вальцевание». Имеются направляющие средства (28), (29) и (30) (смотри Фигуру 3), расположенные таким образом, чтобы перемещение пленки 11, которое в зоне (31) начинается перпендикулярно относительно оси (23) «вальцевания», поворачивается посредством сгибания для того, чтобы стать параллельным с этой осью (23). Такой способ выполнения раскручивания «вальцеванием» также может применяться в качестве первого этапа, показанного на Фигуре 10 настоящего описания изобретения.
Добавление растягивающих в н.о. валиков на устройство для раскручивания «вальцеванием» для трубчатой пленки, с последующим спиральным разрезанием, при прохождении трубки через оправку с накручивающим движением, предполагается по своей сущности изобретением, независимо от его использования для изготовления текстилеподобных пленочных изделий, которое является первоочередной целью этого описания изобретения. В связи с этим, способ растягивания в н.о. не ограничивается на использовании зубчатых валиков, но, в принципе, может представлять собой любой способ растягивания в н.о., выполняющийся посредством валиков. Более того, изменение формы пленки из плоско-уложенной в трубчатую не обязательно требует надувания воздухом (13) и лент (17) транспортера. Эти признаки являются предпочтительными, но могут быть выбраны альтернативы.
Со ссылкой на схематичную фигуру 13, следует понимать, что пленка (203), при вхождении в устройство для тепловой обработки, имеет структуру, которая ясна из микрофотографии фигуры 1. Как упоминалось в описании этой микрофотографии, черные линии, которые пересекают перемычки (В) под острым углом с прямолинейными областями (А) и которые выглядят как щели, на самом деле не щели, а сверхтонкие «сужающиеся» зоны. Цель тепловой обработки, показанной на фигуре 13, состоит в том, чтобы разрушить эти очень растянутые, сверхтонкие «линии», таким образом, чтобы, по меньшей мере, часть этих «линий» видоизменилась в настоящие щели посредством плавления или полуплавления, но без разрушения перемычек (В) настолько серьезного, чтобы соединения между прямолинейными областями (А) разрушились.
Пленка (203) тянется над щелью, проходящей перпендикулярно относительно плоскости изображения, при этом щель образуется металлическими стенками (204), при этом горячий газ, обычно воздух, продувается через щель, как обозначено с помощью стрелки (205). В проходе к щели имеется система каналов (не показана) для распределения горячего воздуха равномерно по всей длине щели, и идеальная стабилизация скорости потока газа и температур газа дополнительно достигается посредством заполнения керамической галькой (206).
Пленка (203) проходит над щелью в состоянии после ширения и в контакте со стенками (204). Последние охлаждаются посредством охлаждающей текучей среды, которая циркулирует через каналы (207). Изоляционные пластины (208) предотвращают охлаждения потока газа.
Во время процесса скорость пленки (203) поддерживается постоянной, а температура и скорость потока газа очень точно устанавливается при экспериментах, таким образом, чтобы достичь требуемого разрушения «линий» без нежелательных дальнейших разрушений.
Как это известно изобретателю, является новым образовывать небольшие отверстия или небольшие щели в ориентированной или неориентированной пленке, сначала, с помощью выполнения небольших областей в тонкой, благодаря растягиванию, пленке и, затем, разрушения этих небольших областей посредством использования горячего газа, при этом время контакта, скорость и температура газа регулируются относительно друг друга. Этот способ предполагается по своей сущности изобретением, независимо от его использования в сочетании со структурой, которая определена в п.1 формулы изобретения.
Пример 1
Трубчатая пленка средней плотности 18,6 микрон (измеренная как 17,9 г/м2) соэкструдирована имеющей следующую композицию:
- средний слой, 65% от общего: полностью HMWHDPE, за исключением примесей и белого каучука.
- внешний поверхностный слой, 15% от общего:70% LLDPE m.f.i.=1,0+30% металоцин ПЭ, плавящийся от 50 до 60°С.
- внутренний поверхностный слой, 100% LLDPE.
Степень надува составляет 2,7:1, а зазор отверстия кольцевой экструзионной головки составляет 1,0 мм. Это означает, что трубчатая пленка, при уменьшении ее толщины на коэффициент около 50, получает устойчивую ориентацию плавления, преимущественно, в продольном направлении.
