Изобретение относится к области листовой штамповки.
Преимущественная область его применения - вытяжка на прессах двойного действия деталей автомобилей, тракторов и т.п.
Известна конструкция вытяжного штампа, содержащая пунсон, матрицу и прижим (В.П. Романовский. Справочник по холодной штамповке. Ленинград, Машгиз, 1971 г., стр. 621, рис. 530).
Недостатком известного штампа является большой процент технологического отхода заготовки при вытяжке и перерасход металла.
Для уменьшения расхода металла применяют перетяжные пороги, в основном для вытяжки неглубоких деталей, имеющих плавный контур.
Известна конструкция вытяжного штампа для пресса двойного действия, принятая в качестве прототипа, содержащего прижим, пуансон и матрицу, на зеркале которой по кромке ее проема расположен П-образный тормозной порог (см. В. П. Романовский. Справочник по холодной штамповке. 1979 г., стр. 181, рис. 158б).
Недостатком известного штампа является перерасход металла на технологический припуск, т.к. из соображений прочности матрицы, ширина порога выбирается значительно больше (ориентировочно в 3 раза) традиционных 12-15 мм.
Техническим результатом изобретения является уменьшение процента технологического отхода заготовки при вытяжке.
Технический результат достигается за счет того, что в вытяжном штампе для пресса двойного действия, содержащем прижим, пуансон и матрицу, на зеркале которой по кромке ее проема расположен П-образный тормозной порог, согласно изобретению П-образный тормозной порог выполнен охватывающим контур обрезки вытягиваемой детали, при этом радиус схода П-образного тормозного порога в проем матрицы Rсхода и его ширина h выбраны из условия: Rсхода = (8-12)S и h = 2•Rсхода: где S - исходная толщина вытягиваемого материала заготовки, мм.
На чертеже изображен осевой разрез вытяжного штампа на прессе двойного действия.
Штамп содержит прижим 1, пуансон 2, матрицу 3, на зеркале которой по кромке ее проема расположен П-образный тормозной порог 4, имеющий радиус схода (Rсхода) 5 в проем матрицы 3.
Величина радиуса схода Rсхода принята равной (8-12)S, где S - толщина вытягиваемого материала заготовки. Ширина порога h равна 2 Rсхода.
Штамп работает следующим образом.
П-образный тормозной порог 4 располагается на кромке матрицы 3 по форме контура обрезки вытягиваемой детали, с целью использования отформованного материала П-образного тормозного порога 4 при следующей операции правки, что дает снижение процента технологического отхода вытягиваемой заготовки. Радиус схода 5 П-образного тормозного порога 4 в проем матрицы 3 выбирается опытным путем. Если радиус схода 5 менее 8 толщин материала вытягиваемой заготовки, то при правке П-образного профиля тормозного порога 4 на следующей операции остается след на заготовке и за счет пружинения деталь не выдерживает требования геометрии по чертежу. Радиус схода 5 при величине более 12 толщин материала дает большую ширину тормозного порога 4, при этом глубину вытяжки нужно уменьшать, что влияет на жесткость детали и она раскрывается опять за счет пружинения. Оптимальный радиус схода 5 - это от 8 толщин до 12 толщин исходного материала заготовки. Ширина h П-образного тормозного порога 4 выбирается по формуле h = 2•Rсхода.
Использование предлагаемого штампа дает возможность использовать материал отформованного П-образного тормозного порога в детали, что дает уменьшение процента отхода и как следствие экономию тонколистового холоднокатаного проката.
Предлагаемое устройство штампа обеспечивает вытяжку детали при изготовлении каркаса панели приборов автомобиля. Эта деталь имеет V-образную форму.
Конкретное выполнение производили для детали каркас панели приборов автомобиля ВАЗ - деталь 2103-532515.
