Изобретение относится к металлур1ии, а именно к непрерывному литью .цветных металлов.
Цель изобретения - повышение стабильности начала процесса литья полых заготовок,
На фиг, 1 схематически изображено предлагаемое устройство, продольный разрез; на фиг, 2 разрез А-А на фиг, 1,
Устройство для горизонтального непрерывного литья полых заготовок содержит кристаллизатор, состоящий из формообразующей втулки 1 и водоохлаждаемого кожуха 2, дорн 3 с каналами 4 для подвода металла в кольцевой зазор 5 между формообразующей втулкой 1 и дорном 3, выполненный в его посадочной части, затравку 6, установленную на некотором расстоянии I от дорна, В кольцевой заз-ор между формообразующей втулкой 1 и дорном 3 установлена вставка 7 из газопроницаемого материала. Расстояние L от вставки 7 до выходного отверстия канала 4 в дорне составляет 0,4-1,0 длины рабочей части дорна, при этом площадь поперечного сечения вставки 7 составляет ,2 площади поперечного сечения зазора 5, Поступление металла в кристаллизатор и вытягивание сформированной заготовки производится в направлении 6 .
Выбор граничных параметров обусловлен тем, что если вставка установлена на расстоянии от выходного отверстия каналов посадочной части дорна меньше 0,4 длины рабочей части дорна, то она может оказаться за пределами зоны затвердевания (т,е, оказывается в зоне жидкого металла). В этом случае при вытягивании затвердевшая заготовка не увлекает за собой вставку и отверстие в заготовке не образуется, В связи с этим может .быть не исключено образование разреженного пространства между заготовкой и дорном, приводящего к обрыву дорна. Если указанное расстояние больше длины рабочей части дорна, то вставка оказьшается за пределами кольцевого зазора и положительный эффект не достигается. Если площадь поперечного сечения вставки больше 0,2 площади сечения зазора, то это может вызвать некоторую деформацию вытягиваемой заготовки вследствие неравномерного распределения растягивающих усилий по ее сечению, ввиду наличия достаточно большого отверстия, являющегося
значительным концентратором напряжения. Если этот параметр меньше 0,01, то в реальных условиях отливки полых заготовок с толщиной стенки 5-10 мм и диаметром 50-100 мм
положение вставки в зазоре неустойчиво, так как ее высота (равная толщине кольцевого зазора) значительно превосходит ширину, В связи с этим вставка может быть смыта первой порцией металла и положительный эффект не достигается.
Устройство работает следующим образом.
При заливке металл заполняет
кольцевой зазор 5 и пространство
между дорном 3 и затравкой 6, обтекая при своем -движении вставку 7 из газопроницаемого материала. Жидкий металл, заполнивший канал, затвердевает, и на сформировавшейся корочке образуется отверстие, заполненное этой вставкой. При вытягивании заготовки в образующуюся между заготовкой и дорном 3 полость
через газопроницаемую вставку 7
подсасывается воздух из зазора между заготовкой и формообразующей втулкой 1, В результате не образуется разреженное пространство, которое могло бы вызвать обрыв дорна и прекращение разливки. По мере перемещения заготовки в сторону вытягивания вставка 7 выходит за пределы кольцевого зазора 5 и в дальнейшем
в формирующейся заготовке отверстие не образуется. Подсос воздуха через отверстие, образовавшееся в затравке и заполненное газопроницаемой вставкой 7, пцоисходит до момента
отделения затравки от заготовки, в дальнейшем - через отверстие в тор.це вытягиваемой полой заготовки.
Пример, Устройство для литья полых заготовок содержит кристалли-
затор, состоящий из водоохлаждаемого кожуха и формообразующей графитовой втулки внутренним размером 60 мм, дорн с каналами для подвода металла, который имеет диамер 45 мм, затравку,
установленную на расстоянии t 30 мм от дорна, газопроницаемую вставку из асбеста, представляющую собой цилиндр диаметром 15 мм и высотой
7,5 мм (т.е. высота вставки равна толщине кольцевого зазора). Вставка установлена на расстоянии L 130м от выходных отверстий в посадочной части дорна. Длина рабочей части дорна составляет 160 мм. Вставка перекрывает 1,25 см площади поперечного сечения зазора, что составляет 0,1 всей площади этого сечения. Как показали данные опытной проверки, при использовании устройства при горизонтальном литье заготовок размером 60/45 мм из бронзы стабильность начала литья резко повысилась. Обрыв дорна, происходивший ранее на 12% плавок, снизился до 2%.
Предлагаемое устройство обеспечивает повьшение стабильности начала процесса литья труб с толщиной стенки 5-1.0 мм на 10% и повьшение выхода годного на 2%.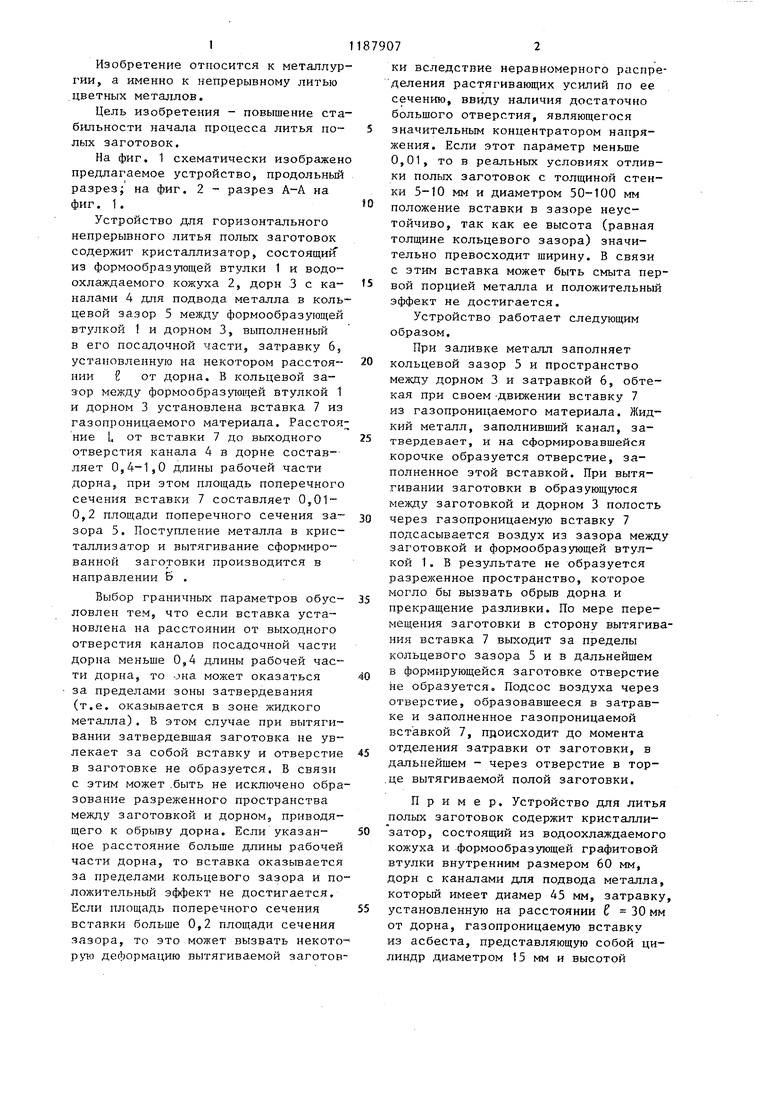

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2006337C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| Способ непрерывного литья полых заготовок | 1989 |
|
SU1703244A1 |
| Способ непрерывного горизонтального литья полых заготовок | 1988 |
|
SU1636113A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1999 |
|
RU2173603C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ СЛИТКОВ | 1993 |
|
RU2089337C1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2090301C1 |
| Затравка машины непрерывного литья тонкостенных труб | 1984 |
|
SU1232361A1 |
| Дорн для непрерывного литья тонкостенных труб | 1983 |
|
SU1113208A1 |
| Охлаждаемый дорн для непрерывного горизонтального литья заготовок из сплавов на основе меди | 1982 |
|
SU1166887A1 |
1. УСТРОЙСТВО ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ . ЗАГОТОВОК, содержащее кристаллизатор и дорн с каналами в его посадочной части для подвода металла, о тличающееся тем, что, с целью повышения стабильности начала процесса литья, в зазоре между кристаллизатором и дорном установлена по меньшей мере одна газопроницаемая вставка. 2.Устройство по п. 1, о т л и чающееся тем, что вставка расположена на расстоянии от выходS ного отверстия каналов дорна, равном 0,4-1,0 длины его рабочей части. (О 3.Устройство по пп. 1 и 2, отличающееся тем, что площадь поперечного сечения вставки составляет 0,01-0,2 площади поперечс: ного сечения -зазора между дорном и кристаллизатором. 00 X)
./
CPUS. 2
| Германн Э | |||
| Непрерывное литье | |||
| М.: Гостехиздат, 1961, с | |||
| Держатель для поленьев при винтовом колуне | 1920 |
|
SU305A1 |
| Прибор для контроля непрерывности поездного тормозного трубопровода | 1925 |
|
SU870A1 |
| Шатагин О.А, и др | |||
| Горизонтальное непрерывное литье цветных металлов и сплавов | |||
| М.: Металлургия, 1974, с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