Эта трубчатая пленка спирально разрезается для образования перемычек с ориентацией 45°. Две такие перемычки собираются на 40° теплом валике, при этом их направления ориентации пересекаются друг с другом. Совмещенная посредством этого комплекта растягивается в поперечном направлении между рифлеными валиками, показанными на Фигуре 3. Температура валика поддерживается при 20°С посредством циркулирующей воды. Ширина каждого плоского гребня составляет 0,4 мм, а шаг рифлей на каждом валике составляет 1,2 мм. Это оставляет 0,2 мм зазор между каждым набором находящихся в зацеплении гребней. Глубина сцепления составляет 1,00 мм, которая является самой глубокой, которая может быть получена с помощью доступных рифленых валиков. Средняя величина степени растяжения в п.н. после самопроизвольного сжатия становится 1,65:1.
Пленка проверяется на склеивание, и обнаруживается, что между двумя пленками на границах между растянутыми в поперечном направлении и нерастянутыми участками пленок имеет место прочное соединение.
Некоторые из спирально разрезанных пленок аналогично растягиваются в п.н. в виде единой пленки. Структура, полученная таким образом, - и аналогичная для каждой из пленок в слоистом пластике с продольно-поперечным расположением слоев - описывается во взаимосвязи с микрофотографией Фигуры 1.
Изготовленный слоистый пластик с продольно-поперечным расположением слоев испытывается, как это описано после Примера 2.
Пример 2
Используется та же самая экструдированная пленка, то же самое спиральное разрезание под 45°, и тот же самый процесс продольно-поперечного ламинирования и поперечного растягивания/ламинирования, как в Примере 1, но перед спиральным разрезанием плоско-уложенная трубчатая пленка растягивается в н.о. последовательным образом между рифлеными валиками, которые имеют зубья, проходящие параллельно относительно оси. Гребни этих зубьев являются полукруглыми с диаметром 1,9 мм и шаг рифлей на каждом валике составляет 5,0 мм. Посредством приложенного входного и выходного натяжения на пленку и сцепления между валиками, средняя степень растягивания приспособлена так, чтобы составлять 1,4:1. Растягивание происходит на закругленных зубьях на одном из рифленых валиков и между зубьями, при этом пленка на зубьях другого валика остается нерастянутой.
Испытание изготовленного слоистого пластика с продольно-поперечным расположением слоев описано ниже.
Сравнительное испытание пленки Примера 1 и Примера 2.
Два слоистых пластика с продольно-поперечным расположением слоев и экструдированная трубчатая пленка испытываются на растяжение и испытываются на прочность на пробивание от проникновения «штыря» диаметром 10 мм, имеющего полукруглую вершину.
Испытание на растяжение выполняется на образцах шириной 25 мм, разрезанных под 45° или в н.о. или в п.н., используя скорость, соответствующую 500% удлинения за минуту. Полученное усилие, предел прочности при растяжении и удлинение при разрыве определяются из диаграмм растяжения/напряжения. Задача заключалась в том, чтобы изготовить пленку, которая во всех направлениях показывает высокий предел прочности при растяжении в комбинации с большим удлинением при разрыве.
Испытание на сопротивление пробиванию выполняется посредством сильного деформирования пленочного материала между двумя кольцами, каждое имеющее в их середине круглое отверстие диаметром 35 мм. «Штырь» расположен по центру относительно этого отверстия и проникает в пленочный материал со скоростью 5 мм в секунду, пока не прорвет пленку. Стремятся к большому усилию при разрыве, а также к глубокому проникновению. Усилие при разрыве переводится из Ньютонов в МПа посредством деления на площадь, которая представляет собой толщину, умноженную на длину окружности штыря, обе в мм.
Результаты сравнительных тестов видны из нижеследующих таблиц.
а) Тесты на пробивание штырем
Экструдированная пленка, без дополнительных обработок, плотность 17,9 г/м2
Пример 1, плотность 22 г/м2
Пример 2, плотность 19 г/м2
b) Испытания на растяжение
Экструдированная пленка, без дополнительных обработок, плотность 17,9 г/м2
Пример 1, плотность 22 г/м2
Пример 2, плотность 19 г/м2
Пример 3
Используются те же самые экструдированные пленки, как в Примере 1, и то же самое последовательное растягивания в н.о., как в Примере 2. Спиральное разрезание выполняется под 30° относительно первоначального н.о. Пленка с 30° ориентацией растягивается/подвергается тиснению в поперечном направлении, отчасти как единая пленка, а отчасти имеющая в себе поперечные перемычки между имеющими острые края рифлеными валиками. Рифленые валики и обработка рифленым валиком, отклоняются от того, что описано в Примере 1, только по следующим пунктам:
1) Рифли выполнены незначительно глубже для обеспечения возможности более глубокого зацепления, и это задано 1,2 мм.
2) Один из двух рифленых валиков с имеющими острые края гребнями имеет волнистую поверхность, точно как показано на Фигуре 9а. Сцепление на 1,2 мм относится к верхним частям волнистости.
3) Процесс выполняется при температуре окружающей среды 25°С. Изготовленный один слой имеет плотность 9,5 г/м2, а изготовленный слоистый пластик с продольно-поперечным расположением слоев имеет 19 г/м2. Микрофотография однослойной пленки показана в качестве фигуры 12. Структура двух изделий, при наблюдении в микроскоп, выглядит, в общем смысле, аналогично структуре, показанной на Фигуре 1, но со следующими отличиями:
1) Длина волны «лентообразных областей» (А), которые показаны на Фигуре 1, составляет около 0,6-1,2 мм и является непостоянной, теперь является равномерной и соответствует длине волны валика, показанного на Фигуре 9а, т.е. 2,5 мм.
2) Более тонкие «перемычки» (В), которые на Фигуре 1 являются более узкими чем (А), теперь являются незначительно шире, чем (А), давая улучшенную гибкость.
3) «Амплитуда» волнистости, т.е. среднее вертикальное расстояние между каждой высокой областью на одной стороне и соседними высокими областями на другой стороне, теперь составляет около 0,5-0,6 мм, обеспечивая пленку особенно теплую на ощупь.
Эта высокая «амплитуда» является исключительной, так как «амплитуда» волнистости на одном из рифленых имеющих острые края валиков составляет не больше, чем 0,25 мм. Это является следствием изменяемой степени ориентации в каждой области (А), изготовленной посредством растягивания зубчатым валиком.

Изобретение относится к легковесным пленкам и касается пленочного материала, имеющего текстильные свойства, способа и устройства для его осуществления. Образован из термопластичного полимерного материала. Обрабатывается таким образом, чтобы иметь линейно проходящие области А, соединенные друг с другом посредством линейно проходящих перемычек В, при этом каждая из областей А и перемычек В является ориентированной, при этом преобладающее направление ориентации в областях А образует угол (v) относительно направления, в котором проходят A, и перемычки В содержат множества прямолинейных бороздок более тонкого материала или щели, образующие углы (u) большие, чем (v), относительно направления, в котором проходят А. Способ включает прохождение ориентированной пленки через пару сцепляющихся рифленых валиков для холодного растягивания пленки в направлении под углом относительно преобладающей первоначальной ориентации, при этом, по меньшей мере, один из рифленых валиков имеет гребни с острыми краями, для образования разделения между областями А и перемычками В и для растягивания материала для образования перемычек В, тогда как растягивание материала для образования областей А выполняется меньше или вообще не выполняется. Предпочтительно, по меньшей мере, один из рифленых валиков имеет гребни с волнистой формой поверхности. Изобретение обеспечивает создание пленки с текстильными свойствами. 5 н. и 38 з.п. ф-лы, 18 ил., 3 пр.
1. Пленка или комплект пленок, при этом пленка или каждая пленка образована из термопластичного полимерного материала и содержит множество параллельных, имеющих форму ленты, проходящих в линейном направлении областей (А) и отдельных от них, как это выражение определено в описании, проходящих в линейном направлении перемычек (В), которые нераздельно соединены с областями (А), при этом каждая перемычка (В) выполнена, в каждом месте своей линейной протяженности, более тонкой, чем соседние участки областей (А), при этом в такой пленке или комплекте пленок как (А), так и (В) ориентированы, имея в каждом месте преобладающее направление ориентации, отличающаяся тем, что в пленке или в каждой пленке комплекта преобладающее направление ориентации в областях (А) образует углы (v), большие, чем ноль, но не большие, чем 80° с направлением, в котором (А) проходят, при этом перемычки (В) содержат множество прямолинейных бороздок (С), которые представляют собой либо сужающиеся зоны, либо щели, при этом бороздки образуют углы (u), большие, чем (v), относительно направлений, в которых проходят (А).
2. Изделие по п.1, отличающееся тем, что в пленке или в каждой пленке комплекта преобладающее направление ориентации в каждом месте образует угол не менее чем 10°, предпочтительно не менее чем 20° с направлением, в котором проходят (A).
3. Изделие по п.1 или 2, отличающееся тем, что области (A) выполнены волнистыми, при этом каждая волна проходит вдоль ширины такой области, и перемычки являются более короткими, чем соседние участки областей (А) для того, чтобы стабилизировать волнистость.
4. Изделие по п.3, отличающееся тем, что прямолинейно проходящие области (А) образуют прерывистые линии, при этом области прерываний (D), образованные перемычками более тонкими, чем (А) являются, в общем смысле, аналогичными перемычкам (В) и без какой-либо отчетливой границы между указанными двумя областями перемычек, таким образом, каждая прерывистая прямолинейная область (А), включающая ее более тонкие прерывания (D), является волнистой, при этом перемычки (D) образуют гребни этой волнистости.
5. Изделие по п.1 или 2, отличающееся тем, что степень ориентации в каждой области (А) изменяется последовательно не больше, чем на 10 мм, и более предпочтительно не больше, чем на 5 мм.
6. Изделие по п.1 или 2, отличающееся тем, что оно представляет собой комплект пленок в виде слоистого пластика с продольно-поперечным расположением слоев, причем преобладающие направления ориентации в каждом месте слоистого пластика пересекают друг друга, при этом собранные пленки соединены в точках или линиях или посредством склеивания, или соединения, или того и другого.
7. Изделие по п.6, отличающееся тем, что области (А) в разных пленках слоистого пластика с продольно-поперечным расположением слоев перекрывают друг друга по всей их длине, и перемычки (В) аналогичным образом перекрывают друг друга.
8. Изделие по п.7, отличающееся тем, что склеивание или соединение ограничено таким образом, чтобы оставить наибольшую часть каждой перемычки (В) неприклеенной или несоединенной.
9. Изделие по п.6, отличающееся тем, что склеивание или соединение выполнено по поверхностным слоям, выбранным для формирования ламинирования.
10. Изделие по п.7 или 8, отличающееся тем, что в областях (А) угол между преобладающими направлениями ориентации любых двух ламинированных пленок является меньше, чем сумма углов, которые каждое их этих направлений образует с направлением, в котором проходят области (А).
11. Изделие по п.1 или 2, отличающееся тем, что перемычки (В) и области прерываний (D), если прямолинейно проходящие линии (А) прерываются, находятся в состоянии проходящих насквозь микропор, при этом фибрилляция, по существу, следует вдоль местного преобладающего направления ориентации, тогда как оставшиеся области (А) имеют меньше или не имеют проходящих насквозь микропор.
12. Изделие по п.1 или 2, отличающееся тем, что, по меньшей мере, 50% пленки или каждой из пленок в комплекте состоит из HDPE или стереорегулярного, или синдиотактического РР, предпочтительно из HMWHDPE.
13. Изделие по п.1 или 2, отличающееся тем, что плотность пленки или каждой пленки в комплекте составляет не больше, чем 15 г/м2, предпочтительно не больше, чем 10 г/м2.
14. Изделие по п.1 или 2, отличающееся тем, что средняя плотность каждой перемычки (В) составляет самое большое 70% от средней плотности двух соседних областей (А).
15. Изделие по п.7, отличающееся тем, что в слоистом пластике с продольно-поперечным расположением слоев удлинение при разрыве во всех направлениях составляет не менее 100%, а предел прочности при растяжении не менее чем 10 МПа, ссылаясь на испытание на растяжение лент с шириной 2,5 см при скорости, соответствующей 500% удлинения в минуту.
16. Изделие по п.1 или 2, отличающееся тем, что ширина каждой области (А) составляет самое большое 2 мм, предпочтительно самое большое 1 мм, и еще более предпочтительно самое большое 0,5 мм.
17. Изделие по п.16, отличающееся тем, что разделение множества областей (А) составляет самое большое 4 мм, предпочтительно самое большое 2 мм, и еще более предпочтительно самое большое 1 мм.
18. Изделие по п.1 или 2, отличающееся тем, что изделие выполнено непрерывным и протяженность областей (А), по существу, является параллельной непрерывной протяженности изделия.
19. Способ изготовления изделия по п.1 посредством растягивания, начиная с пленки или комплекта пленок, каждая из которых имеет преобладающее направление ориентации, при этом растягивание выполняют посредством пары взаимно сцепляющихся первых рифленых валиков и осуществляют в направлении, которое является отличающимся, но самое большое на 80°, от преобладающего первоначального направления ориентации в единой пленке или в каждой из собранных пленок, отличающийся тем, что, по меньшей мере, один из рифленых валиков в паре имеет гребни с краями, которые являются достаточно острыми для образования отчетливого разделения, как это выражение определено в описании, между параллельными, прямолинейно проходящими перемычками (В) пленочного материала, образованного холодным растягиванием между гребнями двух первых рифленых валиков, и промежуточными, прямолинейно проходящими лентообразными областями (А), которые размещают на имеющих острые края гребнях и не были растянуты или были растянуты на меньшую величину между указанными рифлеными валиками.
20. Способ по п.19, отличающийся тем, что степень растягивания в процессе холодного растягивания последовательно изменяют, благодаря приданию гребням, по меньшей мере, одного валика в паре рифленых валиков волнистой формы поверхности.
21. Способ по п.19 или 20, в котором указанный пленочный материал состоит из комплекта двух или более таких пленок, отличающийся тем, что преобладающие направления ориентации в разных пленках пересекаются друг с другом в каждом месте.
22. Способ по п.21, отличающийся тем, что во время указанного холодного растягивания осуществляют склеивание или соединение между двумя или более пленками, локализованное на областях (А) или границах между перемычками (В) и областями (А) или и тем и другим, например при использовании пленок, которые благодаря соэкструзии обеспечивают соответствующим ламинированным слоем.
23. Способ по п.19 или 20, отличающийся тем, что исходный материал содержит добавку, пригодную для изготовления фибрилляции или проходящих насквозь микропор бороздок (С) в перемычках (В), при этом поддерживают сцепление перемычек (В) и их нераздельное соединение с (А).
24. Способ по п.19 или 20, отличающийся тем, что каждый из рифленых валиков имеет гребни с краями, которые являются достаточно острыми для образования такого отчетливого разделения.
25. Способ по п.19 или 20, отличающийся тем, что рифли на каждом первом рифленом валике являются круглыми или спиральными под углом не менее чем 85° относительно оси валика, для выполнения областей (А), проходящих параллельно направлению обработки или под небольшим углом относительно последнего.
26. Способ по п.19 или 20, отличающийся тем, что ориентацию в исходной пленке или пленках ограничивают ориентацией, которая имела место при расплавленном или полурасплавленном состоянии во взаимосвязи с экструзией.
27. Способ по п.19 или 20, отличающийся тем, что ориентация в исходной пленке или пленках включает предшествующий процесс холодного растягивания.
28. Способ по п.19 или 20, отличающийся тем, что предшествующее холодное растягивание представляет собой последовательное растягивание, предпочтительно между вторыми рифлеными валками, которые имеют проходящие в осевом направлении зубья.
29. Способ по п.19 или 20, отличающийся тем, что для улучшения поперечной волнистости областей (А) и стабилизации этой волнистости с помощью сжатий в перемычках (В), пленку или комплект пленок, образованных холодным растягиванием между первым рифленым валиком, подвергают незначительному ширению в направлении, в котором имело место растягивание, предпочтительно при обеспечении возможности сжатия пленки или комплекта пленок в направлении, поперечном ей, и предпочтительно при повышенной температуре.
30. Способ по п.22, отличающийся тем, что до или после холодного растягивания между указанной парой первых рифленых валиков, комплект пленок нагревают для склеивания, при этом указанное нагревание, в общем смысле, локализуют в зонах в пределах областей (А) и выполняют посредством одного или более вторых рифленых валиков, которые выполняют так, что они совпадают с первыми рифлеными валиками.
31. Способ по п.26 для изготовления 2-слойного слоистого пластика с продольно-поперечным расположением слоев, отличающийся тем, что выполняют последовательно с экструзией и ориентируют в расплавленном виде трубчатую пленку, таким образом, экструзионная головка вращается относительно приемных средств для выполнения спирально проходящего преобладающего направления ориентации, при этом трубчатую пленку плоско укладывают с преобладающими направлениями ориентации на двух сторонах, пересекающихся друг с другом.
32. Способ по п.23, отличающийся тем, что полимерный материал представляет собой бимодальную комбинацию из i) HMWIIDPE и ii) HDPE с гораздо большим показателем текучести, чем у HDPE, например большим в 20 раз или более, с добавлением щелеобразующих микрогранул, предпочтительно состоящих из мела или талька.
33. Способ по п.23, отличающийся тем, что полимерный материал представляет собой смесь из HDPE, предпочтительно HMWHDPE, и небольших количеств экструдируемого водорастворимого полимера с более низкой точкой плавления, например полиоксиэтилена.
34. Способ по п.19 или 20, отличающийся тем, что исходный материал и параметры процесса холодного растягивания выбирают для выполнения структуры тонких участков пленки в перемычках (В) в виде параллельных растягивающихся линий, и после растягивания эти участки пленки разрушают посредством прохождения изделия через поток горячего воздуха, при этом условия этой обработки контролируют таким образом, чтобы исключить полное разрушение изделия.
35. Способ по п.19 или 20, отличающийся тем, что один из рифленых валиков или некоторая(ые) часть(и) одного из рифленых валиков имеют круглые гребни или гребни с закругленными краями, при этом соответствующая часть рифленого валика, которая выровнена с ней, имеет гребни с краями, которые являются достаточно острыми, для образования отчетливого разделения.
36. Применение пленки комплекта пленок по п.1 для изготовления сумок.
37. Применение по п.36 для изготовления мусорных мешков, при этом пленка или комплект пленок находится, по существу, в нефибриллированной форме и не имеет проходящих насквозь микропор.
38. Применение слоистого пластика с продольно-поперечным расположением слоев по п.1 для гигиенических целей, например, в качестве подгузников или аналогичных изделий.
39. Устройство для растягивания в поперечном направлении термопластичной полимерной пленки, содержащее пару сцепляющихся рифленых растягивающих валиков, имеющих, в общем, цилиндрические рифли и зубья, отличающееся тем, что зубья, по меньшей мере, одного валика имеют гребни с острыми краями и имеют волнистую форму поверхности.
40. Устройство по п.39, в котором другой валик из пары рифленых растягивающих валиков имеет цилиндрические зубья без, по существу, волнистости поверхности.
41. Устройство по п.39 или 40, которое предназначено для растягивания комплекта из, по меньшей мере, двух термопластичных полимерных пленок, которое содержит пару валиков для ламинирования, по меньшей мере, один из которых имеет, в общем смысле, цилиндрические рифли и зубья, совпадающие с зубьями растягивающих валиков, при этом, по меньшей мере, один из валиков для ламинирования нагревается, таким образом, проход комплекта пленок между валиками для ламинирования обеспечивает склеивание пленок в полоски.
42. Устройство по п.41, в котором гребни зубьев рифленого валика для ламинирования выполнены круглыми.
43. Устройство по п.39, в котором волны формы поверхности растягивающего валика имеют радиус кривизны, который является наибольшим в наибольшем расстоянии от оси валика и наименьшим в наименьшем расстоянии от этой оси.
| WO 2006072604 А2, 13.07.2006 | |||
| Контактное массообменное устройство | 1987 |
|
SU1526722A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| WO 9112125 A1, 22.08.1991 | |||
| Способ выделения непрореагировав-шиХ АММиАКА и углЕКиСлОгО гАзА изпРОдуКТОВ СиНТЕзА МОчЕВиНы | 1977 |
|
SU810078A3 |
| ЛАМИНАТЫ ИЗ ПЛЕНОК, СПОСОБЫ И УСТРОЙСТВА ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2290313C2 |