Изобретение относится к области листовой штамповки и может быть использовано для вытяжки кузовных деталей. Вытяжной штамп содержит прижим, пуансон, матрицу, П-образный тормозной порог, который расположен по кромке проема матрицы. Радиус схода П-образного тормозного порога в проем матрицы выбирают равным (8-12)S, а его ширину - двум радиусам схода. Изобретение направлено на уменьшение процента отхода тонколистового холоднокатаного проката и дает возможность использовать отформованный материал тормозного порога в детали. 1 ил.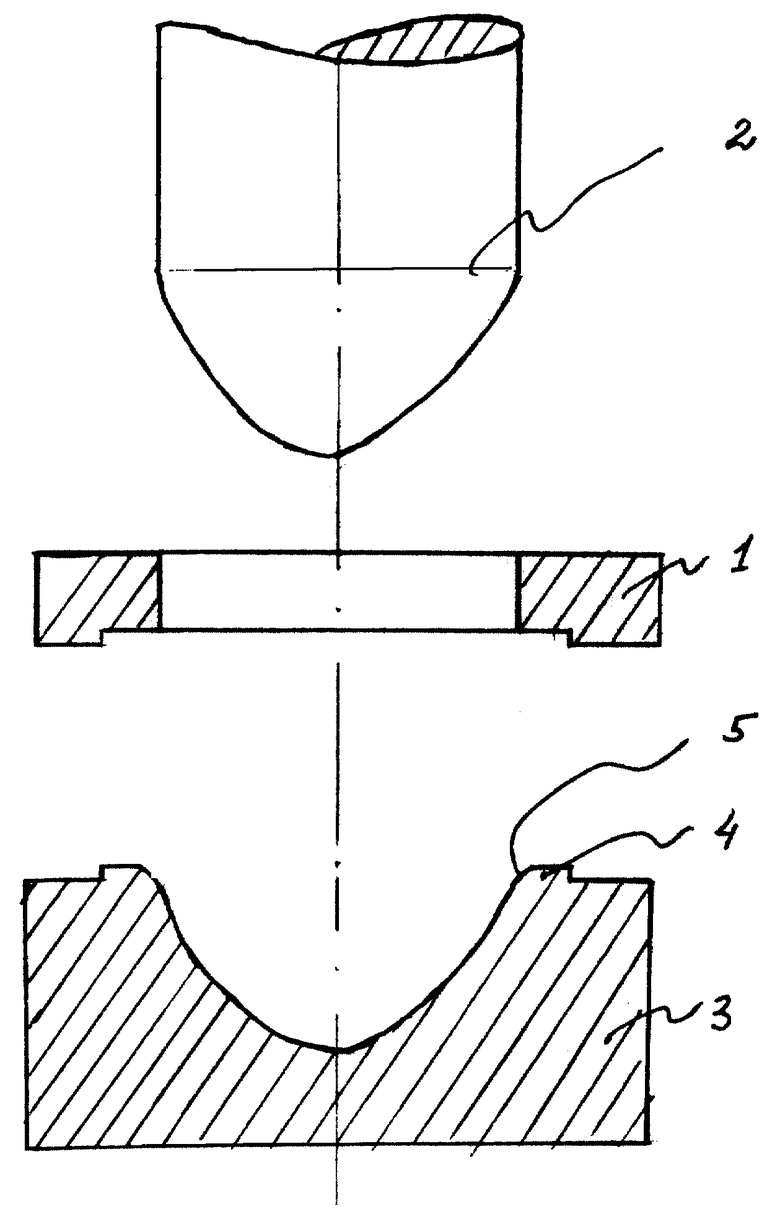
Вытяжной штамп для пресса двойного действия, содержащий прижим, пуансон и матрицу, на зеркале которой по кромке ее проема расположен П-образный тормозной порог, отличающийся тем, что П-образный тормозной порог выполнен охватывающим контур обрезки вытягиваемой детали, при этом радиус схода Rсхода П-образного тормозного порога в проем матрицы и его ширина h выбраны из условия Rсхода = (8 - 12)S и h = 2 • Rсхода, где S - исходная толщина вытягиваемого материала заготовки, мм.
| РОМАНОВСКИЙ В.П | |||
| Справочник по холодной штамповке | |||
| - Л.: Машиностроение, 1979, с.181, рис.158б | |||
| Листовая заготовка для вытяжки | 1985 |
|
SU1349830A2 |
| SU 1147447 А, 30.03.1985 | |||
| RU 2060076 С1, 20.05.1996 | |||
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 1994 |
|
RU2082526C1 |
| Штамп для вытяжки | 1986 |
|
SU1442292A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |

